一种用于太阳能电池的印刷模版及其制作工艺
文献发布时间:2023-06-19 10:49:34
技术领域
本发明涉及印刷网版技术领域,具体涉及一种用于太阳能电池的印刷模版及其制作工艺。
背景技术
传统太阳能电池,主栅设计一般为4-6条,主栅宽度设计0.5-1mm之间。为了进一步降低太阳能电池表面遮光面积和主栅银浆的耗量,近几年MBB电池设计在市场上快速应用和增长,2020年市场占比已超50%。MBB电池,其主栅数量一般设计为9-15条,主栅采用细线串联10-18个焊盘设计,细线宽度设计0.04-0.08mm,焊盘设计为0.6-1.4mm范围的矩形或其他多边形。
MBB电池主栅设计为细线和焊盘。组件封装时,采用圆形焊条焊接在主栅的焊盘上,形成电池片之间电流导通。但采用圆形焊条会造成焊接拉力偏低或者虚焊,容易导致焊条脱落。因此需要焊盘位置的银浆高度高、起伏小。传统手法是降低印刷模版网布目数和线径,提高网布纱厚和膜厚,这样能提高主栅焊盘位置的银浆高度,以及降低起伏度。但是对同模版上的副栅线条影响较大,副栅线条印刷性下降,印刷宽度增加,导致银浆单耗增加和整体转换效率降低。如果主栅和副栅分开印刷,这样又会增加设备成本、管理成本、和印刷模版成本。
基于上述情况,本发明提出了一种用于太阳能电池的印刷模版及其制作工艺,可有效解决以上问题。
发明内容
本发明的目的在于提供一种用于太阳能电池的印刷模版及其制作工艺。本发明的一种用于太阳能电池的印刷模版及其制作工艺结构简单,使用方便,通过采用激光雕刻或蚀刻工艺选择性的去除主栅焊盘位置的网纱,实现了第一网格区和第二网格区不同目数,使得在印刷过程中,主栅焊盘位置的网格目数降低,从而透墨量增大,印刷银浆高度增加,平整性提升,同时不影响副栅的印刷。
本发明通过下述技术方案实现:
一种用于太阳能电池的印刷模版,包括依次设置的第一网布和第二网布,所述第二网布周边设有网框;
所述第一网布包括第一网格区和若干个第二网格区;若干个所述第二网格区均匀分布在第一网布内,所述第二网格区的网格目数小于等于第一网格区的网格目数;
所述第一网布上设有膜材,以及互相交叉的主栅和副栅;所述主栅为细线串联焊盘而成,且所述第二网格区位于焊盘所处的位置。
本发明的目的在于提供一种用于太阳能电池的印刷模版及其制作工艺。本发明的一种用于太阳能电池的印刷模版及其制作工艺结构简单,使用方便,通过采用激光雕刻或蚀刻工艺选择性的去除主栅焊盘位置的网纱,实现了第一网格区和第二网格区不同目数,使得在印刷过程中,主栅焊盘位置的网格目数降低,从而透墨量增大,印刷银浆高度增加,平整性提升,同时不影响副栅的印刷。
根据本发明的另一方面,提出了一种用于太阳能电池的印刷模版的制作工艺,其特征在于:
步骤S1:将所述第一网布与第二网布复合;
步骤S2:将复合后的网布在张网设备上拉伸到一定张力后,粘合在网框上,张力为0-50N/cm
步骤S3:在所述第一网布上涂覆膜材;
步骤S4:将太阳能电池印刷图形转移到所述第一网布,形成模版后焊盘内网纱垂直交叉,或者以任意角度交叉;
步骤S5:选择性去除焊盘内网纱。
优选的,所述第一网布与第二网布均为聚酯网布、尼龙网布、不锈钢钢丝网布或电铸网纱中的一种。
优选的,所述第一网布和第二网布与水平位置的夹角均为0~180°。
优选的,所述步骤S2中,张力为10-30N/cm
优选的,所述步骤S3中,膜材采用感光乳剂、感光膜或非感光性薄膜中的一种。
