一种具有称药功能的装药机
文献发布时间:2023-06-19 10:27:30
技术领域
本发明涉及一种具有称药功能的装药机。
背景技术
市面上的流体一般都采用灌装机进行定量灌装,但是对于一些颗粒物普通灌装机就不再适用,一般与颗粒物有关的生产工艺都采用人工称量和装填的方式进行生产,但是该传统的生产方式效率较低,尤其是对于装填量和比例有严格限制要求的特殊行业,比如火药筒的药物颗粒填充,不仅人工装填难以保证生产质量,同时也具有极高的危险性,因此为了解决上述问题,我们提出了一种具有称药功能的装药机。
发明内容
本发明提供一种具有称药功能的装药机,解决了传统火药颗粒人工装填效率低、精度差且危险性高的问题。
为了实现上述目的,本发明采用了如下技术方案:
一种具有称药功能的装药机,包括框架、设置在框架一侧的药筒移动机构和设置框架内的进料斗,进料斗顶端设置在框架顶面,进料斗的底端密封连接有下料管,在混料斗的侧壁上连接有螺杆送料机,所述下料管的侧壁安装有直线振动送料器,下料管的底端与混料斗软连接;所述混料斗套接在支架上,支架通过压力传感器与水平安装在框架上的第一横板相连,混料斗的出料端串接有出料阀和振动器;混料斗下方设置有与支架相连的第二横板,在第二横板的顶面设置有平移气缸,所述平移气缸的活塞杆末端安装有滑座,且所述滑座的上设置有通孔,第二横板的底面与混料斗的出料口相应位置安装有第一举升气缸,所述第一举升气缸的活塞杆顶端能够从第二横板顶面伸出。
优选的,滑座顶面设置有火药筒的定位槽。
优选的,所述药筒移动机构包括电动滑台,在电动滑台的滑台一侧竖直安装有第二举升气缸,所述第二举升气缸的活塞杆底端水平安装有手指气缸,在手指气缸两端的活塞杆上对称安装有夹爪。
优选的,所述直线振动送料器的顶面呈水平设置,所述进料斗、直线振动送料器和下料管对称分布在框架的长度方向。
优选的,所述且所述混料斗的底端开口处沿其外边缘一周开设有倒角。
发明的有益效果
本发明通过直线振动送料器配合进料斗和下料管进行粗下料,通过螺杆送料机精确补料,从而对进料实现了较高的流量和精确的控制。由于混料斗通过支架搭建在压力传感器上,通过压力传感器实时识别混料斗的重量变化,从而实现了混料斗进排料的精确识别和控制;通过手指气缸和电动滑台等实现了空火药筒在流水线和滑座之间的流转,使得本发明能够独立于流水线,从而带来了灵活的设备布局;通过平移气缸和第一举升气缸使得空火药筒顶起与混料斗的底端套接,此时通过振动器使得混料斗内的混合药进入空火药筒内,并通过振动使得药物颗粒在火药筒内密实。本发明自动化程度高,操作安全,且具有较高的装填效率和装填精度,有效地解决了传统火药颗粒人工装填效率低、精度差且危险性高的问题。
附图说明
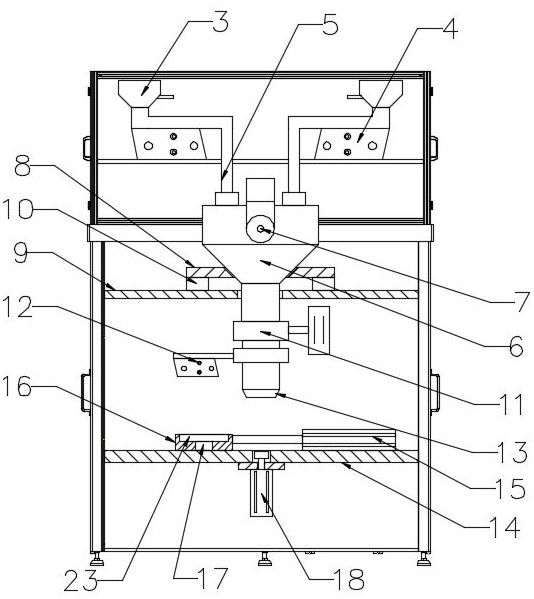
图1为本发明的主视图;
图2为本发明的左视图;
图3为图2沿A-A的剖视图;
图4为本发明的俯视图;
图5为图4中B处局部放大图;
图6为图1中C处局部放大图。
