一种硅胶防水环保食物袋及其制备方法
文献发布时间:2023-06-19 10:36:57
技术领域
本发明涉及食物袋的技术领域,更具体地涉及一种硅胶防水环保食物袋及其制备方法。
背景技术
密封袋可用于各种小型物品(饰品、小五金、玩具)的内外包装。用食品级的原料生产的密封袋可以存放各种小食品、茶叶,海产品等,防潮、防串味、防水、防虫、防止东西散落,密封袋还可用于服装及其他日常用品的包装,用途广泛。
随着环保意识的增强,塑料袋已被限制使用,目前大多采用硅胶材质,硅胶材料无毒无味、热稳定性好、化学性质稳定,用于放置食品安全健康,且硅胶材料有较高的机械强度,相较于塑料袋来说更加牢固,能够容纳更重的物品。当前,食物袋包含有一袋体,袋体一体成型,袋体具有一开口端,开口端可密封。当密封部较复杂时,则很难实现一体成型,因此,有必要提供一种非一体成型的密封袋的制备方法。
发明内容
本发明的目的是提供一种硅胶防水环保食物袋及其制备方法,该方法为非一体成型制备,制备的食物袋可具有复杂的密封结构。
为了实现上述目的,本发明公开了一种硅胶防水环保食物袋的制备方法,步骤包括:
(1)提供硅胶材质,借助压铸成型模具分别制备左壳和右壳,且左壳的一边具有卡合结构,右壳的一边具有与所述卡合结构呈可密封的锁定结构;
(2)将左壳或/和右壳的余下三边涂上硅胶胶水;
(3)将左壳和右壳对应进行粘贴,并利用夹子夹住左壳和右壳粘接处将其定位;
(4)冷却固定形成食物袋。
与现有技术相比,本申请的硅胶防水环保食物袋的制备方法,采用硅胶材质制备,属于环保食物袋。通过压铸成型模具分别制备左壳和右壳,然后通过硅胶胶水将两者粘接固定,不采用一次成型的方式,可实现密封结构更为复杂,提高其防水性能,在粘贴后利用夹子定型,既方便又能实现左壳和右壳粘贴稳定。
较佳的,所述压铸成型模具包括左壳成型模具和右壳成型模具,所述左壳成型模具用于制备左壳,所述右壳成型模具用于制备右壳,
所述左壳成型模具包括第一上模板及与所述第一上模板配合的第一下模板,所述第一上模板具有若干第一上模腔,所述第一下模板具有与若干所述第一上模腔对应配合的若干第一下模腔,所述第一上模腔与所述第一下模腔形成左壳的左成型模腔,所述第一上模腔设有形成左壳中卡合结构的第一部;
所述右壳成型模具包括第二上模板及与所述第二上模板配合的第二下模板,所述第二上模板具有若干第二上模腔,所述第二下模板具有与若干所述第二上模腔对应配合的若干第二下模腔,所述第二上模腔与所述第二下模腔形成右壳的右成型模腔,所述第二上模腔设有右壳中锁定结构的第二部。
较佳的,所述第一上模腔包括阵列设置的第一左成型模腔、第二左成型模腔、第三左成型模腔和第四左成型模腔,且所述第一左成型模腔分别与所述第二左成型模腔和所述第四左成型模腔呈轴对称设置,与所述第三左成型模腔呈中心对称设置;
所述第一下模腔包括阵列设置的第五左成型模腔、第六左成型模腔、第七左成型模腔和第八左成型模腔,且所述第五左成型模腔分别与所述第六左成型模腔和所述第八左成型模腔呈轴对称设置,与所述第七左成型模腔呈中心对称设置;
所述第五左成型模腔、所述第六左成型模腔、所述第七左成型模腔和所述第八左成型模腔分别对应配合所述第一左成型模腔、所述第二左成型模腔、所述第三左成型模腔和所述第四左成型模腔。