优选的,所述步骤S4中,太阳能电池印刷图形转移方式为太阳能电池图形制备在菲林上,将菲林贴附在第一网布上,然后进行曝光,在曝光结束后进行显影;或通过激光镭射,直接将太阳能电池印刷图形位置的膜材气化中的一种。
优选的,所述步骤S5中,选择性去除主栅焊盘内网纱的方式为将模版放置在激光雕刻设备上,根据预先设定好的识别标识,识别出焊盘内的网纱,根据需求选择性去除不需要的网纱;或根据AL检测设备或者影像测绘设备测出的焊盘内网纱位置,选择性蚀刻去除部分网纱中的一种。
优选的,所述步骤S6中,网纱去除程度为焊盘内单一方向的所有网纱去除;或焊盘内单一方向的网纱间隔去除;或焊盘内两个方向的网纱间隔去除;或焊盘内两个方向的网纱局部去除中的一种。
本发明与现有技术相比,具有以下优点及有益效果:
本发明的用于太阳能电池的印刷模版结构简单,使用方便,通过采用激光雕刻或蚀刻工艺选择性的去除主栅焊盘位置的网纱,实现了第一网格区和第二网格区不同目数,使得在印刷过程中,主栅焊盘位置的网格目数降低,从而透墨量增大,印刷银浆高度增加,平整性提升,同时不影响副栅的印刷。本发明设计印刷模版,不受副栅线印刷设计的网纱规格与参数影响,印刷焊盘浆料高度与平整性可以自行调整和设计,大大提高了电池的可靠性。
附图说明
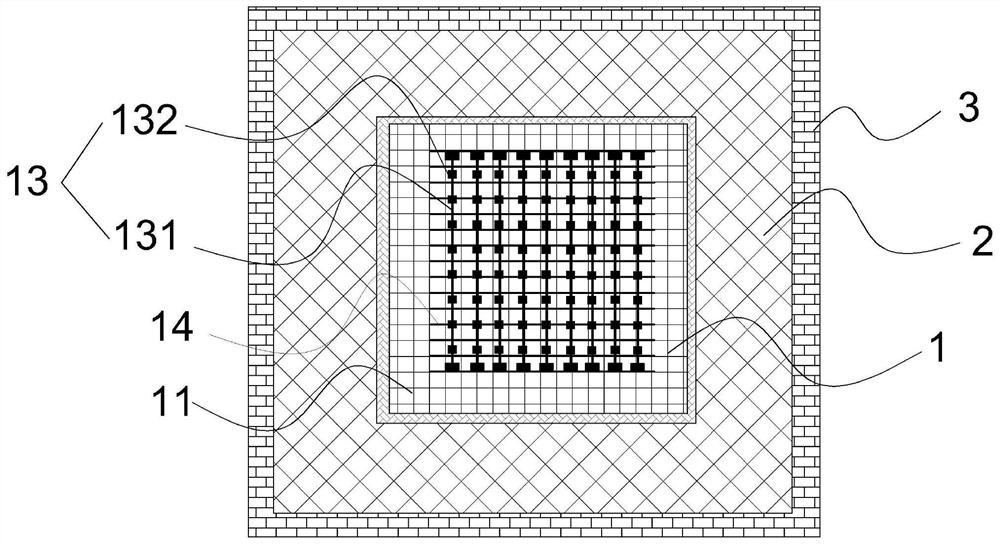
图1为本发明的结构示意图;
图2为本发明所述主栅内网格线呈垂直交叉的结构示意图;
图3为本发明所述主栅内网格线呈任意角度交叉的结构示意图;
图4为本发明所述焊盘内单一方向的所有网格线去除后的结构示意图;
图5为本发明所述焊盘内两个方向的网格线间隔去除后的结构示意图。
具体实施方式
为了使本领域的技术人员更好地理解本发明的技术方案,下面结合具体实施例对本发明的优选实施方案进行描述,但是应当理解,附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
实施例1:
如图1至5所示,本发明提供了一种用于太阳能电池的印刷模版,包括依次设置的第一网布1和第二网布2,所述第二网布周边设有网框3;第一网布1和第二网布2之间为复合而成,复合后的网布在张网设备上拉伸到一定张力后,粘合在网框3上。
所述第一网布1包括第一网格区11和若干个第二网格区12;若干个所述第二网格区12均匀分布在第一网布1内,所述第二网格区12的网格目数小于等于第一网格区11的网格目数;
所述第一网布1上涂覆有膜材,以及互相交叉的主栅13和副栅14;所述主栅13为细线131串联焊盘132而成,且所述第二网格区12位于焊盘132所处的位置。
根据本发明的另一方面,提供了一种用于太阳能电池的印刷模版的制作工艺,
步骤S1:将所述第一网布1与第二网布2复合;
步骤S2:将复合后的网布在张网设备上拉伸到一定张力后,粘合在网框上,张力为0-50N/cm
步骤S3:在所述第一网布1上涂覆膜材;
步骤S4:将太阳能电池印刷图形转移到所述第一网布1,形成模版后焊盘132内网纱垂直交叉,或者以任意角度交叉;
步骤S5:选择性去除焊盘132内网纱。
实施例2:
如图1至5所示,本发明提供了一种用于太阳能电池的印刷模版,包括依次设置的第一网布1和第二网布2,所述第二网布周边设有网框3;第一网布1和第二网布2之间为复合而成,复合后的网布在张网设备上拉伸到一定张力后,粘合在网框3上。
