一种水平辊道式玻璃连续钢化方法
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及玻璃的钢化处理技术领域,具体涉及一种水平辊道式玻璃连续钢化方法。
背景技术
当前,水平辊道式玻璃连续钢化工艺中,玻璃的传输运动速度小于200mm/s,速度过小,穿越冷热交界的时间过长,玻璃沿工艺运动方向上的温度梯度过大,造成玻璃表面前后端的应力差过大。也由于玻璃的传输运动速度过小,当玻璃在软化状态时跨越辊道间距的时间较长,坍陷的幅度较大,钢化玻璃产品的平整度指标差。玻璃的传输运动速度是匀速的,为维持这一不变的行进速度下有必要的加热和冷却时间,实现该钢化方法的设备长度较大,装备成本高、占用场地大。
也就是说,当前普遍应用的水平辊道式玻璃连续钢化方法存在玻璃产品表面应力差过大、平整度低,装备成本高、占用场地大的缺陷。
发明内容
本发明的目的是为了解决上述技术问题的不足,提出一种水平辊道式玻璃连续钢化方法,本方案通过对钢化工艺中的传输速度进行优化,提高了水平辊道式玻璃连续钢化方法玻璃产品表面应力的均匀度和平整度,降低了装备成本且缩小了生产占地面积。
本发明采用的技术方案是:一种水平辊道式玻璃连续钢化方法,玻璃由钢化设备中的输送辊道承载并传动,先进入加热炉加热至开始软化直到目标温度后出炉,再进入钢化栅淬冷并被继续冷却至完全硬化直至接近常温,获得钢化玻璃,
玻璃在软化状态时,即玻璃从在加热炉内被加热至开始软化直到在钢化栅内被冷却至硬化,玻璃在输送辊道的驱动下持续地沿同一方向运动;
玻璃在加热炉内被加热至目标温度后出炉进入钢化栅,从其进入钢化栅开始淬冷直到完成淬冷的运动速度,为不低于400mm/s的匀速运动。
进一步优化,玻璃从开始淬冷直到完成淬冷的运动速度为550~650mm/s。
进一步优化,玻璃在钢化加工的全过程中持续地沿同一方向运动。
进一步优化,玻璃在加热炉内被加热至目标温度即将进入钢化栅开始淬冷前的运动速度,不小于其前一时刻的运动速度。
进一步优化,玻璃在钢化栅内完成淬冷后的运动速度,不大于其前一时刻的运动速度。
进一步优化,玻璃在加热炉或者钢化栅内处于非软化状态时,玻璃在输送辊道的驱动下往复运动。
本发明的有益效果是:
本方案通过优化设计,针对钢化工艺中玻璃处于软化阶段以及淬冷阶段的传输方式以及速度进行精确设定,具体为:玻璃在软化状态时,即玻璃从在加热炉内被加热至开始软化直到在钢化栅内被冷却至硬化,玻璃在输送辊道的驱动下持续地沿同一方向运动;玻璃在加热炉内被加热至目标温度后出炉进入钢化栅,从其进入钢化栅开始淬冷直到完成淬冷的运动速度,为不低于400mm/s的匀速运动,通过上述优化,提高了水平辊道式玻璃连续钢化方法玻璃产品表面应力的均匀度和平整度,降低了装备成本且缩小了生产占地面积。
附图说明
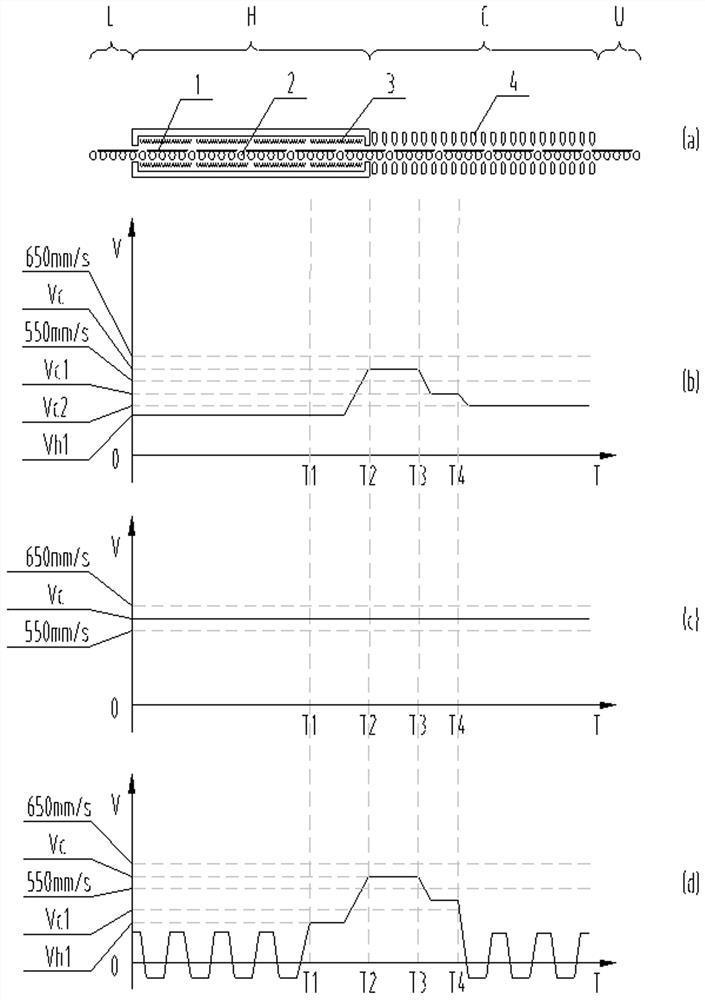
附图1是本发明的实施例示意图;附图中(a)部分为玻璃钢化设备示意图;(b)部分为第一实施例玻璃钢化过程中各时刻的速度分布图;(c)部分为第二实施例玻璃钢化过程中各时刻的速度分布图;(d)部分为第三实施例玻璃钢化过程中各时刻的速度分布图。
附图标记说明:L—装载台,H—加热炉,C—钢化栅,U—卸载台;1—玻璃,2—辊道,3—加热元件,4—吹风嘴。
具体实施方式
