一种弧形零件冲压设备
文献发布时间:2023-06-19 10:35:20
技术领域
本发明涉及一种冲压设备,尤其涉及一种弧形零件冲压设备。
背景技术
零件,指机械中不可分拆的单个制件,是机器的基本组成要素,也是机械制造过程中的基本单元。其制造过程一般不需要装配工序。如轴套、轴瓦、螺母、曲轴、叶片、齿轮、凸轮、连杆体、连杆头等,零件加工过程中,为了使零件能达到使用需求,部分零件需要被冲压成弧形零件。
目前,大多数都是人与机器配合将零件冲压成弧形零件,首先需要人将零件放置在机器上,再启动机器将其冲压成弧形零件,人再用手将弧形零件取下收集,操作比较麻烦,还费力,并且机器一次只能将一块零件冲压成弧形零件,工作效率低。
因此,如何设计一种能够将弧形零件推入收集容器内,操作方便,还省力,且一次能将两块零件冲压成弧形零件,工作效率高的弧形零件冲压设备是本专利申请所要解决的技术问题。
发明内容
为了克服人用手将弧形零件取下收集,操作比较麻烦,还费力,并且机器一次只能将一块零件冲压成弧形零件,工作效率低的缺点,要解决的技术问题是:提供一种能够将弧形零件推入收集容器内,操作方便,还省力,且一次能将两块零件冲压成弧形零件,工作效率高的弧形零件冲压设备。
本发明的技术方案为:一种弧形零件冲压设备,包括有:底座,所述底座一侧边缘位置对称式的固接有支架;放料框,所述放料框固接于远离所述底座的两个所述支架端部之间;L型架,所述L型架间隔固接于所述底座一侧,其数量为四个;出料框,所述出料框固接于远离所述底座的四个所述L型架端部之间,其远离所述底座的一侧与所述放料框一端固定连接并连通;竖板,所述竖板对称式的固接于远离所述支架的所述底座一侧;固定板,所述固定板固接于远离所述底座的所述竖板一侧,其远离所述底座的一侧与所述出料框外一侧固定连接;冲压机构,安装于所述放料框外一侧,用于对零件进行冲压;推料机构,安装于所述竖板与所述出料框之间,其与所述冲压机构配合,用于推动零件移动。
作为本发明的一种优选技术方案,冲压机构包括有:连接架,所述连接架固接于远离所述底座与所述支架的所述放料框外一侧;气缸,所述气缸固接于朝向所述底座的所述连接架两侧;冲压板,所述冲压板固接于两个所述气缸的伸缩杆端部之间;活动板,所述活动板对称式的固接于朝向所述底座的所述冲压板一侧;第一楔形块,所述第一楔形块间隔滑动式的放置于远离所述支架的所述活动板一侧中部,其与所述推料机构配合;第一弹簧,所述第一弹簧连接于朝向所述支架的所述第一楔形块端部与所述活动板内部之间。
作为本发明的一种优选技术方案,推料机构包括有:横板,所述横板滑动式的穿接于远离所述底座的两块所述竖板一侧之间;第二弹簧,所述第二弹簧的数量为两根,其固接于远离所述支架的所述横板一侧,所述第二弹簧尾端与所述竖板内部固定连接;齿条,所述齿条固接于所述横板两端;推板,所述推板固接于远离所述底座与所述横板的两条所述齿条一侧之间,其端部位于所述出料框内部;齿轮,所述齿轮转动式的连接于靠近所述齿条的所述竖板一侧中部,其与所述齿条啮合,且所述齿轮与所述第一楔形块配合。
