补偿装置、卷绕冲槽机床及补偿位移控制方法
文献发布时间:2023-06-19 11:00:24
技术领域
本申请涉及电工设备(盘式电机冲槽)技术领域,具体而言,涉及一种补偿装置、卷绕冲槽机床及补偿位移控制方法。
背景技术
卷绕冲槽机床是用于在盘式电机钢带上等角度冲槽的设备,完成冲槽后的钢带需通过卷绕头卷绕成钢卷,在卷绕钢带的过程中,钢卷的直径不断增大,必须使卷绕头不断运动以补偿钢卷直径变化对冲槽槽形的影响。早期设备以阿基米德螺旋线为数学模型,采用斜导轨使钢卷沿斜导轨下落以做随机补偿,但采用这种补偿方式中钢卷的移动无法控制,给生产带来不便。
发明内容
本申请的目的在于针对目前卷绕冲槽机床难以控制钢卷的补偿移动的问题,提供一种补偿装置、卷绕冲槽机床及补偿位移控制方法。
为了实现上述目的,本申请采用以下技术方案:
本申请的一个方面提供一种补偿装置,包括:机座、卷绕组件和驱动组件;
所述卷绕组件包括箱体和安装在所述箱体上的卷绕头;
所述箱体通过所述驱动组件安装在所述机座上,以使驱动组件驱动所述箱体组件在所述机座上沿相对于水平面倾斜的方向做直线移动,进而实现所述卷绕头的补偿移动。
可选地,所述机座具有顶面,所述顶面用于相对于水平面倾斜设置,所述卷绕组件用于沿所述顶面做直线运动。
该技术方案的有益效果在于:将卷绕组件安装在机座的顶面,能够较合理的利用机座顶部空间。
可选地,在所述顶面上安装有直线导轨,所述箱体与所述直线导轨滚动配合。
该技术方案的有益效果在于:通过直线导轨能够对补偿移动进行较准确的导向,一方面使完成冲槽的钢带在卷成卷时轴向两端较整齐,另一方面也能够在一定程度上提高槽形整齐度。
可选地,所述驱动组件包括驱动件、丝杠和螺母,所述驱动件和所述丝杠安装于所述机座,所述螺母安装于所述箱体,所述驱动件、丝杠和所述螺母依次传动配合。
该技术方案的有益效果在于:由驱动件配合丝杠和螺母带动卷绕组件,使动力传输具有较好的精度,进而使补偿移动能够得到较精准的控制。所述驱动件优选为伺服电机与精密减速机。
可选地,还包括辅助支撑组件,所述辅助支撑组件包括气缸和气缸座,所述气缸座固定于所述机座,所述气缸的一端连接于所述气缸座、另一端连接于所述箱体,所述气缸的轴向与所述丝杠平行设置。
该技术方案的有益效果在于:气缸平衡了卷绕组件沿倾斜方向的下滑分力,可以由驱动组件实现对卷绕组件的移动控制和刚性支撑,减小卷绕组件移动过程中可能出现的振动,提高了设备运动的安全性和可靠性。
本申请的另一个方面提供一种卷绕冲槽机床,包括冲压装置和本申请所提供的补偿装置,所述冲压装置与所述补偿装置在第一方向上布置,以使通过冲压装置完成冲槽的料带能够被卷绕头所卷绕,所述第一方向与所述卷绕头的轴向垂直,所述卷绕头的轴向为第二方向。
可选地,还包括底座,所述补偿装置通过所述机座可移动的安装于所述底座,以使所述补偿装置能够相对所述底座在所述第一方向上移动。
该技术方案的有益效果在于:可以通过调整补偿装置在第一方向上相对冲压装置的位置,调整钢卷槽形的倾斜度。