下面,通过示例性的实施方式对本发明进行具体描述。然而应当理解,在没有进一步叙述的情况下,一个实施方式中的元件和特征也可以有益的结合到其他实施方式中。
一种水平辊道式玻璃连续钢化方法,玻璃由钢化设备中的输送辊道承载并传动,先进入加热炉加热至开始软化直到目标温度后出炉,再进入钢化栅淬冷并被继续冷却至完全硬化直至接近常温,获得钢化玻璃,
玻璃在软化状态时,即玻璃从在加热炉内被加热至开始软化直到在钢化栅内被冷却至硬化,玻璃在输送辊道的驱动下持续地沿同一方向运动;
玻璃在加热炉内被加热至目标温度后出炉进入钢化栅,从其进入钢化栅开始淬冷直到完成淬冷的运动速度,为不低于400mm/s的匀速运动。
本方案中,玻璃从开始淬冷直到完成淬冷的运动速度为550~650mm/s。
本方案中,玻璃在钢化加工的全过程中持续地沿同一方向运动。
本方案中,玻璃在加热炉内被加热至目标温度即将进入钢化栅开始淬冷前的运动速度,不小于其前一时刻的运动速度。
本方案中,玻璃在钢化栅内完成淬冷后的运动速度,不大于其前一时刻的运动速度。
本方案中,玻璃在加热炉或者钢化栅内处于非软化状态时,玻璃在输送辊道的驱动下往复运动。
实施例1、
如附图1中(a)、(b)所示,实现本发明的钢化工艺设备主要包括沿工艺走向方向依次布置的装载台L、加热炉H、钢化栅C、卸载台U。
(b)示意了本发明的水平辊道式玻璃连续钢化方法实施例一的玻璃传输速度的分布图。坐标系横轴为时间参数T,纵轴为速度参数V。T1、T2、T3、T4分别表示玻璃钢化工艺过程中的特定工艺时刻:其中T1为玻璃开始软化的时刻,是所述的软化状态的初始时刻;T2为玻璃开始淬冷的时刻;T3为玻璃完成淬冷的时刻;T4为玻璃被冷却至硬化的时刻,是所述的软化状态的结束时刻。
玻璃1由钢化装备的一组水平放置的输送辊道2承载并传动,在装载台L完成装载后,先进入加热炉H由其加热元件3加热至开始软化(时刻T1)直到目标温度后出炉,再进入钢化栅C在其吹风嘴4的风冷作用下淬冷(从时刻T2到时刻T3)并被继续冷却硬化(时刻T4)直至接近常温,获得钢化玻璃。
玻璃1在软化状态时,即玻璃1从在加热炉H内被加热至开始软化(时刻T1)直到在钢化栅内被冷却至硬化(时刻T4),在输送辊道的驱动下持续地向下游方向运动。也就是说,玻璃1从时刻T1到时刻T4,过程中的运行速度Vh1、Vc、Vc1均大于0。玻璃在从时刻T1到时刻T4的过程中,玻璃1处于软化状态,如果玻璃1在辊道2承载并传动下的运动换向停顿会造成跨越辊间距的时间明显加长,会加剧坍陷的幅度,造成钢化玻璃产品的平整度变差;玻璃1在辊道2的驱动下持续向下游方向运动,大幅减少玻璃1跨越辊道2间距的时间,减小坍陷的幅度,提高钢化玻璃1产品的平整度。
玻璃1在加热炉H内被加热至目标温度后出炉进入钢化栅C,从其进入钢化栅C开始淬冷(时刻T2)直到完成淬冷(时刻T3)的运动速度Vc,为不小于400mm/s的匀速运动,较佳的速度为550~650mm/s。需要说明的是:上述匀速的设定,其目的在于减小辊道2与玻璃1下表面间的摩擦力,减少划伤,提高玻璃1钢化产品光学品质;尽可能地提高玻璃1从加热炉H进入钢化栅C的速度,减小玻璃进入淬冷、离开淬冷过程的时间,玻璃沿工艺运动方向上的温度梯度大幅减小,进而减小玻璃表面的应力差,钢化的应力均匀。
