一种树脂基纤维复合材料部件表面高光制品快速成型工艺
文献发布时间:2023-06-19 10:49:34
技术领域
本发明涉及复合材料部件制备技术领域,尤其是一种树脂基纤维复合材料部件表面高光制品快速成型工艺。
背景技术
现有的复合材料制件制备要靠模具保证制件的外型面,想要得到高光复合材料的方法有两种,一种是用镜面模具;一种是制件脱模后进行表面打磨喷漆或胶衣等处理。方法一中的镜面模具要求模具表面粗糙度很小,加工难度大,模具成本非常高,约是普通模具加工成本的一倍左右;方法二中的表面后处理,不但增加了加工成本,也在处理过程中产生大量粉尘,造成环境污染,同时,在处理过程中,还会导致纤维受损,从而影响产品力学性能。
发明内容
本申请人针对上述现有生产技术中的缺点,提供一种结构合理的树脂基纤维复合材料部件表面高光制品快速成型工艺,从而降低模具加工成本、减少环境污染及降低人工成本。
本发明所采用的技术方案如下:
一种树脂基纤维复合材料部件表面高光制品快速成型工艺,包括如下步骤:
一、布置防粘膜:根据制件面积计算所需防粘膜的面积,将防粘膜通过吸塑机吸附在模具型腔内壁上;
二、成型:将预浸料铺放在防粘膜表面,注塑工况中,将熔融塑料注入模具中,合模后,放入热压罐或热压机中固化成型;
三、脱模:开模后,对固化成型产品进行脱模,脱模后的成品与塑料膜自然分开。
防粘膜的厚度根据型腔结构调节,防粘膜厚度范围为0.3-1mm。
所述防粘膜吸附过程中控制因素包括吸附压力、周围温度,吸附压力范围为2kpa-5kpa,周围温度范围40℃-300℃。
防粘膜吸附过程采用一次吸附或二次吸附,二次吸附过程包括粗吸、二次精确吸附,粗吸的吸力小于精确吸附的吸力。
二次精确吸附过程中,模具周边增大吸力。
所述防粘膜表面喷涂脱模剂。
注塑成型过程适用于干布注射树脂,或适用于短切纤维-树脂混合液。
干部注射树脂成型过程包括:纤维干布置于型腔中,合模后,将模具接入RTM注射设备中进行树脂注射,按照树脂固化工艺将制件进行加热固化。
预浸料为热固性预浸料,采用碳纤维预浸料、玻纤预浸料或芳纶预浸料,干布采用碳纤维干布、玻纤干布或芳纶干布,注射的热固性树脂为环氧树脂、双马树脂、乙烯基树脂或酚醛树脂,注射的热塑性树脂为PP、PC或PPS,防粘膜根据实际固化温度选择尼龙、聚酰亚胺塑料膜,或耐温高于热固性树脂固化温度、热塑性树脂热熔温度的塑料膜,模具型腔内壁为高光表面。
本发明的有益效果如下:
本发明提出了一种新的树脂基复合材料制备方法,即将防粘膜通过吸塑机将其吸附在模具表面,不需要对模具的粗糙度有较高的要求,可以制作出高光型面的产品,既降低了模具加工成本又降低了生产成本,且不需要为了脱模反复在模具表面人工用抹布打脱模剂,且产品脱模后无需像现有在模具制备的需要进行模具清除树脂残留等操作,只要在塑料膜表面喷一层,甚至对于曲率比较大的制件无需打脱模剂,这样既降低了成本,也减少了打磨及脱模剂对环境和人的影响。
由于本发明是适用于热固性塑料的成型工况,因此基于热固性塑料和热塑性塑料的粘接性不强这一特性,对于一些形状结构较为简单的模具,甚至可以免去喷涂脱模剂这一步骤,而且不影响脱模效果,减少脱模剂的用量,保护环境。
附图说明
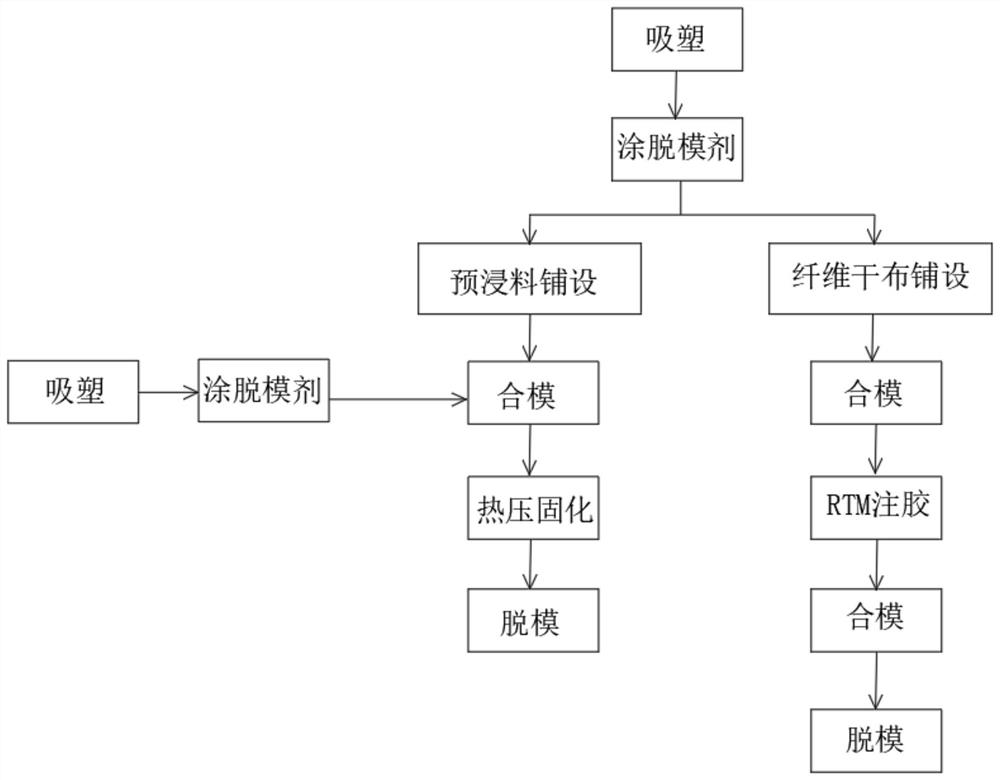
图1为本发明的工艺流程图。
图2为本发明的模具结构示意图。