可选地,所述冲压装置可移动的安装于所述底座,以使所述冲压装置能够相对所述底座在水平面内沿所述第二方向移动。
该技术方案的有益效果在于:这样,可以调整使冲完槽的钢带侧面紧贴卷绕头挡板平面上,从而使完成冲槽的钢带,在卷绕成钢卷时轴向两端较整齐。
可选地,在所述冲压装置上还安装有升降装置,所述升降装置用于在竖直方向上调整所述冲压装置的位置,进而使钢带顶面保持水平。
该技术方案的有益效果在于:通过调整升降装置的高度来实现冲压装置和补偿装置之间的钢带总是保持在水平面上。
可选地,所述卷绕头具有涨紧部,所述涨紧部用于涨紧缠绕在所述卷绕头上的料带。
该技术方案的有益效果在于:这便于拆卸冲制完的钢卷。
本申请的第三个方面提供一种补偿位移控制方法,应用本申请所提供的补偿装置实现,所述补偿装置包括安装于所述卷绕头的上方的位移测距传感器,所述方法,包括:
标记步骤:在所述卷绕头卷动的过程中,将当前时刻所述卷绕头的中心的上方最上层料带在竖直方向上的位置标记为初始位置;
控制步骤:若所述位移测距传感器检测到当前时刻所述卷绕头的中心上方最上层料带在竖直方向上的位置已到达预设的补偿位置,则根据所述补偿位置与所述初始位置之间在竖直方向上的距离,以及补充移动方向与水平面之间的夹角,控制所述驱动组件带动所述卷绕头移动相应距离;
重复执行所述标记步骤和所述控制步骤。
本申请提供的技术方案可以达到以下有益效果:
本申请所提供的补偿装置、卷绕冲槽机床及补偿位移控制方法,通过采用驱动组件带动箱体运动,进而带动卷绕头做补偿移动,使卷绕头的补偿移动可以通过驱动组件进行控制,使补偿装置适用于精确自动化控制。
本申请的附加技术特征及其优点将在下面的描述内容中阐述地更加明显,或通过本申请的具体实践可以了解到。
附图说明
为了更清楚地说明本申请具体实施方式的技术方案,下面将对具体实施方式描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图是本申请的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
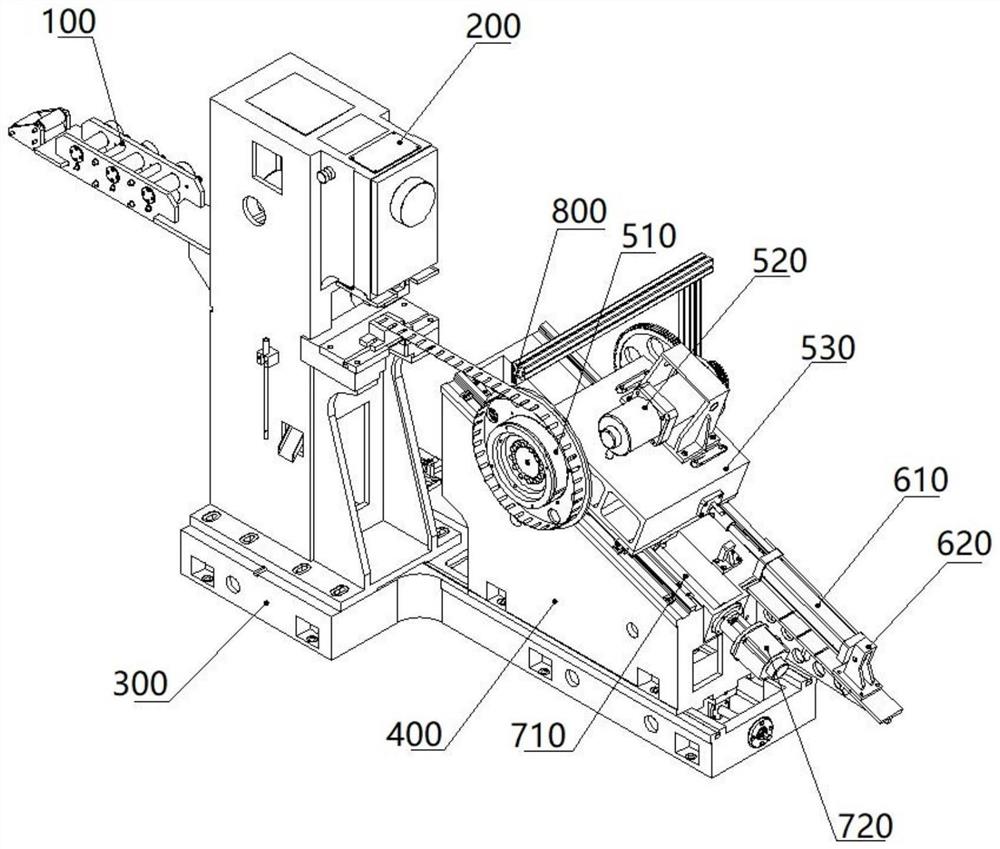
图1为本申请实施例提供的卷绕冲槽机床的一种实施方式的立体结构示意图;
图2为本申请实施例提供的补偿装置的一种实施方式的补偿移动距离计算原理示意图;
图3为本申请实施例提供的补偿位移控制方法的流程示意图。
附图标记:
100-料带导向阻尼装置;200-冲压装置;300-底座;400-机座;510-卷绕头;520-驱动电机;530-箱体;610-气缸;620-气缸座;710-丝杠;720-驱动件;800-位移测距传感器。
具体实施方式
下面将结合附图对本申请的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
