LED铝基板镀镍银结构和镀镍银LED铝基板制造方法
文献发布时间:2023-06-19 10:55:46
技术领域
本发明涉及电路板制造领域,特别涉及一种LED铝基板镀镍银结构和镀镍银LED铝基板制造方法。
背景技术
目前市场上部分LED铝基板,表面处理是OSP,化学镀镍金,喷锡等,但其有一缺点,其反光率相对不足,所需的功率更大,耗电更多。镀镍银LED铝基板反光性能更好,而反光性能主要是控制白油与银面的反光率,此类铝在板功率不需要太大,能更加省电,放热也更加少,对LED的寿命更有保障。
发明内容
本发明提供了一种LED铝基板镀镍银结构和镀镍银LED铝基板制造方法,以解决至少一个上述技术问题。
为解决上述问题,作为本发明的一个方面,提供了一种LED铝基板镀镍银结构,包括:基板,所述基板的外边缘形成有矩形的铜皮,所述基板上形成有多条水平的第一电镀引线和多条竖直的第二电镀引线,所述多条第一电镀引线和多条第二电镀引线相互交叉形成网格状结构,所述第一电镀引线和第二电镀引线的两端均与所述铜皮电连接,所述网格状结构中的一个网格内设置有待镀镍银的焊盘,所述焊盘通过第三电镀引线与最邻近所述焊盘的一条第一电镀引线或第二电镀引线电连接。
本发明还提供了一种镀镍银LED铝基板制造方法,包括:将需要电镀镍银的焊盘引出电镀引线,将电镀引线全部引到板边,板边的四周都是宽约10mm的铜皮,以使电镀夹具能够与产品完全接触,确保电流更均匀。
优选地,包括镀镍银生产步骤:
镀镍银前,先在前处理线用800-1000#尼龙刷进行磨刷,镍缸使用硫酸镍,药水浓度要求:硫酸镍:250-350g/L;氯化镍:40-50g/L;硼酸:35-45g/L及添加剂,添加剂的添加量大约200ml/KAH;
镍缸温度控制50-60℃、PH值3-4、电流密度1.8-2.2A/dm2;镍层厚度约3-6um;完成镀镍经两道水洗,马上电镀银,采用无氰电镀银的方法;
电镀银缸药水浓度:硝酸银20-50g/L、醋酸铵60-80g/L、烟酸70-100g/L、碳酸钾50-80g/L、氢氧化钾50-70g/L及添加剂,PH值为8-10,银层厚度0.2-0.5um,电流密度0.3-0.5A/dm2。
优选地,包括阻焊白油生产步骤:
丝印白油前,先经过前处理水洗,全部采用DI水,避免杂质造成银面氧化;
阻焊无尘室洁净度达10万级以上;
烤箱清洁时,要先用无尘布擦四边、托架及送风口,并且把送风口的网纱更换,最后在烤箱两边贴粘尘纸,开机循环过滤半小时,粘尘纸上干净无异物方可烤LED铝基板产品;
采用丝网印刷,可以使用全自动机,也可使用半自动丝印机,网纱规格:36-51T,刮刀硬度:55-75度。印刷出来,湿油厚度:50-80um;
丝印后的板禁止把两架板叠起来静置,避免上架的垃圾掉到下架,静置15-30分钟;
预烤板:75℃X(25-30)分钟,时间不能短,否则曝光时会有菲林印,造成白油反光效果变差,也不可加长时间,否则油墨会显影不干净;
曝光时,先把菲林开孔,保证抽气效果,避免曝光不良;
最后烤板:80℃X30分钟+110℃X30分钟+150℃X50分钟,分段烤板,使油墨彻底固化,时间不能延长,否则白油会发黄,影响反光性能。
优选地,包括机加工步骤:
钻孔时,铝面向上钻,铝基板的下面要放白色垫板,上面要盖白色盖板,使用双刃钻咀,工艺参数:下刀速1.5-3m/min、退刀速8-10m/min、转速20-25KRPM、切削量0.1-0.2mm/圈、钻刀寿命300-500孔/支、叠板数1PNL/叠;
