飞行器涡轮机的直接整合耐磨部分并具有吸音性质的风扇壳体
文献发布时间:2023-06-19 10:58:46
技术领域
本发明涉及飞行器涡轮机的风扇壳体。本发明还涉及一种包括这种壳体的飞行器涡轮机,诸如涡轮喷气发动机。本发明还涉及一种用于制造这种壳体的方法。
背景技术
现有技术特别是包括专利申请FR-A1-2 975 735、FR-A1-3 048 024、FR-A1-3 059044和EP-A1-1 918 200。
诸如涡轮喷气发动机之类的飞行器涡轮机通常包括被风扇壳体包围的风扇。该风扇壳体特别是限定了允许空气进入涡轮机的管道,并且该风扇壳体的主要功能是在碎屑吸入或风扇叶片损耗的情况下确保保持。
为了保护风扇的旋转叶片,存在一种其中一部分衬有由耐磨材料制成的元件的风扇壳体。图1示出了一体式风扇壳体1,该风扇壳体1具有面向风扇的旋转叶片3的耐磨材料元件2。
然而,这种壳体不包括用于减少由涡轮机产生的噪声排放的吸音元件。
为了减少这些噪声排放,如图2和图3所示,风扇壳体10可以具有壁12,该壁12的内部面覆盖有吸音衬里20。吸音衬里20可以包括基本上环形的吸音罩22(如图4a所示),或围绕壁12的内周分布的、呈环形部分(如图4b所示)的形状的多个吸音面板24,例如六个面板。如图2和图3所示,壳体10还包括与风扇叶片36的尖端相对地布置的耐磨衬里30。耐磨衬里30包括围绕壁12的内周分布并且衬有耐磨材料的、呈环形部分(如图4c所示)的形状的多个耐磨片条(cartouches)32,例如五个片条。
然而,这些耐磨的且吸音的衬里是昂贵的,因为它们是专门为风扇壳体设计、开发和制造的,这增加了壳体本身的制造成本。
此外,当设计各种吸音元件时,可以看出,这些元件之间的界面以及间隙的设计限制了可能性和吸音性能。例如,在吸音面板中存在几何和装饰上的不符合,这与制造它们的不同材料有关。
此外,在将吸音衬里组装到壳体上时,特别是在构成吸音衬里的各个元件之间的干扰方面会遇到困难。例如,在用于将吸音衬里附接到壳体的螺栓连接处可能会产生静态的过应力,或者可能会发生布置在构成吸音衬里的各个元件之间的接合部的异常压缩。
本发明特别是旨在为这些问题提供一种简单、经济和有效的解决方案,从而使得可以避免已知技术的缺点。
特别地,本发明使得可以提供一种具有由耐磨材料制成的元件和具有吸音性质的元件的一体式风扇壳体。
发明内容
为此,本发明涉及一种用于飞行器涡轮机,诸如涡轮喷气发动机的风扇壳体,所述壳体包括一体式环形主体,所述主体包括径向内部环形表面,该径向内部环形表面的第一环形部分由耐磨材料制成,其特征在于,所述内部表面的第二环形部分包括赋予所述第二部分吸音性质的盲孔。
根据本发明,耐磨材料是当与风扇的旋转叶片发生接触时优先于该叶片磨损的材料。
为了本发明的目的,具有吸音性质的部分是被配置为至少部分地吸收风扇在运行中所发出的噪声的部分,从而限制对飞行器乘客的噪声污染。
根据本发明,盲孔对应于风扇壳体的主体中的非贯通穿孔。
有利地,将吸音功能直接整合在风扇壳体上简化了壳体及其组装,并因此减少了其组装时间。
这还使吸音功能对具有吸音性质的部分的机械特性的影响最小化,同时保持了壳体确保涡轮机的中间壳体与进气管道之间的机械连续性的能力。消除了吸音衬里的各个元件之间的界面和间隙,从而实现了更好的空气动力学连续性,并在性能上有增益。
此外,这通过减少可能部件的损耗或吸入而降低了所述壳体发生故障的可能性。
这也使壳体的直径及其质量减小了约30%。因此,对于相等的壳体质量,壳体的厚度可以增加,从而使得能够更好地抵抗碎屑或风扇叶片的滞留。此外,这使得能够优化声源与吸音处理件之间的距离。
此外,这确保了次级流的空气动力学管路的几何形状。
有利地,壳体中的盲孔使得能够吸收声波。可以根据声衰减要求来改变孔的深度、位置和直径。
所述主体优选地由三维编织复合材料制成。例如,主体可以由碳纤维织物制成。
在本发明的意义上,三维编织复合材料是通过三维编织获得的材料。
尤其是与由诸如钢或钛的金属材料制成的壳体相比,这有利地使得能够减小壳体的质量。