作为本发明的一种优选技术方案,还包括有夹紧机构,夹紧机构包括有:L型杆,所述L型杆滑动式的穿接于靠近所述活动板的所述固定板一侧中部;第二楔形块,所述第二楔形块滑动式的放置于远离所述支架的所述L型杆端部;第三弹簧,所述第三弹簧连接于朝向所述支架的所述第二楔形块端部与所述L型杆内部之间;第四弹簧,所述第四弹簧连接于靠近所述第二楔形块的所述L型杆内一侧与所述固定板内部之间;滑槽,所述滑槽开于靠近所述L型杆的所述固定板一侧;夹板,所述夹板滑动式的穿接于所述滑槽内,其与所述第二楔形块接触配合;第二导线轮,所述第二导线轮安装于靠近所述滑槽且朝向所述活动板的所述固定板一侧;导向板,所述导向板固接于靠近所述竖板的所述底座一侧,每侧所述导向板的数量为两块;滑块,所述滑块滑动式的穿接于所述导向板内;第五弹簧,所述第五弹簧连接于朝向所述底座的所述滑块一侧与所述导向板内一侧之间;第一导线轮,所述第一导线轮转动式的安装于每侧两块所述滑块一侧之间;拉线,所述拉线对称式的固接于朝向所述底座的所述冲压板一侧,其尾端绕过对应的所述第一导线轮和所述第二导线轮与所述夹板一侧固定连接;第六弹簧,所述第六弹簧连接于朝向所述导向板的所述夹板一侧与靠近所述第二导线轮的所述滑槽一侧之间。
作为本发明的一种优选技术方案,还包括有:滑杆,所述滑杆滑动式的穿接于远离所述底座的所述夹板一侧中部;橡胶板,所述橡胶板固接于远离所述导向板的所述滑杆端部;第七弹簧,所述第七弹簧连接于朝向所述导向板的所述橡胶板一侧与所述夹板内部之间,其套装于所述滑杆上。
作为本发明的一种优选技术方案,还包括有:导块,所述导块滑动式的穿接于所述放料框两侧;导向杆,所述导向杆固接于两块所述导块一侧之间;配重块,所述配重块滑动式的套装于所述导向杆上,其与所述放料框配合。
作为本发明的一种优选技术方案,所述齿条靠近所述齿轮的位置才有齿。
有益效果:
1、通过将适量的零件放入放料框内,且使出料框内也装满零件,启动冲压机构,冲压机构运作将右侧两块零件冲压成弧形零件,且冲压机构复位时,冲压机构带动推料机构运作推动另外两个零件移动至固定板上,弧形零件也就被推落至收集容器内,如此,无需人用手将弧形零件取下收集,比较方便,还省力。
2、通过夹紧机构的作用,能将弧形零件夹紧,冲压板复位与弧形零件脱离时再松开弧形零件,如此,可避免冲压板向上移动复位时带动弧形零件向上移动。
3、通过配重块的作用,能一直对放料框内的零件施加压力,如此,可避免零件卡在放料框内难以掉落至出料框内。
附图说明
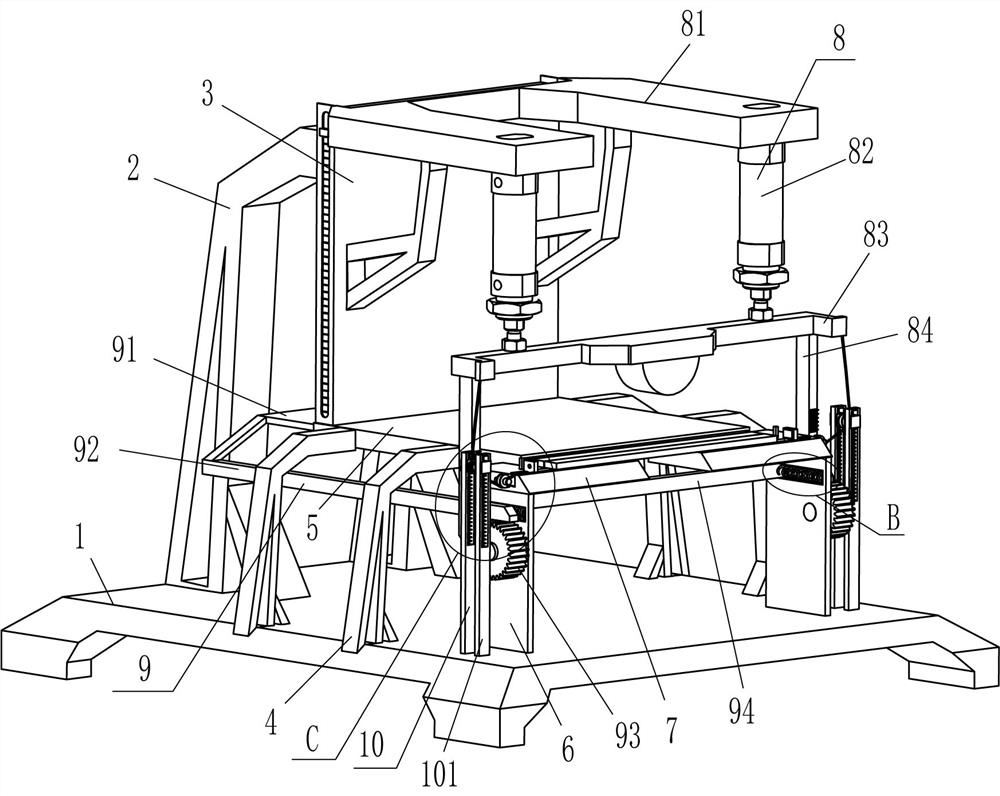
图1为本发明的立体结构示意图。
图2为本发明的第一种部分立体结构示意图。
图3为本发明的第二种部分立体结构示意图。
图4为本发明A部分的放大示意图。
图5为本发明B部分的放大示意图。
图6为本发明C部分的放大示意图。
图7为本发明D部分的放大示意图。
图8为本发明E部分的放大示意图。