在本申请的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本申请的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
如图1所示,本申请的一个方面提供一种补偿装置,包括:机座400、卷绕组件和驱动组件;
所述卷绕组件包括箱体530和安装在所述箱体530上的卷绕头510;
所述箱体530通过所述驱动组件安装在所述机座400上,以使驱动组件驱动所述箱体530组件在所述机座400上沿相对于水平面倾斜的方向做直线移动,进而实现所述卷绕头510的补偿移动。
在本申请实施例中,卷绕头510通过传动轴安装于箱体530,该传动轴用于水平设置,且该传动轴用于与箱体530移动的轨迹相垂直设置;所述卷绕组件还包括均安装在箱体530上的驱动电机520和传动机构,驱动电机520通过传动机构与卷绕头510传动连接,该驱动电机520优选为伺服电机;卷绕头510相对于水平面倾斜移动的方向即为补偿移动的方向;在卷绕头510的上方可以安装位移测距传感器800,该位移测距传感器800优选为激光位移传感器。驱动电机520具体为卷绕电机。
本申请实施例所提供的补偿装置,通过采用驱动组件带动箱体530运动,进而带动卷绕头510做补充移动,使卷绕头510的补偿移动可以通过驱动组件进行控制,使补偿装置适用于精确自动化控制。
可选地,所述机座400具有顶面,所述顶面用于相对于水平面倾斜设置,所述卷绕组件用于沿所述顶面做直线运动。
可选地,在所述顶面上安装有直线导轨,所述箱体与所述直线导轨滚动配合。通过直线导轨能够对补偿移动进行较准确的导向,一方面使完成冲槽的钢带在卷成钢卷时轴向两端较整齐,另一方面也能够在一定程度上提高槽形整齐度。
可选地,所述驱动组件包括驱动件720、丝杠710和螺母,所述驱动件720和所述丝杠710安装于所述机座400,所述螺母安装于所述箱体530,所述驱动件720、丝杠710和所述螺母依次传动配合。通过驱动件720配合丝杠710和螺母带动卷绕组件,使动力传输具有较好的精度,进而使补偿移动能够得到较精准的控制。所述驱动件720优选为伺服电机与精密减速机。同时,气缸平衡了卷绕组件沿倾斜方向的下滑分力,驱动组件仅支持卷绕头510上不断增加的钢卷重量,驱动件720、丝杠710和所述螺母依次传动配合结构更加稳定,震动较小,从而使工件槽形的整齐度更好。
可选地,本申请实施例所提供的补偿装置,还包括辅助支撑组件,所述辅助支撑组件包括气缸610和气缸座620,所述气缸座620固定于所述机座400,所述气缸610的一端连接于所述气缸座620、另一端连接于所述箱体530,所述气缸610的轴向与所述丝杠710平行设置。气缸平衡了卷绕组件沿倾斜方向的下滑分力,可以由驱动组件实现对卷绕组件的移动控制和刚性支撑,减小卷绕组件移动过程中可能出现的振动,提高了设备运动的安全性和可靠性。