较佳的,所述第二上模腔包括阵列设置的第一右成型模腔、第二右成型模腔、第三右成型模腔和第四右成型模腔,且所述第一右成型模腔与所述第二右成型模腔和所述第四右成型模腔呈轴对称设置,与所述第三右成型模腔呈中心对称设置;
所述第二下模腔包括阵列设置的第五右成型模腔、第六右成型模腔、第七右成型模腔和第八右成型模腔,且所述第五右成型模腔与所述第六右成型模腔和所述第八右成型模腔呈轴对称设置,与所述第七右成型模腔呈中心对称设置;
所述第五右成型模腔、所述第六右成型模腔、所述第七右成型模腔和所述第八右成型模腔分别对应配合所述第一右成型模腔、所述第二右成型模腔、所述第三右成型模腔和所述第四右成型模腔。
较佳的,所述第一部包括第一凸部、第二凸部及位于所述第一凸部和所述第二凸部之间的凹部,所述第二部包括第一卡合部、第二卡合部和第三卡合部,所述第一卡合部和所述第二卡合部之间形成与所述第一凸部配合的第一锁定部,所述第二卡合部和所述第三卡合部之间形成与所述第二凸部配合的第二锁定部,所述第二卡合部插入所述凹部中。
较佳的,所述第一上模板设有第一导向套,所述第一下模板设有与所述第一导向套配合的第一导向柱;
所述第二上模板设有第二导向套,所述第二下模板设有与所述第二导向套配合的第二导向柱。
较佳的,所述第一导向柱呈锥形结构;所述第二导向柱呈锥形结构。
较佳的,借助粘合装置对左壳或右壳的余下三边进行涂胶,所述粘合装置包括涂胶装置、定位装置、工作平台、驱动部及支架,所述定位装置固定于所述工作平台,所述驱动部安装于所述支架以带动所述涂胶装置运动,左壳或右壳定位于所述定位装置中,所述涂胶装置对所述定位装置中涂胶部位进行涂胶。
较佳的,所述定位装置包括定位本体,所述定位本体内凹设有呈四边形结构的定位腔,所述定位本体位于所述定位腔的一侧开设有开口部,所述定位本体位于所述定位腔的另外三侧设有凹槽,所述凹槽与所述定位腔呈阶梯结构,所述凹槽底部距所述定位本体上表面的距离小于所述定位腔底部距所述定位本体上表面的距离;所述涂胶装置用于对左壳或右壳位于所述凹槽内的部分进行涂胶。
相应地,还提供一种硅胶防水环保食物袋,采用上述硅胶防水环保食物袋的制备方法制得。
附图说明
图1为本发明中第一上模板的结构示意图。
图2为本发明中第一下模板的结构示意图。
图3为本发明中左壳成型模具的结构示意图。
图4为图1中A处的放大图。
图5为本发明中第二上模板的结构示意图。
图6为本发明中第二下模板的结构示意图。
图7为本发明中右壳成型模的结构示意图。
图8为图5中B处的放大图。
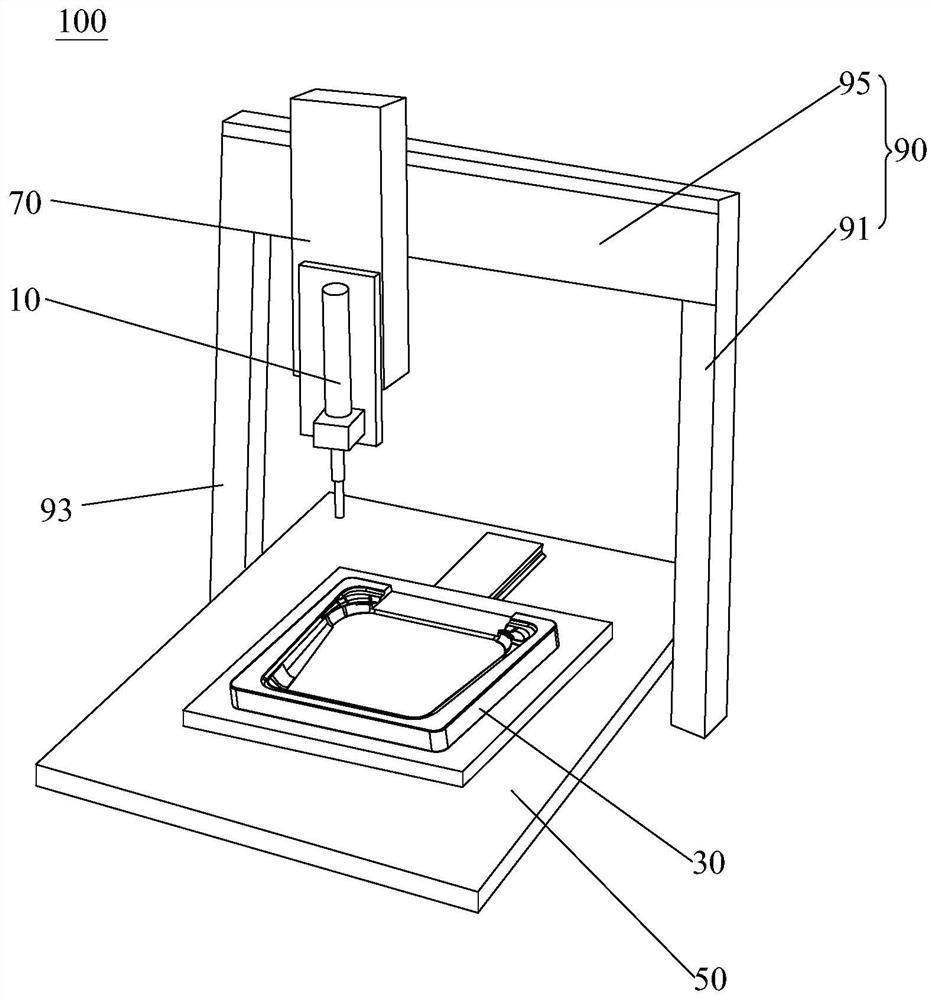
图9为本发明粘合装置的结构示意图。
图10为本发明粘合装置中定位装置的结构示意图。
图11为图10所示定位装置的俯视图。
符号说明:
左壳成型模具100a,第一上模板10a,第一上模腔11a,第一左成型模腔 111a,第二左成型模腔113a,第三左成型模腔115a,第四左成型模腔117a,第一部13a,第一凸部131a,第二凸部133a,凹部135a,第一导向套15a,左成型模腔17a,第一下模板20a,第一下模腔21a,第五左成型模腔211a,第六左成型模腔213a,第七左成型模腔215a,第八左成型模腔217a,第一导向柱23a,