其中:1-底座,2-支架,3-放料框,4-L型架,5-出料框,6-竖板,7-固定板,8-冲压机构,81-连接架,82-气缸,83-冲压板,84-活动板,85-第一楔形块,86-第一弹簧,9-推料机构,91-推板,92-齿条,93-齿轮,94-横板,95-第二弹簧,10-夹紧机构,101-导向板,102-滑槽,103-拉线,104-L型杆,105-第二楔形块,106-第三弹簧,107-第四弹簧,108-滑块,109-第一导线轮,1010-第二导线轮,1011-夹板,1012-第五弹簧,1013-第六弹簧,11-滑杆,12-橡胶板,13-第七弹簧,14-导向杆,15-导块,16-配重块。
具体实施方式
以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
实施例1
一种弧形零件冲压设备,如图1-图5所示,包括有底座1、支架2、放料框3、L型架4、出料框5、竖板6、固定板7、冲压机构8和推料机构9,底座1顶部左侧前后对称固接有支架2,两个支架2右端之间固接有放料框3,底座1顶部前后两侧都固接有两个L型架4,四个L型架4内端之间固接有出料框5,出料框5顶部左侧与放料框3底端固定连接并连通,底座1顶部右侧前后对称固接有竖板6,竖板6顶部固接有固定板7,固定板7顶部左侧与出料框5右部固定连接,放料框3外右侧面设有冲压机构8,竖板6与出料框5左部之间设有推料机构9,推料机构9与冲压机构8配合。
冲压机构8包括有连接架81、气缸82、冲压板83、活动板84、第一楔形块85和第一弹簧86,放料框3外右侧面固接有连接架81,连接架81内顶部右侧前后两部都固接有气缸82,前后两侧气缸82的伸缩杆端部之间固接有冲压板83,冲压板83底部前后两侧都固接有活动板84,活动板84右侧面中部均匀间隔的滑动式设有与推料机构9配合的第一楔形块85,第一楔形块85左端与活动板84内部之间连接有第一弹簧86。
推料机构9包括有推板91、齿条92、齿轮93、横板94和第二弹簧95,前后两侧竖板6上部之间滑动式的穿接有横板94,横板94右侧面前后两侧与竖板6内部之间连接有第二弹簧95,横板94前后两侧面都固接有齿条92,前后两侧齿条92顶部左侧之间固接有推板91,推板91右端位于出料框5内左部与其配合,前后两侧竖板6外侧面上部中间转动式的连接有齿轮93,齿轮93位于齿条92下方与其啮合。
首先操作人员将收集容器放置底座1顶部右侧,再将适量的零件放入放料框3内,且使得出料框5内也装满零件,右侧的零件与固定板7接触,启动冲压机构8,冲压机构8向下移动与最右侧两块零件接触,冲压机构8则将两块零件冲压成弧形,同时,冲压机构8在推料机构9上滑过,当冲压机构8向上移动复位时,冲压机构8与弧形零件脱离,且冲压机构8复位带动推料机构9运作,推料机构9运作推动放料框3内的零件向右移动,零件向右移动推动弧形零件向右移动与固定板7脱离掉落至收集容器内,冲压机构8复位与推料机构9脱离时,推料机构9向左移动复位,放料框3内的零件则掉落至出料框5内,如此反复,可不断的将零件冲压成弧形零件,当全部的零件都被冲压成弧形零件时,关闭冲压机构8,推料机构9也就停止运作,操作人员即可将收集容器拿起对弧形零件进行处理。