本申请的另一个方面提供一种卷绕冲槽机床,包括冲压装置200和本申请实施例所提供的补偿装置,所述冲压装置200与所述补偿装置在第一方向上布置,以使通过冲压装置200完成冲槽的料带能够被卷绕头510所卷绕,所述第一方向与所述卷绕头510的轴向垂直,所述卷绕头510的轴向为第二方向。
本申请实施例所提供的卷绕冲槽机床,采用了本申请实施例所提供的补偿装置,通过采用驱动组件带动箱体530运动,进而带动卷绕头510做补充移动,使卷绕头510的补偿移动可以通过驱动组件进行控制,使补偿装置适用于精确自动化控制。所述料带可为钢带或其他金属材质的带状材料,本申请实施例中,料带以钢带为例。第一方向优选为水平方向,当然,也可以相对水平面倾斜。
可选地,本申请实施例所提供的卷绕冲槽机床,还包括底座300,所述补偿装置通过所述机座400可移动的安装于所述底座300,以使所述补偿装置能够相对所述底座300在所述第一方向上移动。可以通过调整补偿装置在第一方向上相对冲压装置200的位置,调整钢卷槽形的倾斜度。
可选地,所述冲压装置200可移动的安装于所述底座300,以使所述冲压装置200能够相对所述底座300在水平面内沿所述第二方向移动。这样,可以调整使冲完槽的钢带侧面紧贴卷绕头挡板平面上,从而使完成冲槽的钢带,在卷绕成钢卷时轴向两端较整齐。
可选地,在所述冲压装置200上还安装有升降装置,所述升降装置用于在竖直方向上调整所述冲压装置200的位置,进而使钢带顶面保持水平。通过调整升降装置的高度调整冲压装置200和补偿装置之间的钢带总是保持在水平面上。
可选地,所述卷绕头510具有涨紧部,所述涨紧部用于涨紧卷绕在所述卷绕头510上的料带。这便于拆卸冲制完的钢卷。
在冲压装置200背离补偿装置的一侧还可安装料带导向装置,导向装置优选为料带导向阻尼装置100以对料带进入冲压装置200的方向进行导向及阻尼拉紧。
如图2所示,本申请实施例所提供的补偿装置在使用时,卷绕头沿补偿移动方向从第一位置移动至第二位置距离的计算公式为:
公式(1)中,以钢带的长度方向为水平方向为例,L表示的是补偿移动距离,α表示的是补偿移动方向与水平面之间的夹角,H表示的是当前补偿移动完成后卷绕头在竖直方向上移动的距离,进而使在卷绕头移动的过程中,钢卷的顶点总是保持固定的高度。H由位移测距传感器,感应到的精确数值来确定,进而根据公式(1)计算得出卷绕头需补偿移动的距离L。图2中,直径较小的圆圈表示位于第一位置的卷绕头,或在第一位置卷绕头外卷绕有钢卷,钢带的长度方向与钢卷相切;直径较大的圆圈表示在第二位置卷绕头外卷绕有钢卷,钢带的长度方向与钢卷相切。
如图3所示,本申请的第三个方面提供一种补偿位移控制方法,应用本申请实施例所提供的补偿装置实现,所述补偿装置包括安装于所述卷绕头的上方的位移测距传感器,所述方法,包括:
S1:标记步骤:在所述卷绕头卷动的过程中,将当前时刻所述卷绕头的中心的上方最上层料带在竖直方向上的位置标记为初始位置;
S2:控制步骤:若所述位移测距传感器检测到当前时刻所述卷绕头的中心上方最上层料带在竖直方向上的位置已到达预设的补偿位置,则根据所述补偿位置与所述初始位置之间在竖直方向上的距离,以及补充移动方向与水平面之间的夹角,控制所述驱动组件带动所述卷绕头移动相应距离;
