智能残扭检测装置
文献发布时间:2023-06-19 10:41:48
技术领域
本发明涉及检测装置,具体为一种智能残扭检测装置。
背景技术
目前,成品钢帘线的残扭值不能大于允许的范围,如果大于允许的范围,只能报废处理,因此我们需要对成品钢帘线进行残扭值的检测,而传统的钢帘线的残扭检测,大多通过人工取样,记录其旋转的圈数,而这种方式不但费时费力,通过肉眼记录钢帘线线的旋转圈数,检测准确度也低。
发明内容
为了解决目前钢帘线残扭值检测效率和准确度的问题,本发明提供一种智能残扭检测装置来解决上述问题。
本发明智能残扭检测装置,包括固定机架、升降执行机构和安装在升降执行机构的伸出端上的活动机架,所述的活动机架的顶部依次设有柔性机械手组件、感应板机械手组件和检测传动装置,所述的感应板机械手组件包括第一平行气缸、第一夹爪、第二夹爪、两块过渡板和两块感应板,两块过渡板分别安装在第一夹爪和第二夹爪上,两块感应板分别安装在两块过渡板上,两块感应板之间均设有一个用于容纳待测钢帘线的半圆的通孔,两个通孔对称设置,其中一个通孔的下端设有挡线轴,另一个通孔的下端则设有用于容纳挡线轴的内孔,所述的检测传动装置包括固定架、安装在固定架上的电机和由电机驱动旋转的旋转盘,所述的旋转盘朝向感应板的一侧还设有两根感应档杆。
实施例1:所述的旋转盘为绝缘大齿轮,所述的固定架上装有固定座,所述绝缘大齿轮安装在固定座上,所述的电机设置在固定座的一侧,所述电机的输出轴上安装有绝缘小齿轮,所述绝缘小齿轮和绝缘大齿轮啮合,所述绝缘大齿轮与固定架之间还设有隔套。
进一步,具体的说,所述柔性机械手组件包括第二平行气缸、第三夹爪、第四夹爪、柔性夹爪板和夹爪板,所述的第三夹爪上安装有连接板,所述的连接板上安装有弹簧轴和与安装在弹簧轴两侧的两根滑动轴,所述的柔性夹爪板安装在两根滑动轴上,所述连接板与柔性夹爪板之间设有弹簧,所述的弹簧套接在弹簧轴上,所述夹爪板安装在第四夹爪上。
所述的柔性机械手组件还包括挡线板,所述的挡线板安装在夹爪板朝向感应板机械手组件的一侧,所述的挡线板是一个顶部开口且底部不开口的内部中空部分呈漏斗状的中空挡线板。
具体的说,所述的两根感应档杆设置在旋转盘的上端两侧,所述的固定架上还设有原点感应开关,所述的大齿轮上还设有一个与原点感应开关配合使用的原点感应板。
两块过渡板分别安装在第一夹爪和第二夹爪的外侧,两块感应板安装在两个过渡板的内侧位于第一夹爪和第二夹爪的上方。
实施例2:在实施例1的基础上,为了提高检测准确度,所述两块感应板正对检测传动装置的一侧均设有若干第一对射光电开关,所述固定座朝向感应板的一侧还设有若干与第一对射光电开关相匹配的第二对射光电开关。第一对射光电开关有八个,每块感应板上有四个第一对射光电开关;两块感应板闭合状态时,八个第一对射光电开关周向均布在两块感应板上。
实施例3:与实施例1不同的是,所述的旋转盘为绝缘旋转盘,所述的旋转盘套接在所述电机的输出轴上。
本发明的有益效果是:(1)提供了一个在线残扭检测装置,利用智能残扭检测装置代替人工检测,减少了人工的参与,节省了人工成本,提高了工作效率;(2)利用电机和对射光电开关同时记录钢帘线残扭旋转圈数,大大提高了检测的准确度。
附图说明
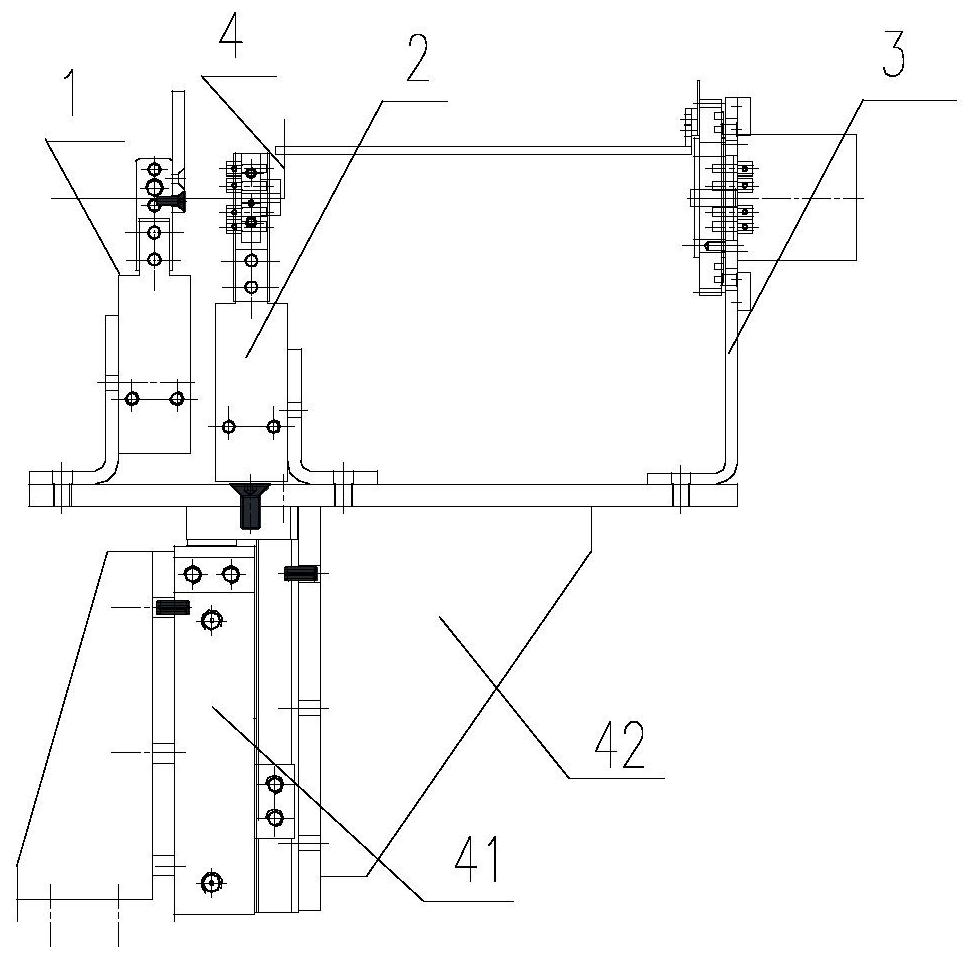