右壳成型模具100b,第二上模板10b,第二上模腔11b,第一右成型模腔 111b,第二右成型模腔113b,第三右成型模腔115b,第四右成型模腔117b,第二部13b,第一卡合部131b,第二卡合部133b,第三卡合部135b,第一锁定部 137b,第二锁定部139b,第二导向套15b,右成型模腔17b,第二下模板20b,第二下模腔21b,第五右成型模腔211b,第六右成型模腔213b,第七右成型模腔215b,第八右成型模腔217b,第二导向柱23b,
粘合装置100,涂胶装置10,定位装置30,定位本体31,定位腔311,弧形结构312,开口部313,凹槽315,工作平台50,驱动部70,支架90,第一支架91,第二支架93,横支架95。
具体实施方式
为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
本申请公开了一种硅胶防水环保食物袋的制备方法,步骤包括:
(1)提供硅胶材质,借助压铸成型模具分别制备左壳和右壳,且左壳的一边具有卡合结构,右壳的一边具有与所述卡合结构呈可密封的锁定结构;
(2)将左壳或/和右壳的余下三边涂上硅胶胶水;
(3)将左壳和右壳对应进行粘贴,并利用夹子夹住左壳和右壳粘接处将其定位;
(4)冷却固定形成食物袋。
其中,食物袋采用硅胶材质制备,属于环保材质。借助压铸成型模具先摆胶压铸成型制备左壳和右壳,左壳的一边具有卡合结构,右壳的一边具有锁定结构,左壳和右壳余下的三边涂上硅胶胶水粘接固定,剩下卡合结构的一侧或锁定结构的一侧不涂胶水,而是通过卡合结构和锁定结构卡合密封固定,该过程不采用一次成型结构制备,而是分别制备左壳和右壳,因此,在制备过程中,可将卡合结构与密封结构制备的较为复杂,密封,防水。
请参考图1-图8,压铸成型模具包括左壳成型模具100a和右壳成型模具100b,左壳成型模具100a用于制备左壳,右壳成型模具100b用于制备右壳。左壳成型模具100a包括第一上模板10a及与第一上模板10a配合的第一下模板 20a,第一上模板10a具有若干第一上模腔11a,第一下模板20a具有与若干第一上模腔11a对应配合的若干第一下模腔21a,第一上模腔11a与第一下模腔21a 形成左壳的左成型模腔17a,第一上模腔11a设有形成左壳中卡合结构的第一部 13a。右壳成型模具100b包括第二上模板10b及与第二上模板10b配合的第二下模板20b,第二上模板10b具有若干第二上模腔11b,第二下模板20b具有与若干第二上模腔11b对应配合的若干第二下模腔21b,第二上模腔11b与第二下模腔21b形成右壳的右成型模腔17b,第二上模腔11b设有形成右壳中锁定结构的第二部13b。当将硅胶材质放入第一上模腔11a中,然后将第一下模腔21a与其配合,通过热压成型得到左壳,同理可制备右壳。尤其是多个第一上模腔11a 与多个第一下模腔21a对应配合得到多个左成型模腔17a,可一次成型多个左壳,同理适用右壳,有效提高生产效率。且第一部13a与第二部13b成型后的左壳结构与右壳结构可进行卡合,以实现密封。借助左壳成型模具100a用于制备左壳,借助右壳成型模具100b用于制备右壳,且设有若干制备左壳的左成型模腔 17a,及制备右壳的右成型模腔17b,同一批次进行制备,提高生产效率。