S3:重复执行所述标记步骤和所述控制步骤。
本申请实施例中,所述补偿位置与所述初始位置之间在竖直方向上的距离,与当前补偿移动完成后卷绕头在竖直方向上移动的距离均为H,因此,补偿移动距离L的具体计算方式可参见公式(1)。通过本申请实施例所提供的补偿位移控制方法,针对目前的补偿方式无法精确计算,并且无法形成闭环反馈来监测生产质量的问题,可实现卷绕冲槽机床使用过程中的闭环反馈补偿。
为进一步说明书本申请实施例所提供的补偿装置、卷绕冲槽机床及补偿位移控制方法,本申请还提供一种补偿装置、卷绕冲槽机床及补偿位移控制方法的应用实例。
在所述应用实例中,卷绕冲槽机床,包括有底座,底座上左端是数个可调张力的阻尼压紧及钢带导向装置;
所述装置可上下、前后移动的固定在前后也可移动的冲压设备上;
所述底座上右端是左右可移动的机身,机身的上端是向右下方倾斜的斜面,所述斜面上安装有,沿斜面方向可移动的箱体,箱体上安装有可旋转的卷绕头;
卷绕头包括:传递大扭矩的涨紧部分及拆卸工件的涨紧部分。
所述伺服电机通过大传动比机构驱动卷绕头。
所述箱体的右端装有气缸座,气缸座上设有气缸。
所述机身上沿斜面还安装有伺服电机与减速机,通过丝杆及螺母带动箱体及卷绕头移动。
本卷绕冲槽机床具有特点是:1.机身上沿斜面采用伺服电机与减速机、丝杆、螺母后,轴向承载力大,气缸平衡了卷绕组件沿倾斜方向的下滑分力,可以由驱动组件实现对卷绕组件的移动控制和刚性支撑,减小卷绕组件移动过程中可能出现的振动,提高了设备运动的安全性和可靠性,从而使工件槽形的整齐度更好。2.机身上沿斜面采用伺服电机与减速机,可输出稳定、大扭矩数值作补偿移动3.采用可调张力的阻尼装置后,工件卷绕紧实,铁损小。4.采用冲压机床后,模具寿命大为提高。
电控方面用闭环控制,创新采用“高精度激光位移测距传感器”将卷绕工件外圆与下模水平切向点的高低位置数字信号准确反馈给伺服电机及时修正位移参数L,始终保证卷绕工件外圆与下模水平面相切。
盘式电机在我国的发展已进三十多年,一直以来停滞不前,早期设备以阿基米德螺旋线为数学模型,采用斜导轨来做随机补偿,无法计算出实际补偿数值等参数。
本卷绕冲槽机床创新设计了伺服电机,通过丝杆及螺母带动箱体及卷绕头作伺服补偿移动,可以做到补偿精准化、自动化控制。
动作原理是:钢带通过阻尼压紧及导向装置后输送至冲槽设备冲制槽形,卷绕头由伺服电机通过大传动比机构驱动,做顺时针卷绕,绕制钢带逐渐增大,同时驱动组件,通过减速机、丝杆及螺母带动箱体及卷绕头作补偿向下移动。
最后应说明的是:以上各实施例仅用以说明本申请的技术方案,而非对其限制;尽管参照前述各实施例对本申请进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本申请各实施例技术方案的范围。
- 补偿装置、卷绕冲槽机床及补偿位移控制方法
- 补偿装置及卷绕冲槽机床