对于不同的玻璃1,其处于软化状态的温度也是不同的。如果钢化加工的玻璃为普通白玻璃,所述的软化状态是指温度不低于500℃时;如果钢化加工的玻璃为钠钙硅玻璃,所述的软化状态是指温度不低于680℃时;如果钢化加工的玻璃为高硼硅玻璃,所述的软化状态是指温度不低于845℃时。
此外,还可以按照如下方式:玻璃1在钢化加工的全过程中持续地向下游方向运动,即,玻璃1在加热炉H内被加热至开始软化(时刻T1)前、在钢化栅C内被冷却至硬化(时刻T4)后,也持续向下游方向运动。玻璃1在加热炉H内被加热至目标温度即将进入钢化栅C开始淬冷(时刻T2)前的运动速度,不小于其前一时刻的运动速度;玻璃1在钢化栅C内完成淬冷后的运动速度,不大于其前一时刻的运动速度。当玻璃在硬态时,运动速度下一点、跨越辊道间距的时间长一点,不致造成坍陷,对玻璃钢化产品平整度没有影响,且在必要的加热时间、冷却时间下加热炉H、钢化栅C就可以设计得短一点,节省装备成本、减少生产场地占用。从时刻T1到时刻T2,玻璃1比前一时刻更软,运动速度更快一点,目的减小跨跃输送辊道2间距的时间,提高玻璃1的平整度;同理,从时刻T3到时刻T4,玻璃1比前一时刻更硬,运动速度更慢一点,跨越辊道2间距的时间长一点对平整度影响不大,反而会缩短钢化栅C的设计长度,节省装备成本、减少生产场地占用。
具体的,本实施例中,在时刻T2前,玻璃1先以较低的匀速速度Vh1向下游运动,经过时刻T1,在时刻T2前加速至Vc,从时刻T2开始以匀速Vc运动直到时刻T3,降速至Vc1并匀速运动直到时刻T4,再降速至Vc2后并匀速运动直到完成整个工艺过程,获得并卸载玻璃钢化产品。
实施例2、
如附图中(a)、(c)所示。
(c)示意了本发明的水平辊道式玻璃连续钢化方法实施例二的玻璃传输速度的分布图。
本实施例是实施例一的特殊情况,区别在于:玻璃1在钢化加工的全过程以匀速Vc向下游方向运动。
实施例3、
如附图中(a)、(d)所示。
(d)示意了本发明的水平辊道式玻璃连续钢化方法实施例三的玻璃传输速度的分布图。
本实施例与实施例一区别在于:玻璃1在加热炉H或者钢化栅内C的非软化状态时,即,玻璃1在加热炉H内被加热至开始软化(时刻T1)前、在钢化栅C内被冷却至硬化(时刻T4)后,玻璃1在输送辊道2的驱动下进行往复运动,使得玻璃1在运动速度不至于过低的前提下在较短的长度空间内有足够长的加热或者冷却时间。当玻璃1在硬态时,较软态时娇嫩的下表面相比具有足够的强度抵抗玻璃往复运动停顿、换向加速造成的划伤和坍陷,不会对玻璃1钢化产品平整度、表面光学品质造成明显的负面影响,所以,玻璃1在非软化状态时的往复运动设计可以进一步地缩短钢化栅C的设计长度,节省装备成本、减少生产场地占用。
由以上三个实施例可知,本发明很好地解决了当前普遍应用的水平辊道式玻璃连续钢化方法存在玻璃产品表面应力差过大、平整度低,装备成本高、占用场地大的缺陷,提高了水平辊道式玻璃连续钢化方法玻璃产品表面应力的均匀度和平整度,降低了装备成本且缩小了生产占地面积。
应当指出,虽然通过上述实施方式对本发明进行了描述,然而本发明还可以有其他的多种实施方式。在不脱离本发明精神和范围的前提下,熟悉本领域的技术人员显然可以对本发明做出各种相应的改变和变形,但这些改变和变形都应当属于本发明所附权利要求及其等效物所保护的范围内。
- 一种防辊道磨痕的水平辊道式玻璃连续钢化成型设备
- 玻璃钢化生产中水平辊道式玻璃钢化冷却方法