替代性地,主体可以由金属材料通过增材制造制成。
特别是当主体由三维编织复合材料制成时,第一环形部分可以衬有由耐磨材料制成的环形元件。
替代性地,特别是当主体通过增材制造制成时,第一环形部分可以直接由耐磨材料制成。
优选地,所述内部表面的第三环形部分包括赋予所述第三部分吸音性质的盲孔。所述第二部分和第三部分可以分别位于所述第一部分的上游和下游,涡轮机中的气流方向被限定为从上游到下游。
声衰减的最重要特征是开口面积百分比(POA),该开口面积百分比由具有吸音性质的部分中的盲孔的直径和位置确定。
所述第二部分的盲孔和第三部分的盲孔可以具有不同的尺寸和/或横截面和/或布置。这有利地能够使在壳体的具有吸音性质的不同部分之间具有不同的开口面积百分比。
所述第二部分的盲孔可以具有小于所述第三部分的直径的直径。
所述第二部分的盲孔可以沿着所述壳体的纵向轴线(被称为第一轴线)间隔开一距离,该距离小于所述第三部分的盲孔之间沿着所述第一轴线的距离。所述第一部分的盲孔可以沿着与第一轴线正交的轴线(称为第二轴线)间隔开大于所述第三部分的盲孔之间沿着所述第二轴线的距离的距离。
有利地,第二部分的开口面积百分比小于第三部分的开口面积百分比。
本发明还涉及一种飞行器涡轮机,诸如涡轮喷气发动机,该飞行器涡轮机包括:
-风扇,该风扇包括旋转叶片,以及
-根据本发明的风扇壳体,风扇布置在所述壳体中,所述第一部分和所述元件围绕所述叶片延伸。
本发明还涉及一种根据本发明的风扇壳体的制造方法,该方法包括:
-编织纤维织构件以形成三维编织复合材料的所述主体,
-将所述纤维织构件在基本上具有所述壳体的形状的模具上缠绕至少一圈,以形成基本上具有所述壳体的形状的预制件,
-通过相反形状件闭合所述模具,
-将树脂注入所述模具中,以及
-在所述模具中使所述树脂聚合,以获得由三维编织复合材料制成的所述壳体。
根据一个实施例,所述制造方法包括:
-在将所述树脂注入所述模具中之前,将针状件插入所述预制件的至少一部分中,该至少一部分对应于所述第二部分和/或所述第三部分,以及
-在使所述树脂聚合期间,从所述预制件移出所述针状件,以便在所述第二部分和/或所述第三部分中获得盲孔。
根据另一实施例,所述制造方法包括:
-在使所述树脂聚合之后,在所述壳体的所述第二部分和/或所述第三部分中钻出盲孔。
附图说明
当阅读以下作为非限制性示例并参照附图进行的描述时,将更好地理解本发明,并且本发明的其他细节、特征和优点将更加清楚地显现,在附图中:
-图1是根据现有技术的风扇壳体的半轴向截面图,
-图2和图3分别是根据现有技术的风扇壳体的一部分的半轴向视图和透视图,
-图4a、图4b和图4c分别是图2和图3的风扇壳体的吸音罩、吸音面板和耐磨面板的透视图,
-图5是根据本发明的涡轮机的非常示意性的透视图,
-图6a和图6b分别是根据本发明的风扇壳体的一部分的半轴向视图和透视图,
-图7是图6b的风扇壳体的一部分的截面图,
-图8a和图8b分别是根据本发明的风扇壳体的第二部分和第三部分中的盲孔的非常示意性视图,
-图9a和图9b是用于制造根据本发明实施例的风扇壳体的方法的流程图,以及
-图10是实施用于制造根据本发明的风扇壳体的方法的机器的示意图。
具体实施方式
本发明涉及飞行器涡轮机,例如涡轮喷气发动机。
如图5所示,这种涡轮机100沿气流方向从上游到下游包括:布置在涡轮机入口处的风扇102;至少一个压缩机104,在这里是低压压缩机和高压压缩机;燃烧室106;低压涡轮108和高压涡轮110。涡轮108和110通过相应同轴的轴分别联接到压缩机104和风扇102。风扇102包括旋转叶片112,并且被风扇壳体200包围。
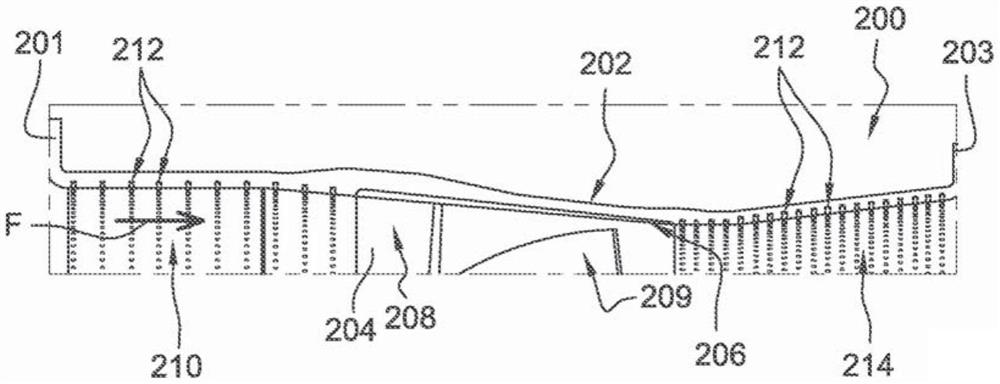
在图6a、图6b和图7中示出了根据本发明的风扇壳体200。壳体200包括一体式环形主体202,该主体202沿着涡轮机的纵向轴线纵向延伸,该纵向轴线在图5中被示为A1。主体202可以由三维编织复合材料制成。主体202可以由金属材料通过增材制造制成。壳体可以具有在其上游轴向端部处的凸缘201和在其下游轴向端部处的凸缘203。凸缘201、203使得能够安装壳体200。