请参考图1-图2,第一上模腔11a包括阵列设置的第一左成型模腔111a、第二左成型模腔113a、第三左成型模腔115a和第四左成型模腔117a,且第一左成型模腔111a与第二左成型模腔113a和第四左成型模腔117a呈轴对称设置,与第三左成型模腔115a呈中心对称设置;第一下模腔21a包括阵列设置的第五左成型模腔211a、第六左成型模腔213a、第七左成型模腔215a和第八左成型模腔217a,且第五左成型模腔211a与第六左成型模腔213a和第八左成型模腔217a 呈轴对称设置,与第七左成型模腔215a呈中心对称设置;通过第一左成型模腔 111a、第二左成型模腔113a、第三左成型模腔115a和第四左成型模腔117a的设置结构可保证每个成型模腔中的材料均匀,保证一次成型得到的产品质量稳定。第五左成型模腔211a、第六左成型模腔213a、第七左成型模腔215a和第八左成型模腔217a分别对应配合第一左成型模腔111a、第二左成型模腔113a、第三左成型模腔115a和第四左成型模腔117a。
请参考图5-图6,第二上模腔11b包括阵列设置的第一右成型模腔111b、第二右成型模腔113b、第三右成型模腔115b和第四右成型模腔117b,且第一右成型模腔111b与第二右成型模腔113b和第四右成型模腔117b呈轴对称设置,与第三右成型模腔115b呈中心对称设置;第二下模腔21b包括阵列设置的第五右成型模腔211b、第六右成型模腔213b、第七右成型模腔215b和第八右成型模腔217b,且第五右成型模腔211b与第六右成型模腔213b和第八右成型模腔 217b呈轴对称设置,与第七右成型模腔215b呈中心对称设置;第五右成型模腔 211b、第六右成型模腔213b、第七右成型模腔215b和第八右成型模腔217b分别对应配合第一右成型模腔111b、第二右成型模腔113b、第三右成型模腔115b 和第四右成型模腔117b。
请参考图3和图7,第一上模板10a设有第一导向套15a,第一下模板20a 设有与第一导向套15a配合的第一导向柱23a。在合模时,借助第一导向柱23a 插入第一导向套15a,可实现第一上模板10a与第一下模板20a快速稳定合模。优选地,第一导向柱23a呈锥形结构,进一步提高合模的稳定和效率。同样,第二上模板10b设有第二导向套15b,第二下模板20b设有与第二导向套15b配合的第二导向柱23b。在合模时,借助第二导向柱23b插入第二导向套15b,可实现第二上模板10b与第二下模板20b快速稳定合模。优选地,第二导向柱23b呈锥形结构。更进一步,第一上模板10a与第一下模板20a之间设置第一封水扣 18a,将第一上模板10a与第一下模板20a开模后,借助油缸或气缸将第一封水扣17a打开,从而取出左壳。同样,在第二上模板10b与第二下模板20b之间设置第二封水扣18b,将第二上模板10b与第二下模板20b开模后,借助油缸或气缸将第二封水扣18b打开,从而取出右壳。