其中:1、阳模;2、阴模;3、防粘膜;4、制件。
具体实施方式
下面结合附图,说明本发明的具体实施方式。
如图1所示,本实施例的树脂基纤维复合材料部件表面高光制品快速成型工艺,适用于热固性塑料产品的成型,包括如下步骤:
一、布置防粘膜:根据制件面积计算所需防粘膜的面积,将防粘膜通过吸塑机吸附在模具型腔内壁上;根据制件面积计算防粘膜面积即计算制件或型腔内壁表面积,通常根据各个小面积的总和求得,为现有技术,在此不做赘述;吸塑通过将模具固定在吸塑平台上,对模具型腔施加吸力,将防粘膜吸在型腔内壁。本实施例中,防粘膜采用塑料膜。
二、成型:将预浸料铺放在防粘膜表面,注塑工况中,将熔融塑料注入模具中,合模后,放入热压罐或热压机中固化成型;
三、脱模:开模后,对固化成型产品进行脱模,脱模后的成品与塑料膜自然分开。
防粘膜的厚度根据型腔结构调节,防粘膜厚度范围为0.3-1mm。本实施例中可选节点值为0.3mm、0.5mm、0.7mm、1mm,具体厚度根据型腔内壁的复杂程度和制件形状来选取,防粘膜吸附在需要高光表面的模具型腔内壁。
防粘膜吸附过程中控制因素包括吸附压力、周围温度,吸附压力范围为2kpa-5kpa,周围温度范围40℃-300℃。防粘膜厚度越厚、所成型的产品表面形状越复杂,则所需吸力越大,防粘膜较薄、所成型产品表面形状越简单,则所需吸力越小。
由于防粘膜为热塑性材料,因此周围温度以能够软化防粘膜为准,具体按照防粘膜材质的软化温度决定,可选节点值40℃、100℃、150℃、250℃等。
防粘膜吸附过程采用一次吸附或二次吸附,一次吸附适用于形状简单的产品,形状复杂的产品多采用二次吸附。二次吸附过程包括粗吸、二次精确吸附,粗吸的吸力小于二次精确吸附的吸力,因为二次精确吸附时,需要将防粘膜吸附到尺寸更小的角落中。
为了便于控制防粘膜的位置,以及为了便于将防粘膜牢牢固定在模具型腔内壁,二次精确吸附过程中,模具周边增大吸力。
防粘膜表面喷涂脱模剂。脱模剂相当于优化措施,作为产品的热固性材料和作为防粘膜的热塑性材料之间本不易粘连,少量脱模剂是为了提高脱模效率。
注塑成型过程适用于干布注射树脂,或适用于短切纤维-树脂混合液。
干部注射树脂成型过程包括:纤维干布置于型腔中,合模后,将模具接入RTM注射设备中进行树脂注射,按照树脂固化工艺将制件进行加热固化。
预浸料为热固性预浸料,采用碳纤维预浸料、玻纤预浸料或芳纶预浸料,干布采用碳纤维干布、玻纤干布或芳纶干布,注射的热固性树脂为环氧树脂、双马树脂、乙烯基树脂或酚醛树脂,注射的热塑性树脂为PP、PC或PPS,防粘膜根据实际固化温度选择尼龙、聚酰亚胺塑料膜,或耐温高于热固性树脂固化温度、热塑性树脂热熔温度的塑料膜,模具型腔内壁为高光表面。
如图2所示,为本发明的模具合模示意图,模具的尺寸是在产品基础上让出塑料膜的厚度。图2所示为一面高光要求的产品成型过程,因此只需要模具型腔的其中一面上设置防粘膜,本实施例中在阴模上进行吸塑、布置防粘膜。如果产品两面均要求高光,则阴模、阳模的内壁均设置防粘膜;根据实际情况考虑在型芯上布置防粘膜,使得成型产品各壁面达到高光要求。
以上描述是对本发明的解释,不是对发明的限定,本发明所限定的范围参见权利要求,在本发明的保护范围之内,可以作任何形式的修改。
- 一种树脂基纤维复合材料部件表面高光制品快速成型工艺
- 一种快速制定树脂基复合材料成型工艺参数的设备及方法