图1为本发明智能残扭检测装置的结构示意图;
图2为本发明智能残扭检测装置的感应板机械手组件的主视图;
图3为本发明智能残扭检测装置的感应板机械手组件的右视图;
图4为图3中感应板机械手组件闭合时的状态图;
图5为本发明智能残扭检测装置的柔性机械手组件的主视图;
图6为本发明智能残扭检测装置的柔性机械手组件的右视图;
图7为本发明智能残扭检测装置的实施例1和2的检测传动装置的主视图;
图8为本发明智能残扭检测装置的实施例1和2的检测传动装置的左视图;
图9为本发明智能残扭检测装置的实施例1和2的检测传动装置的俯视图;
图10为本发明智能残扭检测装置的实施例3的检测传动装置的主视图;
图11为本发明智能残扭检测装置的实施例3的检测传动装置的左视图;
图12为本发明智能残扭检测装置的实施例3的检测传动装置的俯视图。
图中:1-柔性机械手组件;2-感应板机械手组件;3-检测传动装置;4-待测钢帘线;41-升降执行机构;42-活动机架;43-第一平行气缸;44-第一夹爪;45-第二夹爪;46-过渡板;47-感应板;48-第一对射光电开关;49-通孔;50-挡线轴;51-内孔;52-固定架;53-固定座;54-旋转盘;55-电机;56-绝缘小齿轮;57-隔套;58-第二对射光电开关;59-感应档杆;60-第二平行气缸61-第三夹爪;62-第四夹爪;63-柔性夹爪板;64-夹爪板;65-连接板;66-弹簧轴;67-滑动轴;68-弹簧;69-挡线板;70-原点感应开关;71-原点感应板;80-环形铜板一;81-环形铜板二;82-弹簧片一;83-弹簧片二。
具体实施方式
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
实施例1:如图1-9所示,本申请智能残扭检测装置,包括固定机架、升降执行机构41和安装在升降执行机构41的伸出端上的活动机架42,活动机架42的顶部依次设有柔性机械手组件1、感应板机械手组件2和检测传动装置3,感应板机械手组件2包括第一平行气缸43、第一夹爪44、第二夹爪45、两块过渡板46和两块感应板47,两块过渡板46分别安装在第一夹爪44和第二夹爪45上,两块感应板47分别安装在两块过渡板46上,两块感应板47之间均设有一个用于容纳待测钢帘线4的半圆的通孔49,两个通孔49对称设置,其中一个通孔49的下端设有挡线轴50,另一个通孔49的下端则设有用于容纳挡线轴50的内孔51,检测传动装置包括固定架52、安装在固定架52上的电机55和由电机55驱动的旋转盘54,旋转盘54为绝缘大齿轮,固定架52上装有固定座53,绝缘大齿轮安装在固定座53上,电机55设置在固定座53的一侧,电机55的输出轴上安装有绝缘小齿轮56,绝缘小齿轮56和绝缘大齿轮54啮合,绝缘大齿轮与固定架52之间还设有隔套57,旋转盘54朝向感应板47的盘面还设有两根感应档杆59。
柔性机械手组件1包括第二平行气缸60、第三夹爪61、第四夹爪62、柔性夹爪板63和夹爪板64,第三夹爪61上安装有连接板65,连接板65上安装有弹簧轴66和与安装在弹簧轴66两侧的两根滑动轴67,柔性夹爪板63安装在两根滑动轴67上,连接板65与柔性夹爪板63之间设有弹簧68,弹簧68套接在弹簧轴66上,夹爪板64安装在第四夹爪62上;柔性机械手组件1还包括挡线板69,挡线板69安装在夹爪板64朝向感应板机械手组件的一侧,挡线板69是一个顶部开口且底部不开口的内部中空部分呈漏斗状的中空挡线板。
