制造高强度防火玻璃的节能型设备及方法
文献发布时间:2023-06-19 10:30:40
技术领域
本发明涉及防火玻璃制造技术领域,尤其涉及制造高强度防火玻璃的节能型设备及方法。
背景技术
物理钢化的原理就是把玻璃加热到适宜温度后迅速冷却,使玻璃表面急剧收缩,产生压应力,而玻璃中层冷却较慢,来不及收缩,内层产生张应力,使玻璃获得较高的强度。一般讲冷却强度越高,则玻璃强度越大。防火玻璃的淬冷是玻璃加工过程中最为重要的一个环节,它对玻璃最终应力的形成起着决定作用。对玻璃淬冷的基本要求是使玻璃按照要求的冷却速率均匀地冷却,使玻璃能够获得均匀分布的应力。
建筑用钠钙硅单片防火玻璃,一般要求表面压应力在180MPa以上,在淬冷钢化过程中,冷却介质与玻璃之间的热交换速度起着决定性作用,冷却介质的导热系数越大,玻璃钢化程度越高;冷却介质温度越低,钢化程度亦越高。因此要得到这么高的表面应力,防火玻璃在淬冷时需要高风压和大风量,这就必须加大风机功率,造成防火玻璃单位能耗较高,耗电量大。
发明内容
为了解决上述的技术问题,本发明的一个目的是提供一种制造高强度防火玻璃的节能型设备及方法,包括相连的加热装置和冷却钢化装置:
所述冷却钢化装置包括冷却风系统、喷雾系统和冷却风栅,所述冷却风栅包括相对安装且结构相同的两部分风栅,被冷却玻璃在两者之间运动,每部分风栅包括风栅本体、雾化喷嘴和风嘴,在风栅本体朝向玻璃方向的平面上设有雾化喷嘴和风嘴,风嘴连接冷却风系统,雾化喷嘴连接喷雾系统。
采用以上技术方案,雾化喷嘴和风嘴在风栅本体朝向玻璃方向的平面上错开设置。
采用以上技术方案,所述冷却风系统包括风机、风管和进风口,在风栅本体的侧壁上设有与风嘴相贯通的进风口,进风口通过风管连接风机。
采用以上技术方案,所述冷却风系统包括循环水冷却段,所述循环水冷却段包括盘管,在所述风管内设有盘管,所述盘管内循环有冷却水。
采用以上技术方案,所述喷雾系统包括管道,在风栅本体内设有管道,管道与雾化喷嘴贯通,在管道内注入盐溶液,盐溶液经过雾化喷嘴雾化后喷射至玻璃表面。
采用以上技术方案,还包括上料辊道输送线和下料辊道输送线,所述下料辊道输送线连接冷却钢化装置,所述上料辊道输送线连接加热装置。
本发明的另一个目的是提供一种高强度防火玻璃制造方法,包括:
玻璃经过加热装置进行高温加热,加热后的玻璃被输送至冷却钢化装置进行冷却;
在冷却阶段,喷雾系统先于冷却风系统启动,喷雾系统工作时间小于1秒,在喷雾系统工作的时间内,注入管道内的盐溶液经过雾化喷嘴雾化后喷射至玻璃表面,喷雾系统工作时间结束后,冷却风系统启动,在冷却风系统工作的时间内,风机通过风管向冷却风栅内鼓入冷却风对玻璃进行空气冷却。
采用以上技术方案,在喷雾系统工作的时间内,单个雾化喷嘴的流量为0.03-0.06Kg/分钟,雾化喷嘴的压力为5-8MPa,雾粒直径为5-10um。
采用以上技术方案,所述盐溶液为钾盐的混合溶液,盐溶液中添加有NaNO
采用以上技术方案,所述盐溶液为硝酸钾和氯化钾的混合溶液,混合溶液中硝酸钾和氯化钾的比例为1:1。
本发明的有益效果:本发明采用喷雾冷却和空气冷却相结合的方式,通过液体喷雾的冷却作用及空气介质温度的降低,能够达到极速冷却的效果,在不加大风机功率的前提下,同样可以在玻璃表面产生较高的表面应力,解决防火玻璃单位能耗高的问题,取得良好的节能降耗效果。
附图说明
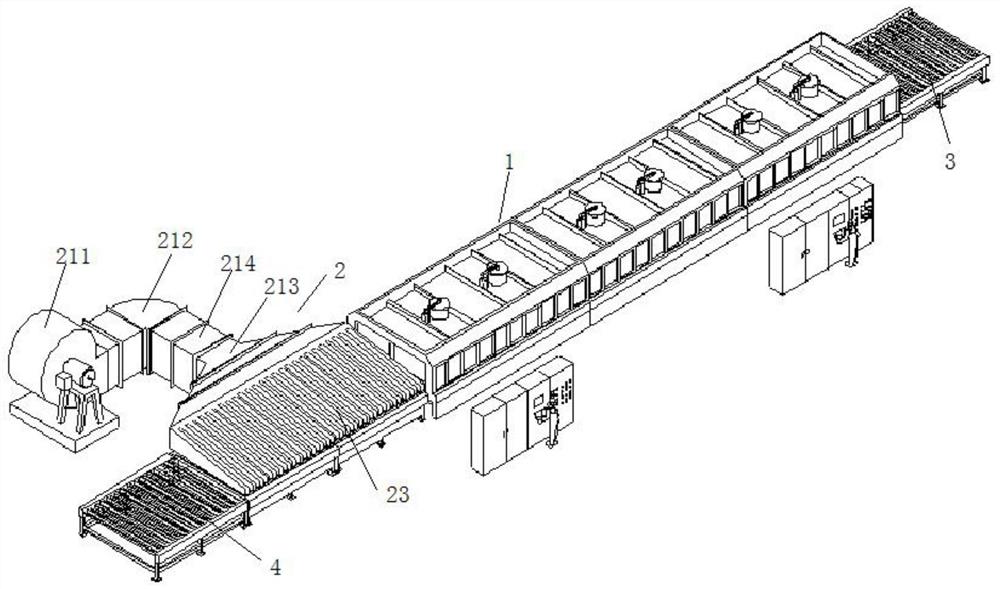
