一种复合材料蜂窝夹层件胶膜的铺放方法
文献发布时间:2023-06-19 10:52:42
技术领域
本发明属于复合材料制造领域,涉及一种复合材料蜂窝夹层件胶膜的铺放方法。
背景技术
复合材料蜂窝夹层件具有较高的刚度及减重效果,在航空制造业上广泛应用。一般的蜂窝夹层件是由上、下两层薄薄的蒙皮中间夹一块蜂窝芯组成一种坚硬的结构,在蜂窝芯与上、下两层蒙皮之间铺放胶膜增加蜂窝与蒙皮之间的结合力,如图1。
在产品设计的铺层中,胶膜仅覆盖蜂窝所在区域,即胶膜与蜂窝边缘平齐。很多国产胶膜铺覆性较差,常温铺放时没有延展性,而且表面黏度较低,在蜂窝表面铺放后自动回缩、卷曲,与蜂窝表面不贴靠。胶膜上继续铺放上蒙皮会导致蜂窝夹层件固化后上蒙皮表面形成难以消除的褶皱,如图2,影响零件的交付。
发明内容
本发明提出一种复合材料蜂窝夹层件胶膜的铺放方法,有效防止蜂窝上胶膜铺放后回缩、卷曲,同时增加胶膜与上蒙皮的结合力,有效保证制件的产品质量和工艺稳定性,从而实现蜂窝夹层件精准制造。
本申请提供一种复合材料蜂窝夹层件胶膜的铺放方法,所述方法包括:
在成型工装(1)上依次铺放下蒙皮(2)的所有布层;
在下蒙皮(2)上铺放胶膜(4),贴合好后糊制真空袋;
在胶膜(4)上铺放蜂窝(3),贴合好后糊制真空袋;
在蜂窝(3)上铺放胶膜(4),胶膜(4)的边缘在覆盖蜂窝(3)后,再与下蒙皮(2)的预浸料有预设长度的搭接区域;
在抽真空的状态下,将铺放好的制件铺层,送固化炉加热,并保温N小时;
N小时后,制件铺层出炉,并在15分钟内将制件铺层返回洁净间,继续铺放上蒙皮(5)的所有布层;
铺层结束后糊制真空袋,采用热压罐进行固化。
优选的,在成型工装(1)上依次铺放下蒙皮(2)的所有布层之前,方法还包括:
用丁酮擦洗成型工装(1)表面,确保成型工装(1)表面无尘无杂质。
优选的,所述在成型工装(1)上依次铺放下蒙皮(2)的所有布层,具体包括:
在成型工装(1)上铺放下蒙皮(2)的第一层,下好的预浸料除去一面保护膜,使该面与成型工装(1)工作面完全贴合,糊制真空袋抽真空预压实;
铺放下蒙皮(2)所有布层,下好的预浸料除去一面保护膜,使该面与成型工装工作面贴合好,每铺放2~3层后糊制真空袋抽真空预压实。
优选的,所述糊制真空袋的抽真空时间为30分钟,真空度为0.05—0.09MPa。
优选的,胶膜(4)与下蒙皮(2)的预浸料有10㎜的搭接量。
优选的,方法还包括:
压实胶膜(4)与下蒙皮(2)的搭接区域,并糊制真空袋。
优选的,所述固化炉的温度为60℃。
优选的,保温N小时具体为:保温1小时。
综上所述,本发明提出一种复合材料蜂窝夹层件胶膜的铺放方法,实现了不改变设计结构及重量的条件下完成了蜂窝夹层件胶膜的顺利铺放,避免由于胶膜卷曲和回缩导致胶膜上的蒙皮固化后产生褶皱,成型后的零件内表面光滑平整,且无损检测合格及称重的要求。
附图说明
图1为现有技术中的蜂窝夹层件胶膜铺放示意图;
图2为现有技术中的胶膜回缩、卷曲后表面产生褶皱的示意图;
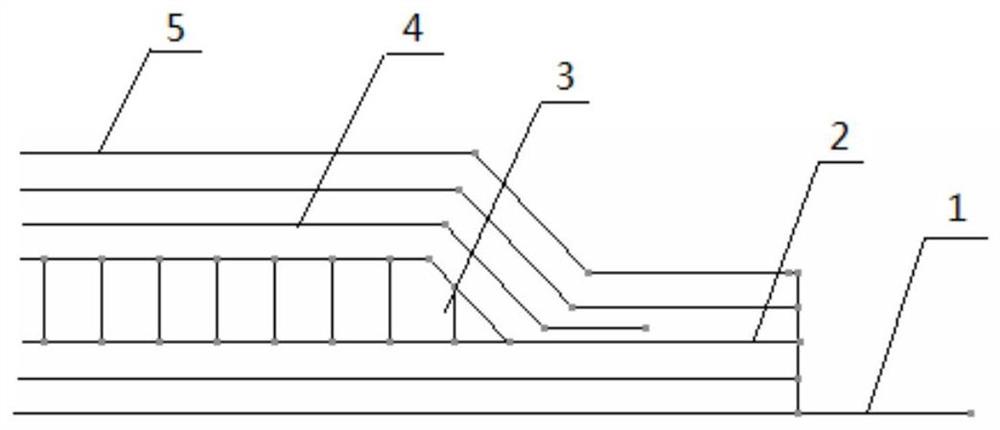
图3为本申请提供的胶膜与下蒙皮搭接后的示意图;
图4为本申请提供的蜂窝夹层件示意图;