主体202包括相对于壳体200的伸长轴线的径向内部环形表面206。
为了本发明的目的,“径向内部环形表面”是指壳体的相对于壳体200的伸长轴线(并因此是相对于涡轮机100的轴线)位于壳体的内部的环形表面。相反,“径向外部环形表面”是指壳体的相对于壳体200的伸长轴线(并因此相对于涡轮机100的轴线)位于壳体的外部的环形表面。径向内部环形表面比径向外部环形表面在径向上更靠近壳体的伸长轴线。
径向内部环形表面206具有耐磨材料的第一部分208。第一部分208被构造成围绕风扇的叶片209延伸。
例如,当主体202由三维编织复合材料制成时,壳体200可具有耐磨材料的环形元件204。第一环形部分208可以衬有元件204。特别地,第一部分208和元件204可以被构造成围绕风扇的叶片209延伸。
例如当主体202由金属材料通过增材制造制成时,第一环形部分208可以直接由耐磨材料制成。
第一部分208位于远离凸缘201、203的地方。
内部表面206还包括第二环形部分210,该第二环形部分210具有赋予第二部分210吸音性质的盲孔212。第二部分210位于上游凸缘201和第一部分208之间。
由耐磨材料制成的第一部分208和具有吸音性质的第二部分210可以是壳体200的整体部分。具体地,第一部分208和第二部分210可以不是被添加到壳体中,而是壳体以及第一部分208和第二部分210可以为一体件,特别是如果主体是由金属材料通过增材制造制成的情况下。
内部表面206还可以包括第三环形部分214,该第三环形部分214具有赋予该第三部分214吸音性质的盲孔212。第三部分214位于第一部分208和下游凸缘203之间。
特别地,第一部分208、第二部分210和第三部分214可以是壳体200的整体部分。第一部分208、第二部分210和第三部分214可以不是被添加到壳体中,而是壳体以及第一部分208、第二部分210和第三部分214可以为一体件,特别是在主体是由金属材料通过增材制造而制成的情况下。
如图6a和图6b所示,第二部分210和第三部分214分别位于第一部分208的上游和下游,涡轮机中的气流方向限定为从上游到下游,并且在图中6a由箭头F表示。换句话说,第一部分208布置在第二部分210和第三部分214之间。
在图8a和图8b中,第二部分210的盲孔212和第三部分214的盲孔212被示出为具有相对于纵向轴线A1在径向上为圆形的横截面。当然,第二部分中的盲孔和第三部分中的盲孔可具有任何横截面形状,包括圆形、椭圆形或多边形。
第二部分210中的盲孔212可具有与第三部分214中的盲孔212不同的横截面。
第二部分210中的盲孔212可具有与第二部分210中的其他盲孔212不同的横截面。类似地,第三部分214中的盲孔212的横截面可以与第三部分214中的其他盲孔212的横截面不同。
第二部分210中的盲孔212可以具有与第三部分214中的盲孔212不同的尺寸。
第二部分210中的一些盲孔212的尺寸(诸如直径或深度)可以与第二部分210中的其他盲孔212的尺寸不同。类似地,第三部分214中的一些盲孔212可以具有与第三部分214中的其他盲孔212不同的尺寸。
第二部分210中的盲孔212可以具有比第三部分214的直径小的直径。例如,在图8a中,第二部分210中的盲孔212的直径D2可以在壳体200的厚度的7%和13%之间。在图8b中,第三部分214中的盲孔212的直径D3可以在壳体200的厚度的10%至16%之间。
第二部分210中的盲孔212的深度可以比第三部分214中的盲孔212的深度浅。例如,壳体200的厚度在10mm至14mm之间,第二部分210中的盲孔212的深度可以在壳体200的厚度的7%至50%之间,并且第三部分214中的盲孔212的深度可以在壳体200的厚度的14%至60%之间。
第二部分210中的盲孔212可以具有与第三部分214中的盲孔212不同的布置。