两根感应档杆59设置在旋转盘54的上端两侧,固定架52上还设有原点感应开关70,旋转盘54上还设有一个与原点感应开关70配合使用的原点感应板71;两块过渡板46分别安装在第一夹爪44和第二夹爪45的外侧,两块感应板47安装在两块过渡板46的内侧位于第一夹爪44和第二夹爪45的上方。
同时,旋转盘54上远离感应板机械手组件2的一侧设有环形铜板一80、环形铜板二81、弹簧片一82和弹簧片二83,环形铜板一80通过导线与其中一根感应档杆59电连接,且通过弹簧片二83电连接液位传感器,环形铜板二81与另一根感应档杆59电连接,且通过弹簧片一82电连接液位传感器。
如图3、4、8所示,实施例2:在实施例1的基础上,增加了对射光电开关记录残扭圈数的功能,使得可以同时检测残扭圈数,准确度更高,两块感应板47正对检测传动装置的一侧均设有若干第一对射光电开关48,优选八个第一对射光电开关,每块感应板47上有四个,同时在感应板47闭合时,八个第一对射光电开关48周向均布在两块感应板47上,固定座53朝向感应板47的一侧还设有若干与第一对射光电48开关相匹配的第二对射光电开关58。此处说明,即便没有对射光电开关记录圈数,本申请仅仅通过电机记录残扭圈数,也是完全可以实现的。
实施例3:如图10-12所示,与实施例1的区别在于检测传动装置,实施例3的旋转盘54是绝缘旋转盘,旋转盘54直接套接在电机55的输出轴上随电机55的输出轴转动。
工作原理:放置在顶升旋转装置上的工字轮上拉出的待测钢帘线4的一端被牵引旋转夹丝装置夹着至折弯处折弯后回走到残扭检测点,残扭检测装置中的升降执行机构41上升,到达位置后,柔性机械手组件1和感应板机械组件2手中的执行机构,也就是第一平行气缸43和第二平行气缸60带动其夹爪同时闭合,将折弯后的待测钢帘线4的水平方向部分进行夹紧,同时待测钢帘线4的竖直方向部分会落入到两根感应档杆59之间,然后牵引旋转夹丝装置中的夹爪打开,残扭检测装置中的升降执行机构41下降到位后,牵引旋转夹丝装置回走到待命位置等待下一轮操作,同时残扭检测装置中的升降执行机构41再次上升,到位后,第二平行气缸60带动第三夹爪61和第四夹爪62张开,待测钢帘线4开始进行残扭检测,装有液位传感器的两根感应挡杆59感知被检测钢帘线的残扭释放方向,再由电机55控制释放,直至钢帘线残扭释放完毕,不再和装有液位传感器的感应挡杆59接触,电机55停止旋转,可以仅仅通过电机55记录残余扭转圈数,本申请实施例1和3就是单电机55记录残余扭转圈数的技术方案;此过程也可以是电机55和对射光电开关同时记录残余扭转圈数,本申请实施例2就是同时检测的技术方案,残扭检测完毕后,感应板机械手组件2的第一平行气缸43带动第一夹爪44和第二夹爪45打开,顶升旋转装置的旋转执行机构开始工作进行收线,同时装有液位传感器的感应挡杆59复位,原点感应板71到达原点感应开关70后停止,整个残扭检测装置也同时下降复位,等待下次检测,该装置大大提高了检测精度。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
- 智能残扭检测装置
- 智能残扭检测生产线