所述第一网布1包括第一网格区11和若干个第二网格区12;若干个所述第二网格区12均匀分布在第一网布1内,所述第二网格区12的网格目数小于等于第一网格区11的网格目数;
所述第一网布1上涂覆有膜材,以及互相交叉的主栅13和副栅14;所述主栅13为细线131串联焊盘132而成,且所述第二网格区12位于焊盘132所处的位置。
根据本发明的另一方面,提供了一种用于太阳能电池的印刷模版的制作工艺,
步骤S1:将所述第一网布1与第二网布2复合;
步骤S2:将复合后的网布在张网设备上拉伸到一定张力后,粘合在网框上,张力为0-50N/cm
步骤S3:在所述第一网布1上涂覆膜材;
步骤S4:将太阳能电池印刷图形转移到所述第一网布1,形成模版后焊盘132内网纱垂直交叉,或者以任意角度交叉;
步骤S5:选择性去除焊盘132内网纱。
进一步地,在另一个实施例中,所述第一网布1与第二网布2均为聚酯网布、尼龙网布、不锈钢钢丝网布或电铸网纱中的一种。
进一步地,在另一个实施例中,所述第一网布1和第二网布2与水平位置的夹角均为0~180°。
进一步地,在另一个实施例中,所述步骤S2中,张力为10-30N/cm
印刷张力是印刷工艺的重要参数,印刷张力是根据承印的基材材料来设定的。材料易延伸,难以套印;张力太小,材料松弛,会不规则走动,亦无法套色准确。
进一步地,在另一个实施例中,所述步骤S3中,膜材采用感光乳剂、感光膜或非感光性薄膜中的一种。
进一步地,在另一个实施例中,所述步骤S4中,太阳能电池印刷图形转移方式为太阳能电池图形制备在菲林上,将菲林贴附在第一网布1上,然后进行曝光,在曝光结束后进行显影;或通过激光镭射,直接将太阳能电池印刷图形位置的膜材气化中的一种。
可以根据实际情况选择太阳能电池印刷图形转移方式,使得本发明更为方便。
进一步地,在另一个实施例中,所述步骤S5中,选择性去除主栅焊盘132内网纱的方式为将模版放置在激光雕刻设备上,根据预先设定好的识别标识,识别出焊盘132内的网纱,根据需求选择性去除不需要的网纱;或根据AL检测设备或者影像测绘设备测出的焊盘132内网纱位置,选择性蚀刻去除部分网纱中的一种。
可以根据实际情况选择去除网纱的方式,使得本发明更为方便。
进一步地,在另一个实施例中,所述步骤S6中,网纱去除程度为焊盘132内单一方向的所有网纱去除;或焊盘132内单一方向的网纱间隔去除;或焊盘132内两个方向的网纱间隔去除;或焊盘132内两个方向的网纱局部去除中的一种。
可以根据需要选择网纱去除的程度,调整银浆的进量,使得本发明的应用范围更广。
依据本发明的描述及附图,本领域技术人员很容易制造或使用本发明的用于太阳能电池的印刷模版及其制作工艺,并且能够产生本发明所记载的积极效果。
如无特殊说明,本发明中,若有术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此本发明中描述方位或位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以结合附图,并根据具体情况理解上述术语的具体含义。
除非另有明确的规定和限定,本发明中,若有术语“设置”、“相连”及“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。
- 一种用于太阳能电池的印刷模版及其制作工艺
- 适用于多线形栅线的光伏太阳能电池印刷模版