图1是本发明制造高强度防火玻璃的节能型设备及方法的结构示意图。
图2是本发明冷却钢化装置的部分结构示意图。
图3是本发明冷却风栅的结构示意图。
图4是本发明冷却风栅朝向玻璃方向的平面的结构示意图。
图5是本发明实施例1的6mm单片防火玻璃的常规工艺和本发明工艺的相关技术数据表格。
图6是本发明实施例2的5mm单片防火玻璃的常规工艺和本发明工艺的相关技术数据表格。
图中标号说明:1、加热装置;2、冷却钢化装置;211、风机;212、风管;213、进风口;214、循环水冷却段;221、管道;23、冷却风栅;231、风栅本体;232、雾化喷嘴;234、风嘴;3、上料辊道输送线;4、下料辊道输送线。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
参照图1至图4所示,本发明提供一种制造高强度防火玻璃的节能型设备及方法,包括依次相连的上料辊道输送线3、加热装置1、冷却钢化装置2和下料辊道输送线4,玻璃钢通过上料辊道输送线3输送至加热装置1进行高温加热,加热后的玻璃被输送至冷却钢化装置2进行冷却,完成冷却作业的玻璃通过下料辊道输送线4进行下料。这里加热装置1可以是高温加热炉或高温加热箱,当然还可以是其他结构的加热装置1,本发明不以此为限制。
其中冷却钢化装置2包括冷却风系统、喷雾系统和冷却风栅23,冷却风栅23包括相对安装且结构相同的两部分风栅,被冷却玻璃在两者之间运动,每部分风栅包括风栅本体231、雾化喷嘴232和风嘴234,在风栅本体231朝向玻璃方向的平面上错开设置有雾化喷嘴232和风嘴234,风嘴234连接冷却风系统,在冷却风系统启动后用于实现空气冷却,雾化喷嘴232连接喷雾系统,在喷雾系统启动后用于实现喷雾冷却,采用喷雾冷却和空气冷却相结合的方式,通过液体喷雾的冷却作用及空气介质温度的降低,能够达到极速冷却的效果。
具体的,一方面冷却风系统包括风机211、风管212和进风口213,在风栅本体231的侧壁上设有与风嘴234相贯通的进风口213,进风口213通过风管212连接风机211。在风机211启动后,通过风管212向冷却风栅23内鼓入空气进行空气冷却。
另一方面喷雾系统包括管道221,在风栅本体231内设有管道221,管道221与雾化喷嘴232贯通,在管道221内注入盐溶液,盐溶液经过雾化喷嘴232雾化后喷射至玻璃表面,水雾在极短时间内连续不断地喷到加热后的玻璃表面,由于水的比热和汽化热较高,呈微粒状的雾化水迅速吸热成为100℃的水并气化,可将玻璃表面的热能瞬间带走,有利于在玻璃表面形成压应力。
还有参照图3和图4所示,雾化喷嘴232在风栅本体231朝向玻璃方向的平面上均匀设置,如此在喷雾系统工作时,盐溶液经过雾化喷嘴232雾化后均匀喷射至玻璃表面,使得喷雾液体对玻璃进行均匀的冷却,以使玻璃获得均匀分布的应力,显著提高良品率。
为了进一步的降低空气介质温度。本实施例冷却风系统包括循环水冷却段214,循环水冷却段214包括盘管,在风管212内设有盘管,盘管内循环有冷却水。在实际工作时,冷却水优选地下水,通过引入地下水来降低风管212内的空气介质温度。例如夏天地下水的温度约20℃,这时候风管212内部的空气介质温度可以下降15-20℃,空气介质温度越低,冷却程度越高,冷却效果越好。