其中:1-成型工装、2-下蒙皮、3-蜂窝、4-胶膜、5-上蒙皮。
具体实施方式
本发明设计了一种复合材料蜂窝夹层件胶膜的铺放方法。常规的胶膜边界与蜂窝边界平齐,但蜂窝表面没有黏性,而胶膜常温状态下黏性较差,在蜂窝上表面铺放胶膜后,胶膜得不到固定,所以产生回缩。本发明是在铺放胶膜时,把胶膜的边界覆盖蜂窝所在区域后,在延伸到蜂窝下方的预浸料上10㎜,借助预浸料上树脂的黏度暂时固定胶膜,在此状态下,糊制真空袋,真空度不低于-0.05MPa,抽真空20分钟,然后将制件送进固化炉,固化炉提前预热到60℃,制件送入后保温1小时。出炉后,在15分钟内回到空调间,在增加胶膜表面黏度的基础上继续铺放蒙皮。
以下将结合附图和实例对本发明的技术方案进一步详述:
实施例一:
蜂窝夹层件蜂窝厚度为20mm,蜂窝角度为30°,结构如图3-4所示。
1、成型工装(1)表面准备,用丁酮擦洗成型工装,确保表面无尘无杂质;
2、所有铺层材料,包括成型工装(1)、下蒙皮(2)、蜂窝(3)、胶膜(4)、上蒙皮(5)准备完毕,对于从冷库中取出的材料,例如下蒙皮(2)、蜂窝(3)、胶膜(4)、上蒙皮(5)应在流程卡记录出库及常温有效期;
3、在成型工装(1)上铺放下蒙皮(2)的第一层,下好的预浸料除去一面保护膜,使该面与成型工装工作面完全贴合。糊制真空袋抽真空预压实,抽真空30分钟,真空度为0.05—0.09MPa;
实际应用中,下蒙皮(2)的布层数量,根据需要确定,本发明对此不作具体限定。
4、铺放下蒙皮(2)所有布层,下好的预浸料除去一面保护膜,使该面与成型工装工作面贴合好,每铺放2—3层后糊制真空袋抽真空预压实,抽真空30分钟,真空度为0.05—0.09MPa;
5、下蒙皮(2)铺好后,铺放胶膜(4),贴合好后糊制真空袋,抽真空30分钟,真空度为0.05—0.09MPa;
6、在胶膜(4)上铺放蜂窝(3),贴合好后糊制真空袋,抽真空30分钟,真空度为0.05—0.09MPa;
7、在蜂窝(3)上铺放胶膜(4),使胶膜(4)的边缘在覆盖蜂窝(3)后再与下蒙皮(2)的预浸料有10㎜的搭接量。压实搭接区域,糊制真空袋,抽真空30分钟,真空度为0.05—0.09MPa;
8、在抽真空的状态下,将铺放好的制件铺层,包括成型工装(1)、下蒙皮(2)、蜂窝(3)、胶膜(4),送固化炉,固化炉提前预热到60℃,制件送入后保温1小时;
9、1小时后,制件铺层出炉并在15分钟内将制件铺层返回洁净间继续铺放上蒙皮(5)的预浸料的第一层,下好的预浸料除去一面保护膜,使该面与成型工装工作面贴合好,贴合好后糊制真空袋,抽真空30分钟,真空度为0.05—0.09MPa;
10、抽真空结束后,继续铺放上蒙皮(5)的剩余铺层。
11、铺层结束后糊制真空袋,采用热压罐进行固化。
综上所述,本发明提出一种复合材料蜂窝夹层件胶膜的铺放方法,实现了不改变设计结构及重量的条件下完成了蜂窝夹层件胶膜的顺利铺放,避免由于胶膜卷曲和回缩导致胶膜上的蒙皮固化后产生褶皱,成型后的零件内表面光滑平整,且无损检测合格及称重的要求。
- 一种复合材料蜂窝夹层件胶膜的铺放方法
- 一种蜂窝夹层结构复合材料零件灌封装置及方法