例如,如图6a和图7所示,第二部分210中的盲孔212和第三部分214中的盲孔212可以对齐。如图8a和图8b所示,第二部分210中的盲孔212和第三部分214中的盲孔212可以以交错图案的方式布置。
第二部分210中的盲孔212可沿着壳体的纵向轴线(标记为A1)间隔开一距离,该距离小于第三部分214中的盲孔212之间沿着轴线A1的距离。例如,在图8a中,第二部分210中的盲孔212可以沿着轴线A1间隔开距离d1,该距离d1在直径D2的1.5倍至直径D2的2.5倍之间。在图8b中,第三部分214中的盲孔212可沿着轴线A1间隔开距离d11,该距离d11在直径D3的2.0倍与直径D3的3.5倍之间。
第二部分210中的盲孔212可以沿着与第一轴线正交的轴线(标记为A2)间隔开一距离,该距离大于第三部分214中的盲孔212之间沿着轴线A2的距离。例如,在图8a中,第二部分210中的盲孔212可以沿着轴线A2间隔开距离d2,该距离d2在直径D2的3.0倍至直径D2的4.0倍之间。在图8b中,第三部分214中的盲孔212可沿着轴线A2间隔开距离d12,该距离d12在直径D3的1.0倍和直径D3的2.0倍之间。
采用这种构造,第二部分210的开口面积百分比小于第三部分214的开口面积百分比。例如,第二部分210的开口面积百分比可以基本上等于6%,而第三部分214的开口面积百分比可以基本上等于9%。
本发明还涉及一种用于制造根据本发明的风扇壳体200的方法,该方法的步骤在图9a和图9b中示出。
该方法包括编织纤维织构件以形成三维编织复合材料的主体202的步骤S10。例如,纤维织构件由碳纤维织物制成。
当编织纤维织构件时,对纤维织构件的厚度进行调节以适应主体202的不同部分。特别地,纤维织构件的厚度取决于用于编织所述纤维织构件的编织图案。例如,在上游和下游凸缘处,预制件的厚度被成形为使得在静态具有良好的热机械强度,而预制件在主体的第二部分和第三部分处的厚度被成形为使得在动态具有良好的机械强度。与主体的第一部分的厚度相比,预制件在主体的第二部分和第三部分处的厚度减小。预制件在主体的第一部分的厚度被成形为使得在静态和动态条件下均具有良好的机械强度。
然后,该方法包括步骤S20:将纤维织构件在基本上具有壳体的形状的模具上缠绕至少一圈,以便形成基本上具有壳体的形状的预制件300。
例如,如图10所示,将纤维织构件在基本上圆柱形的模具302上缠绕四圈。特别地,模具302具有与要制造的壳体的轮廓相对应的轮廓。具体地,模具302具有外部表面304,该外部表面304的轮廓与要制造的壳体200的主体202的内部表面206相对应。将三维编织复合材料缠绕到模具302上以与模具的轮廓匹配。因此,预制件300具有基本上环形的形状。从储存芯轴306上解绕三维编织复合材料。预制件300在模具302上的缠绕方向由箭头E表示。
该方法还包括用相反形状件闭合模具的步骤S30。特别地,模具密闭防水。
然后,该方法包括将树脂注入模具中的步骤S40。例如环氧树脂的树脂使预制件致密化。将液态树脂注入模具内部,以浸渍预制件的整个三维编织复合材料。
该方法然后包括在模具中使树脂聚合以获得壳体的步骤。通过热处理,例如通过加热模具来进行聚合。
根据图9a中的流程图所示的实施例,该方法可以包括在步骤S40之前将针状件或销插入预制件的要被赋予吸音性质的部分或多个部分中的步骤S35。这些针状件用于形成盲孔。特别地,模具可以设置有可收回的或可移除的针状件,这些针状件可以伸到预制件的要被赋予吸音性质的部分中。
该方法然后可以包括在步骤S50期间将针状件从预制件上收回,以便在预制件的要被赋予吸音性质的部分或多个部分中获得盲孔的步骤S45。
优选地,将针状件插入,然后将其从壳体的主体的第二部分和第三部分移除。
根据如图9b的流程图所示的另一实施例,该方法可以包括在步骤S50之后在预制件的要被赋予吸音性质的部分或多个部分中钻出盲孔的步骤S60。优选地,在壳体的主体的第二部分和第三部分中钻出盲孔。
- 飞行器涡轮机的直接整合耐磨部分并具有吸音性质的风扇壳体
- 用于飞行器涡轮机的风扇壳体