综上所述,本发明采用喷雾冷却和空气冷却相结合的方式,通过液体喷雾的冷却作用及空气介质温度的降低,能够达到极速冷却的效果,在不加大风机211功率的前提下,同样可以在玻璃表面产生较高的表面应力,解决防火玻璃单位能耗高的问题,取得良好的节能降耗效果。
本发明一种高强度防火玻璃制造方法,包括:
首先玻璃经过加热装置1进行高温加热,加热后的玻璃被输送至冷却钢化装置2进行冷却。
然后在冷却阶段,喷雾系统先于冷却风系统启动,喷雾系统工作时间小于1秒,在喷雾系统工作的时间内,对玻璃进行喷雾冷却;喷雾系统工作时间结束后,冷却风系统启动,对玻璃进行空气冷却。
示例地,单个雾化喷嘴232的流量为0.03-0.06Kg/分钟,雾化喷嘴232的压力为5-8MPa,雾粒直径为5-10um,可以实现较好的雾化效果。优选的,单个雾化喷嘴232的流量为0.05Kg/分钟,雾化喷嘴232的压力为7MPa,雾粒直径为8um。
示例地,在玻璃冷却阶段,首先向风栅本体231内注入盐溶液,注入管道221内的盐溶液经过雾化喷嘴232雾化后喷射至玻璃表面,盐溶液为钾盐的混合溶液,优选的,盐溶液为硝酸钾和氯化钾的混合溶液,混合溶液中硝酸钾和氯化钾的比例为1:1,单个雾化喷嘴232的流量为0.05Kg/分钟,雾化喷嘴232的压力为7MPa,喷雾冷却时间小于1秒,喷雾时间结束后,风机211启动,通过风管212向冷却风栅23内鼓入冷却风对玻璃进行空气冷却。本发明采用先喷雾冷却后空气冷却的方式,一方面水雾在极短时间内连续不断地喷到加热后的玻璃表面,由于水的比热和汽化热较高,呈微粒状的雾化水迅速吸热成为100℃的水并气化,可将玻璃表面的热能瞬间带走,通过液体喷雾达到极速冷却的效果,从而降低空气介质温度,在不加大风机211功率的前提下,同样可以在玻璃表面产生较高的表面应力,解决防火玻璃单位能耗高的问题,取得良好的节能降耗效果;另一方面盐溶液为硝酸钾和氯化钾的混合溶液,不仅有助于形成钢化应力和提高玻璃钢化度,还可以通过离子填充效应改善玻璃表面的微裂纹,进一步提高玻璃强度。而雾化盐溶液在玻璃表面进行作用时需要高温环境,即雾化盐溶液作用时,玻璃本身的温度要比较高才能达到较好的效果。因此玻璃在经过高温加热后进入冷却阶段时,需要先向高温玻璃表面喷射雾化盐溶液,这时候玻璃本身的温度较高,雾化盐溶液作用效果较好。还有在盐溶液中添加NaNO
下面列举两个实施例来具体的阐述。
实施例1
某连续式制造高强度防火玻璃的节能型设备及方法,冷却钢化装置2的风机211装机容量为630KW。图5所示为6mm单片防火玻璃的常规工艺和本发明工艺的相关技术数据。
从图5中得出,按常规工艺,6mm防火玻璃单位产品能耗为4.15kW.h/m
需要说明的是,玻璃单位产品能耗Eg通过以下计算获得:
Eg=e/pg
Eg——玻璃单位产品能耗,单位kW.h/m
e——统计期内同一玻璃生产线生产的同一厚度、同一种类玻璃产品的能耗,单位kW.h;
pg——统计期内同一玻璃生产线生产的同一厚度、同一种类合格玻璃产品的产量,单位m
实施例2
某连续式制造高强度防火玻璃的节能型设备及方法,冷却钢化装置2的风机211装机容量为630KW。图6所示为5mm单片防火玻璃的常规工艺和本发明工艺的相关技术数据。
从图6中得出,按常规工艺,5mm防火玻璃单位产品能耗为4.30kW.h/m
以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
- 制造高强度防火玻璃的节能型设备及方法
- 高强度单片铯钾防火玻璃的制造方法