当零件都放置好后,启动气缸82,气缸82的伸缩杆伸长带动冲压板83向下移动,冲压板83向下移动带动活动板84向下移动,活动板84向下移动带动第一楔形块85向下移动,第一楔形块85向下移动与推料机构9接触,因第一弹簧86的作用,第一楔形块85在推料机构9上滑动,此时,冲压板83向下移动也就与右侧两块零件接触,冲压板83将右侧两块零件冲压成弧形零件,气缸82的伸缩杆带动冲压板83向上移动复位,冲压板83向上移动带动活动板84向上移动,活动板84向上移动带动第一楔形块85向上移动,第一楔形块85向上移动带动推料机构9运作,推料机构9也就推动出料框5内的零件向右移动将弧形零件推下掉落至收集容器内,当第一楔形块85向上移动与推料机构9脱离时,推料机构9运作复位,如此反复,气缸82的伸缩杆不断的伸缩带动冲压板83上下移动,可不断的将零件冲压成弧形零件。当全部的零件都被冲压成弧形零件时,关闭气缸82,冲压板83停止移动,第一楔形块85也就停止移动。
当气缸82启动时,因第一弹簧86的作用,第一楔形块85向下移动在齿轮93上滑动,进而第一楔形块85向上移动复位时,第一楔形块85带动齿轮93正转,齿轮93正转带动齿条92向右移动,齿条92向右移动带动横板94向右移动,第二弹簧95压缩,齿条92向右移动还带动推板91向右移动,推板91向右移动推动出料框5内的零件向右移动,零件向右移动将弧形零件从固定板7上推下掉落至收集容器内,当第一楔形块85向上移动与齿轮93脱离时,因第二弹簧95的作用,横板94向左移动带动齿条92向左移动,齿条92向左移动带动推板91向左移动复位,放料框3内的零件则继续掉落至出料框5内,如此反复,每当冲压板83将右侧两块零件冲压成弧形零件时,可使得零件将弧形零件推下进行更换。当气缸82关闭时,第一楔形块85停止带动齿轮93正转,推板91也就停止移动。
实施例2
在实施例1的基础之上,如图1、图2、图3、图4、图6和图7所示,还包括有夹紧机构10,夹紧机构10包括有导向板101、拉线103、L型杆104、第二楔形块105、第三弹簧106、第四弹簧107、滑块108、第一导线轮109、第二导线轮1010、夹板1011、第五弹簧1012和第六弹簧1013,前侧竖板6右部前侧与后侧竖板6右部后侧都开有滑槽102,滑槽102内滑动式的穿接有夹板1011,前侧夹板1011前侧面中部与前侧滑槽102前侧面之间连接有第六弹簧1013,后侧夹板1011后侧面中部与后侧滑槽102后侧面之间也连接有第六弹簧1013,前后两侧固定板7外侧面右侧都安装有第二导线轮1010,底座1顶部右侧前后两侧都固接有两块导向板101,导向板101内滑动式的设有滑块108,前侧两块滑块108内侧面之间与后侧两块滑块108内侧面之间都转动式的安装有第一导线轮109,滑块108底部与导向板101内底部之间连接有第五弹簧1012,前后两侧夹板1011外侧面下部都固接有拉线103,拉线103尾端绕过第二导线轮1010和第一导线轮109与冲压板83底部固定连接,前侧固定板7前部中间与后侧固定板7后部中间都滑动式的设有L型杆104,L型杆104右端滑动式的设有第二楔形块105,第二楔形块105与夹板1011接触配合,第二楔形块105左端与L型杆104内部之间连接有第三弹簧106,L型杆104内底部与固定板7内部之间连接有第四弹簧107,L型杆104还与冲压板83配合。