锣板工序使用涂层双刃锣刀,工艺参数:下刀速2-5m/min、退刀速10-15m/min、转速15-25KRPM、锣刀寿命5-10m/支、叠板数1PNL/叠。
优选地,为了进行银面保护:
电镀镍银后,使用塑胶盒装板流转,每个盒子只装1块板,避免板与板之间摩擦造成银面擦花;
电镀镍银后,整个流程操作,要戴无硫手套,防止硫元素造成银面变色。
由于采用了上述技术方案,本发明可以更好地控制白油品质与镀镍银层的品质,确保其反光效果。
附图说明
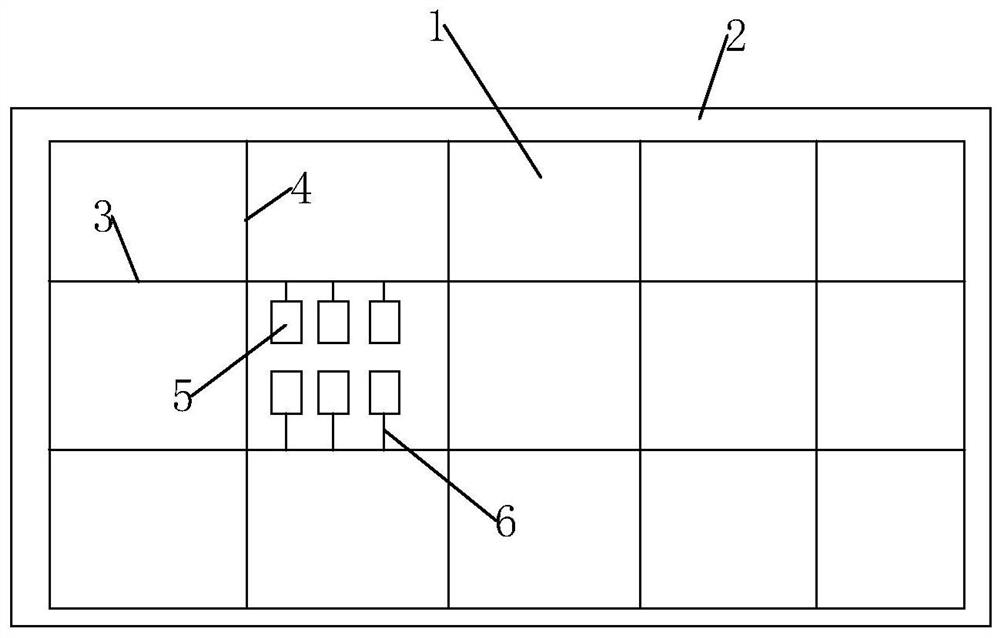
图1示意性地示出了本发明中的LED铝基板镀镍银结构的结构示意图。
图中附图标记:1、基板;2、铜皮;3、第一电镀引线;4、第二电镀引线;5、焊盘;6、第三电镀引线。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
本发明提供了一种LED铝基板镀镍银结构,包括:基板1,所述基板1的外边缘形成有矩形的铜皮2,所述基板1上形成有多条水平的第一电镀引线3和多条竖直的第二电镀引线4,所述多条第一电镀引线3和多条第二电镀引线4相互交叉形成网格状结构,所述第一电镀引线3和第二电镀引线4的两端均与所述铜皮2电连接,所述网格状结构中的一个网格内设置有待镀镍银的焊盘5,所述焊盘5通过第三电镀引线6与最邻近所述焊盘5的一条第一电镀引线3或第二电镀引线4电连接。
本发明中的镀镍银LED铝基板制造方法的关键技术要点主要涉及以下几方面:(1)、工程设计;(2)、镀镍银生产;(3)、阻焊白油生产技术;(4)、机加工技术(钻孔与成型);(5)、银面保护。
下面,分别对上述几个方面进行详细说明。
(1)、工程设计
A、因为电镀镍银需要外加电流,因此工程设计时,需要电镀镍银的焊盘,都要引出电镀引线,电镀引线大小为:1.5-3mm即可,导线太小容易造成电流过大,导致烧焦发黑,影响到镍银层的品质。
B、电镀引线全部引到板边,板边的四周都是宽约10mm的铜皮,此为了电镀夹具与产品完全接触,确保电流更均匀。
(2)镀镍银生产
A、镀镍银前,先在前处理线用800-1000#尼龙刷进行磨刷,不能用太粗的磨刷研磨,目的是将铜面磨得更光滑,使得镍层与银层更光滑,如果研磨不好,可能导致镍层银层色差,影响反光效果。
B、电镀镍主要是镀光亮镍,镍缸使用硫酸镍,药水浓度要求:硫酸镍:250-350g/L;氯化镍:40-50g/L;硼酸:35-45g/L及添加剂,添加剂的添加量大约200ml/KAH(每1000安培小时添加200毫升)。
C、镍缸温度控制:50-60℃;PH值控制:3-4;电流密度要求:1.8-2.2A/dm
D、镍层要求紧密细致,不能粗糙,厚度约3-6um。
E、完成镀镍经两道水洗,马上电镀银,采用无氰电镀银的方法,
F、电镀银缸药水浓度要求硝酸银20-50g/L;醋酸铵:60-80g/L;烟酸:70-100g/L;碳酸钾:50-80g/L;氢氧化钾:50-70g/L及添加剂,PH:8-10,银层厚度:0.2-0.5um,电流密度:0.3-0.5A/dm
(3)阻焊白油生产技术
A、丝印白油前,先经过前处理水洗,全部采用DI水,避免杂质造成银面氧化。
B、阻焊无尘室洁净度达10万级以上。
C、烤箱清洁时,要先用无尘布擦四边、托架及送风口,并且把送风口的网纱更换,最后在烤箱两边贴粘尘纸,开机循环过滤半小时,粘尘纸上干净无异物方可烤LED铝基板产品。
D、采用丝网印刷,可以使用全自动机,也可使用半自动丝印机,网纱规格:36-51T,刮刀硬度:55-75度。印刷出来,湿油厚度:50-80um。
E、丝印后的板,禁止把两架板叠起来静置,避免上架的垃圾掉到下架,静置15-30分钟。