图中标号:1、框架;2、药筒移动机构;3、进料斗;4、直线振动送料器;5、下料管;6、混料斗;7、螺杆送料机;8、支架;9、第一横板;10、压力传感器;11、出料阀;12、振动器;13、倒角;14、第二横板;15、平移气缸;16、滑座;17、通孔;18、第一举升气缸;19、电动滑台;20、第二举升气缸;21、手指气缸;22、夹爪;23、定位槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-6,一种具有称药功能的装药机,包括框架1,所述框架1的一侧设置有药筒移动机构2,在框架1内设置有进料斗3,进料斗3开口于框架1的顶面,进料斗3的底端密封连接有下料管5,下料管5的侧壁匹配安装有直线振动送料器4,下料管5的底端处设置有混料斗6,所述混料斗6与下料管5底端软连接,且下料管5底端延伸至混料斗6内。混料斗6的圆周外壁套接在支架8上,所述支架8的两端通过压力传感器10与位于支架8下面的第一横板9相连,所述第一横板9两端与框架1固定连接,支架8和第一横板9均呈水平设置。混料斗6位于第一横板9下面的出料管上依次串接有出料阀11和振动器12,在混料斗6的底端开口处沿其外边缘一周开设有倒角13。混料斗6底端的下方设置有第二横板14,第二横板14的顶端设置有平移气缸15,所述平移气缸15的活塞杆末端安装有滑座16,滑座16的底端开设有通孔17,滑座16顶面设置有与通孔17相连的火药筒的定位槽23。在第二横板14位于混料斗6下方的底面上竖直安装有第一举升气缸18,其活塞杆顶端能够从第二横板14顶面伸出。所述药筒移动机构2包括电动滑台19,在电动滑台19的滑台一侧安装有第二举升气缸20,所述第二举升气缸20的活塞杆竖直向下设置,在第二举升气缸20的活塞杆底端与水平设置的手指气缸21相连,在手指气缸21两端的活塞杆上设置有对称的夹爪22。所述直线振动送料器4的顶端面呈水平状,进料斗3、直线振动送料器4和下料管5均沿框架1的长度方向呈对称分布。在混料斗6的侧壁上安装有螺杆送料机7,螺杆送料机7的出料口与混料斗6内部连通。
本发明是应用于火药筒自动生产流水线上的火药称量填装设备,其工作流程为:通过手指气缸21驱动夹爪22夹持空火药筒,并通过第二举升气缸20将空火药筒提起,随后电动滑台19工作,将空火药筒移动至滑座16的顶端,第二举升气缸20下放空火药筒至滑座16上的定位槽23内,手指气缸21松开空火药筒,通过平移气缸15驱动滑座16移动至混料斗6的底端处;另一方面,该装置的顶端有两组进料斗3,分别用于装填两种不同的药物,药物颗粒的流动性较差,因此需要通过直线振动送料器4驱使药物颗粒通过下料管5进入混料斗6内,而直线振动送料器4的工作时间则粗略的决定了进入混料斗6内的药物量,混料斗6通过支架8压在压力传感器10上,当有药物颗粒进入混料斗6后,则被压力传感器10捕捉到重量变化,从而精确控制药量,当混料斗6内的药量接近设计值时,则停止直线振动送料器4并启动螺杆送料机7进行精确补料,当补料完成,第一举升气缸18活塞杆顶端经通孔17伸出,将空火药筒顶起,至空火药筒通过倒角13与混料斗6的底端套接,该倒角13有定位空火药筒和减少连接间隙的作用,出料阀11和振动器12均开启,使混料斗6内的混合药进入空火药筒内,完成装药后,火药筒按来路的相反操作,离开本设备回到流水线上。
- 一种具有称药功能的装药机
- 一种称药装药机及其使用方法