初始时,第五弹簧1012为拉伸状态,第六弹簧1013为压缩状态,当冲压板83向下移动时,冲压板83使得拉线103被放松,因第五弹簧1012的作用,滑块108向下移动带动第一导线轮109向下移动,第一导线轮109向下移动使得拉线103绷紧,进而冲压板83向下移动与L型杆104接触时,冲压板83带动L型杆104向下移动,第四弹簧107拉伸,L型杆104向下移动带动第二楔形块105向下移动,第二楔形块105向下移动与夹板1011脱离,因第六弹簧1013的作用,夹板1011向内移动与右侧两块零件接触将其夹紧,此时,冲压板83继续向下移动将零件冲压成弧形零件,当右侧两块零件被冲压成弧形零件后,冲压板83向上移动复位与L型杆104脱离,因第四弹簧107的作用,L型杆104向上移动带动第二楔形块105向上移动复位,同时,冲压板83通过拉线103带动夹板1011向外移动将弧形零件松开,第六弹簧1013压缩,因第三弹簧106的作用,夹板1011向外移动从第二楔形块105上滑过,夹板1011复位时,冲压板83继续向上移动则通过拉线103带动第一导线轮109向上移动复位,也就带动滑块108向上移动复位,第五弹簧1012拉伸,如此反复,可先将右侧两块零件夹紧后,零件再被冲压板83冲压成弧形零件。如此,可避免冲压板83向上移动复位时带动弧形零件向上移动。
实施例3
在实施例1和实施例2的基础之上,如图2、图7和图8所示,还包括有滑杆11、橡胶板12和第七弹簧13,夹板1011上部中间滑动式的穿接有滑杆11,滑杆11内端固接有橡胶板12,橡胶板12外侧面与夹板1011内部之间连接有第七弹簧13,第七弹簧13套在滑杆11上。
还包括有导向杆14、导块15和配重块16,放料框3前后两侧上部都滑动式的设有导块15,前后两侧导块15内侧面之间固接有导向杆14,导向杆14上滑动式的设有配重块16,配重块16与放料框3配合。
当夹板1011向内移动时,夹板1011向内移动通过滑杆11带动橡胶板12向内移动,橡胶板12向内移动与右侧两块零件接触将其夹紧,因第七弹簧13的作用,使得橡胶板12更好的将右侧两块零件夹紧。当夹板1011向外移动复位时,夹板1011通过滑杆11带动橡胶板12向外移动复位与弧形零件脱离。如此,能更好的将右侧两块零件夹紧固定。
初始时,配重块16处于放料框3最下部,首先操作人员拉动导块15向上移动,导块15向上移动带动导向杆14向上移动,导向杆14向上移动带动配重块16向上移动,导块15向上移动至最大行程时,停止拉动导块15向上移动,拉动配重块16向右移动至合适的位置,将适量的零件放入放料框3内,再推动配重块16向左移动复位,配重块16与零件接触将其压住,每当推板91向左移动复位时,配重块16则推动放料框3内的零件向下移动掉落至出料框5内。如此,可避免零件卡在放料框3内难以掉落至出料框5内。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 一种弧形零件冲压设备
- 一种弧形钢板的冲压设备