F、预烤板:75℃X(25-30)分钟,时间不能短,否则曝光时会有菲林印,造成白油反光效果变差,也不可加长时间,否则油墨会显影不干净。
G、曝光时,先把菲林开孔,保证抽气效果,避免曝光不良。
H、最后烤板:80℃X30分钟+110℃X30分钟+150℃X50分钟,
分段烤板,使油墨彻底固化,时间不能延长,否则白油会发黄,影响反光性能。
(4)机加工技术
A、钻孔时,铝面向上钻,铝基板的下面要放白色垫板,上面要盖白色盖板。使用双刃钻咀,特别的参数[下刀速(1.5-3m/min)、退刀速(8-10m/min)、转速(20-25KRPM)、切削量(0.1-0.2mm/圈)、钻刀寿命(300-500孔/支)、叠板数(1PNL/叠)]。
B、锣板工序:使用涂层双刃锣刀,工艺参数包括:[下刀速(2-5m/min)、退刀速(10-15m/min)、转速(15-25KRPM)、锣刀寿命(5-10m/支)、叠板数(1PNL/叠)],锣出来的板不能有披锋,大小要符合要求。
(5)银面保护
A、电镀镍银后,使用塑胶盒装板流转,每个盒子只装1块板,避免板与板之间摩擦造成银面擦花。
B、电镀镍银后,整个流程操作,要戴无硫手套,防止硫元素造成银面变色。
生产此铝基板时,重点控制白油品质与镀镍银层的品质,确保其反光效果。
在一个具体的实施例中,本发明中的方法包括以下步骤,上边所述的各关键工艺步骤分别应用于下面相应的步骤中:
步骤1、铝基板来料:根据产品的性能要求,购买相应的铝基板,其导热系数,铜厚,介质厚都要符合客户要求,其尺寸一般是:18X24inch或20X24inch,不需要开料,可直接下线
步骤2、图形转移:根据客户的资料,把图形从底片转移到工作板上去,品质要点:线宽/距必须合格。
步骤3、蚀刻:利用酸性的腐蚀药水(次氯酸钠、盐酸、添加剂),把客户需要的图形全部腐蚀出来,该工序品质要重点控制,线宽/线距必须控制在合格区。
步骤4、镀镍银:在图形上先镀上一层镍,然后再镀上一层银,重点品质控制:镍厚、银厚、银面反射率。
步骤5、阻焊:根据客户的资料,在表面丝印上一层白色油墨,品质要点:油墨厚度要符合客户要求,反射率达到一定标准。
步骤6、字符:利用网版或字符喷墨机将客户的一些标识字母、图形及公司Logo印上去、便于终端客户的识别;品质要点:字体不允许模糊不清。
步骤7、钻孔:该工序目的是在板面上钻出通孔,便于客户装配,在该工序,钻孔品质要严格控制,不能有披锋、毛刺。
步骤8、成型:利用数控锣机或CNC把有效单元生产出来。品质要点:外形尺寸必须符合要求,板边不可有毛刺、披锋。
步骤9、测试:对产品进行开短路测试,如发现有开短路,需报废处理
步骤10、高压测试:对产品进行高压测试,如发现高压失效,需报废处理。
步骤11、反射率测试:对产品的白油进行反射率测试,要求>75%;对银面进行反射率测试,要求>95%,反射率不合格的,要报废处理。
步骤16、外观检查:根据IPC标准或客户标准对产品进行检查,合格的板即可包装。
17、包装:根据客户要求的包装方式进行包装,一般有热塑包装与铝箔包装两种。
通过上述技术方案,本发明可以达到以下技术效果:
(1)白油表面无异物,无水印,反光性能达到客户要求。
(2)镀镍层细致紧密,无粗糙,银层光亮无污染,反光性能达到客户要求。
(3)钻孔、成品锣槽/外形平滑无毛刺。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- LED铝基板镀镍银结构和镀镍银LED铝基板制造方法
- LED铝基板镀镍银结构