请参考图4和图8,第一部13a包括第一凸部131a、第二凸部133a及位于第一凸部131a和第二凸部133a之间的凹部135a,第二部13b包括第一卡合部 131b、第二卡合部133b和第三卡合部135b,第一卡合部131b和第二卡合部133b 之间形成与第一凸部131a配合的第一锁定部137b,第二卡合部133b和第三卡合部135b之间形成与第二凸部133a配合的第二锁定部139b,第二卡合部133b 插入凹部135a中。借助第一部13a与第二部13b形成的卡合结构和锁定结构实现左壳与右壳卡合,且形成的双层锁定结构,提高防水性能。
请参考图9,借助粘合装置100对左壳或右壳的余下三边进行涂胶,粘合装置100包括涂胶装置10、定位装置30、工作平台50、驱动部70及支架90,定位装置30固定于工作平台50,驱动部70安装于支架90以带动涂胶装置10运动,左壳或右壳定位于定位装置30中,涂胶装置10对定位装置30中涂胶部位进行涂胶。进一步,支架90包括第一支架91和第二支架93及位于第一支架91 和第二支架93之间的横支架95,工作平台50位于横支架95下方,驱动部70 位于横支架95。
请参考图10-图11,定位装置30包括定位本体31,该定位本体31内凹设有呈四边形结构的定位腔311,定位本体31位于定位腔311的一侧开设有开口部313,定位本体31位于定位腔311的另外三侧设有凹槽315,凹槽315与定位腔311呈阶梯结构,凹槽315底部距定位本体31上表面的距离小于定位腔311 底部距定位本体31上表面的距离;涂胶装置10可用于对待涂胶产品位于凹槽 315内的部分进行涂胶。由于该粘合装置100采用涂胶装置10出胶对位于凹槽 315内的部分进行涂胶,实现涂胶稳定、均匀,可有效的提高生产效率和质量稳定。也就是说,将左壳或右壳放置在定位腔311中,待涂胶的部分位于凹槽315 中,然后借助涂胶装置10沿着凹槽315的设置方向对待涂胶的部分进行涂胶,既能实现涂胶的快速,也能实现涂胶的均匀,从而提高生产效率及保障产品质量稳定。还可以理解的是,驱动部70可采用驱动气缸或滑轨进行配合实现,通过控制器控制驱动气缸沿凹槽315设置的形状进行滑动,在滑动的过程中,涂胶装置10驱动其装有的胶水按设计的量涂覆在凹槽315内的产品的涂胶部位,以保证涂胶均匀,在实际过程中,可通过设定驱动部70滑动的速度及涂胶装置10的出胶量来实现产品对胶水不同需求,在此不进行详细阐述。
在一个优选的实施例中,开口部313的宽度小于定位腔311对应一侧的宽度,开口部313用于放置左壳或右壳无需涂胶的部分,也就是说保证密封口出不被胶水粘接,而将开口部313的宽度小于定位腔311该侧的宽度,从而可保证食物袋的密封性得到提高。
在一个优选的实施例中,定位腔311相邻两侧边之间具有弧形结构312。本实施例中,定位腔311的四边相邻两侧边之间均具有弧形结构312,即设置有4 个弧形结构312,当左壳或右壳放入该定位腔311时,避免出现褶皱,使得涂胶部位平稳,有利于涂胶装置10涂胶均匀。
与现有技术相比,本申请的硅胶防水环保食物袋的制备方法,采用硅胶材质制备,属于环保食物袋。通过压铸成型模具分别制备左壳和右壳,然后通过硅胶胶水将两者粘接固定,不采用一次成型的方式,可实现密封结构更为复杂,提高其防水性能,在粘贴后利用夹子定型,既方便又能实现左壳和右壳粘贴稳定。
以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
- 一种硅胶防水环保食物袋及其制备方法
- 硅胶防水环保食物袋粘合用装置