一种船用紧固件的物量统计方法
文献发布时间:2023-06-19 10:38:35
技术领域
本发明涉及船舶设计领域,特别涉及一种船用紧固件的物量统计方法。
背景技术
船舶设备安装是船舶建造的重要组成部分,其设备安装形式主要以烧焊和螺栓连接方式为主,其中烧焊连接是将设备直接烧焊在甲板或基座上;螺栓连接是将设备与基座以螺栓连接方式进行安装的一种形式。当前在船舶建造过程中,其设备安装主要以设备和基座进行螺栓连接为主,同时需将安装所需的全部紧固件进行物量统计。船舶零部件装配涉及零件众多,同时零件结构复杂,装配精度要求高,所涉及的紧固件也通常达百万数量级之多。
目前针对设备安装基座所需的物量统计内容,主要包含螺栓、螺母、弹簧垫圈、平垫圈等紧固件的标准、规格、材质等信息。由于各设备、基座的开孔大小、螺栓规格存在差异;其传统的紧固件物量信息均以手动计算的方式进行统计,这种传统的统计方式效率低,准确性差。
因此,亟需研究一种针对船舶基座的紧固件物量统计方法,可提高基座的紧固件物量统计效率,减少物量统计误差。
发明内容
鉴于上述现有技术的缺陷,本发明提出一种船用紧固件的物量统计方法,以提高紧固件的物量统计效率,减少物量统计误差,减少紧固件统计不准确对后续生产的影响,对船舶装配领域具有较高的实用和推广价值。
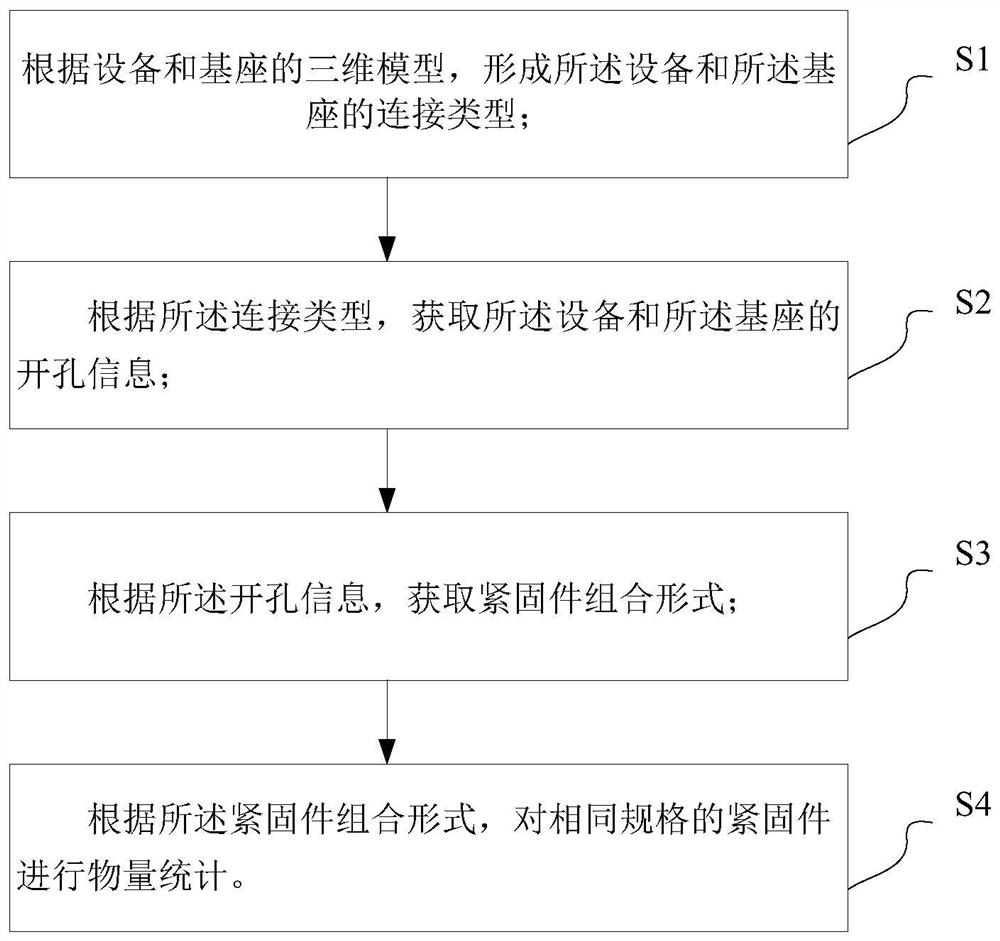
为实现上述目的及其他目的,本发明提出一种船用紧固件的物量统计方法,该物量统计方法包括:
根据设备和基座的三维模型,形成所述设备和所述基座的连接类型;
根据所述连接类型,获取所述设备和所述基座上的开孔信息;
根据所述开孔信息,获取紧固件组合形式;
根据所述紧固件组合形式,对相同规格的紧固件进行物量统计。
在一实施例中,根据所述设备和所述基座的结构树,获取当前所述设备和所述基座的三维模型。
在一实施例中,根据所述设备和基座的三维模型的位置关系,形成所述连接类型。
在一实施例中,所述开孔信息包括开孔直径,孔深及开孔的中心轴。
在一实施例中,根据所述开孔信息还获取所述设备上的开孔和所述基座上的开孔的对应关系。
在一实施例中,所述对应关系包括所述设备的开孔和所述基座上开孔的中心轴相同,且所述设备的开孔和所述基座上的开孔间的距离小于预设阈值。
在一实施例中,根据所述开孔信息及所述对应关系,获取所述紧固件组合形式。
在一实施例中,所述紧固件组合形式至少包括螺栓和螺母。
在一实施例中,所述螺栓的长度大于所述设备和基座的开孔孔深及所述螺母的厚度的总和。
在一实施例中,遍历所述紧固件组合形式下所有紧固件,记录相同规格的紧固件出现的次数并进行统计。
本发明提出一种船用紧固件的物量统计方法,通过建立设备和基座的连接类型,确定设备和基座的开孔信息,从而确定了安装在基座和设备上的紧固件的数量和规格,提高了紧固件的物量统计效率,减少了物量统计误差。
附图说明
图1:本实施例提出的船用紧固件的物量统计方法流程图。
图2:本实施例中步骤S1的流程图。
图3:本实施例中步骤S2的流程图。
图4:本实施例中设备和基座的开孔结构示意图。
图5:本实施例中步骤S3的流程图。
图6:本实施例中紧固件组合形式简要示意图。
图7:本实施例中步骤S4的流程图。
具体实施方式
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
如图1所示,本实施例提出一种船用紧固件的物量统计方法,包括:
S1:根据设备和基座的三维模型,形成所述设备和所述基座的连接类型;
S2:根据所述连接类型,获取所述设备和所述基座上的开孔信息;
S3:根据所述开孔信息,获取紧固件组合形式;
S4:根据所述紧固件组合形式,对相同规格的紧固件进行物量统计。
如图1-2所示,在步骤S1中,首先要查阅船舶设备资料,梳理出设备和基座的各项信息,例如设备或基座的尺寸,安装位置或使用方法;还例如包括设备和基座上的开孔;还例如包括根据设备和基座上的开孔获得紧固件的组合形式,然后根据设备三维模型所在结构树的位置,获取对应的基座三维模型,由于船舶设备众多,设备涉及的领域多,使用该设备相应的结构树即可提高工作效率和工作准确率,需要说明的是,本实施例中设备和基座均处于同一系统坐标空间中,设备的三维模型和基座的三维模型所在结构树相同。在本实施例中,可例如在三维CAD/CAM软件操作环境下通过对应的三维模型结构树节点来完成设备的三维模型和基座的三维模型。在一些实施例中,可例如在三维CAD/CAM软件操作环境下通过点选工序零件模型形成设备的三维模型和基座的三维模型。当设备的三维模型和基座的三维模型形成后,即可根据设备的三维模型和基座的三维模型空间位置关系,通过三维CAD/CAM软件将设备的三维模型和基座的三维模型连接起来,形成连接类型。在一些实施例中,可通过其他三维软件构建设备的三维模型和基座的三维模型,例如通过Pro/E软件实现三维模型的构建。
在本实施例中,根据船舶设备资料信息,可梳理出船舶设备螺栓连接所对应的各紧固件组合形式,同时根据设定的程序自动选择相应的紧固件。
在一些实施例中。该船舶设备资料中包括多种型号设备,不同型号的设备由于设备样式、基座结构强度等变化,其设备安装所需的紧固件组合形式有可能存在不同;同理,对与不同设备其安装所需的紧固件组合形式有可能存在相同情况。
在一些实施例中,通过船舶设备资料还可获取各紧固件的名称、规格、设备安装规范、材质等信息。
如图3-4所示,在步骤S2中,当连接类型形成后,即可依次获取设备的开孔信息以及基座的开孔信息,该开孔信息例如包括开孔直径,孔深和孔的中心轴。在本实施例中,设定设备101位于基座102上,设备101上的开孔103的直径例如为5-10mm,开孔103的深度例如为2-5mm,基座102上的开孔104的直径例如为5-10mm,开孔104的深度例如为6-10mm,在本实施例中,基座102上的开孔104和设备101上的开孔103的中心轴相同。在本实施例中,当获知设备的开孔信息和基座的开孔信息后,根据设备的开孔信息和基座的开孔信息获得设备的开孔和基座的开孔的对应关系。需要说明的是,该对应关系例如为设备的开孔和基座的开孔的中心轴相同,且设备的开孔和基座的开孔之间的距离小于预设阈值,符合上述条件的设备的开孔和基座的开孔可例如通过螺栓连接。在本实施例中,该预设阈值例如为0.05mm,如果设备的开孔和基座的开孔之间的距离大于0.05mm,则表示该设备的开孔和基座的开孔不属于对应关系。如果设备的开孔的中心轴和基座的开孔的中心轴不相同时,则表示该设备的开孔和基座的开孔不属于对应关系。
在一些实施例中,开孔信息还例如包括设备安装孔径,安装孔深度,安装形式,紧固件类型,安装板厚度等参数。
在一些实施例中,该预设阈值例如为0.01mm,如果设备的开孔和基座的开孔之间的距离小于0.01mm,则表示该设备的开孔和基座的开孔属于对应关系,如果设备的开孔和基座的开孔之间的距离大于0.01mm,则表示该设备的开孔和基座的开孔不属于对应关系。
如图5-6所示,在步骤S3中,首先根据设备101的开孔信息和基座102的开孔信息以及设备101的开孔和基座102的开孔的对应关系,获取紧固件的组合形式。在本实施例中,该紧固件组合形式包括螺栓106及螺母105。在一些实施例中,该紧固件组合形式例如为螺栓,螺母及垫圈。当紧固件组合形式完成后,即可根据设备的开孔信息和基座的开孔信息,以及设备的开孔和基座开孔的对应关系计算出紧固件的规格。例如通过设备的开孔信息和基座的开孔信息,以及设备的开孔和基座的开孔的对应关系计算螺栓的长度,确定螺栓的规格,该螺栓的长度大于设备和基座的开孔的深度和螺母的厚度的总和。在一些实施例中,该螺栓的长度还例如为设备的开孔的深度,基座的开孔的深度,弹簧垫圈的厚度,平垫圈的厚度及3~5个螺栓螺牙的总和。在本实施例中,通过该紧固件组合还可获取到弹簧垫圈,平垫圈的标准和规格信息。
在一些实施例中,该螺栓的长度还例如为设备的开孔的深度,基座的开孔的深度,弹簧垫圈的厚度,平垫圈的厚度的总和在加上2-3cm。
在一些实施例中,螺栓的规格M还可例如通过设备和基座上的孔径D进行判断,如果孔径D为整数值,螺栓的规格M为D减去1,即M=D-1,并满足紧固件设计规范要求;如果孔径D为非整数值,螺栓的规格M取设备孔径D小数点前的数值,并满足紧固件设计规范要求。
在一些实施例中,还可根据安装孔径,安装孔深度,安装形式,紧固件类型,安装板厚度等参数计算紧固件的公称直径和公称长度,然后在船舶设备安装标准紧固件数据库中通过紧固件的公称直径和公称长度查找对应的标准紧固件。
如图7所示,在步骤S4中,首先遍历所有的紧固件组合形式,获取所有紧固件组合形式下的紧固件类型,并统计所有紧固件的规格。当所有紧固件的规格统计完成后,统计相同规格的紧固件出现的次数,进行统计,紧固件出现的次数即为紧固件在该紧固件组合形式下出现的数量。当统计完所有的紧固件组合形式后,即可得出每一规格的紧固件的数量,从而实现了对所有紧固件的物量统计。
在一些实施例中,还可遍历指定结构树中的所有设备和基座,然后获取所需的所有紧固件信息,同时记录相同规格的紧固件出现的次数并进行统计。
在一些实施例中,当将所有紧固件的物量统计完成后,还可建立相应的紧固件数据库,该紧固件数据库包括紧固件的组合形式,紧固件的安装信息,设备和基座的开孔信息,当需要了解紧固件的物量信息时,打开该紧固件数据库,就可以了解到相应紧固件的信息。
在一些实施例中,还可以通过紧固件的标准号和紧固件的规格来统计紧固件的数量。
需要说明的是,本实施例提出的船用紧固件的物量统计方法不仅可应用于船用紧固件的统计,还可以应用到飞机或火车或汽车的紧固件统计。
综上所述,本发明提出一种船用紧固件的物量统计方法,能够实现紧固件的自动统计和汇总,减少人工统计引起的差错率,方便设计,配套和总装过程中信息的有效传输和共享。本发明提出的船用紧固件的物量统计方法能明显的提高装配工序紧固件统计效率和准确性,减少因装配紧固件统计不准确对生产质量,周期造成的影响,提高企业的经济效益。
以上描述仅为本申请的较佳实施例以及对所运用技术原理的说明,本领域技术人员应当理解,本申请中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案,例如上述特征与本申请中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
除说明书所述的技术特征外,其余技术特征为本领域技术人员的已知技术,为突出本发明的创新特点,其余技术特征在此不再赘述。
- 一种船用紧固件的物量统计方法
- 一种飞机装配工序紧固件快速统计方法