一种电池极片的折极耳装置及极片成型设备
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及电池生产设备技术领域,尤其是一种电池极片的折极耳装置及极片成型设备。
背景技术
近年来,随着锂电池行业的快速发展,锂电池广泛应用于便携式电子设备。锂电池有能量密度高、重量轻、构造灵活等优良独特性质。随着应用范围的进一步扩大,消费者对高端数码锂电池的性能要求也在不断地提高,使得生产商对锂电池的生产制程和工艺要求越来越严格。
当前,锂电池中,极片和极耳为两个独立存在的个体,在实际的生产过程中,一般采用超声波焊接技术将裁切合格的极耳焊接固定在极片上,使得极片和极耳之间实现电连接;但是这种制造工艺存在至少以下三种明显的不足之处:其一,极耳裁切的时候容易出现毛刺,毛刺会刺穿锂电池的隔膜,造成锂电池短路;其二,极耳与极片之间可能会存在脱焊的情况,导致卷制的电芯无法使用,浪费极片和隔膜;其三,电芯生产过程中,需要额外配置极耳放料及其他工艺动作设备,导致制造生产成本增加。
因此,现有技术有待于改善和提高。
发明内容
本发明解决的技术问题是针对上述现有技术中的问题,提供一种电池极片的折极耳装置及极片成型设备,目的是在极片上成型出极耳。
作为本发明的第一方面,本发明采取的一种技术方案如下:
一种电池极片的折极耳装置,包括安装大板,所述安装大板上装设有如下机构:第一夹持机构,用于夹持沿左右方向传送的极片;对折机构,用于将所述第一夹持机构夹持的极片的自由端沿左右方向对折;折极耳机构,用于将极片对折后的自由端弯折成极耳。
作为对上述技术方案的进一步阐述:
在上述技术方案中,所述第一夹持机构包括装设在所述安装大板上的第一安装座;第一动力源装设在所述第一安装座上,并驱动下压板沿左右方向移动;所述下压板上具有用于吸附极片的第一吸附部件;第二动力源装设在所述第一安装座上,并驱动上压板上下移动;其中,所述上压板位于所述下压板远离极片自由端的一端上方,其底部装设有与极片配合的缓冲部件。
在上述技术方案中,还包括有压片机构;所述压片机构包括有三轴移动机构;所述三轴移动机构装设在所述安装大板上,用于驱动压片组件下压至所述第一夹持机构夹持的极片的自由端;其中,所述压片组件包括与所述对折机构配合的对折压片和/或与所述折极耳机构配合的折极耳压片。
在上述技术方案中,所述对折机构包括第三动力源和第四动力源,依次用于驱动对折部件上下移动和左右移动以将极片对折。
在上述技术方案中,所述对折部件的底部转动安装有与极片的自由端滚动配合的滚动部件。
在上述技术方案中,所述对折部件上具有第二吸附部件和第二夹持机构,依次用于吸附叠置在所述对折部件上的极片和将极片下压至所述对折部件上。
在上述技术方案中,还包括切断机构;所述切断机构包括装设在所述安装大板上的第二安装座;第五动力源安装在所述第二安装座上,并驱动切刀上下运动;其中,所述切刀的刃口的长度方向与左右方向呈45°角;其中,所述对折部件靠近所述第一夹持机构的端部具有与所述切刀配合的切断槽。
在上述技术方案中,还包括贴胶机构;所述贴胶机构装设在所述安装大板上,用于将所述第一夹持机构与所述第二夹持机构夹持的极片相邻的端部粘接。
在上述技术方案中,所述折极耳机构包括装设在所述安装大板上的第三安装座;第六动力源安装在所述第三安装座上,并驱动第一承台上下移动;第七动力源安装在所述第一承台上,并驱动折极耳部件水平移动;其中,所述折极耳部件的移动方向与左右方向成45°角;所述折极耳部件的自由端具有与极片配合的垂直端面;所述垂直端面与左右方向成45°角。
作为本发明的第二方面,本发明采取的一种技术方案如下:
一种电池极片成型设备,包括有如第一方面所述的一种电池极片的折极耳装置。
与现有技术相比,本发明的有益效果在于:
1、本发明采用折极耳装置代替现有的极片成型设备中的焊极耳装置,由于极耳是由极片一体成型所得的,无需配置额外的极耳放卷机构、极耳裁切机构、极耳取放机构、极耳焊接机构等;故而,本发明降低了制造生产成本,节省了占用空间。
2、极耳是通过折极耳机构一体成型在极片上的,解决了现有技术中的存在的极耳脱焊的隐患,提高了电芯的质量和安全性能。
3、由于极片的自由端是裁切所得的,对折机构将极片的自由端对折后再由折极耳机构翻折成极耳,不仅使得极耳的厚度增加以使其强度增加,还使得极片的裁切部分即自由端被包裹住不会外露,解决了现有技术中极耳裁切的时候容易出现的毛刺会刺穿隔膜造成锂电池短路的隐患。
附图说明
图1是本发明工作时的极片状态变化示意图,其中,a、b、c、d、e依次为极片初始状态、极片裁切状态、极片对折状态、极耳成型状态和贴胶带状态;
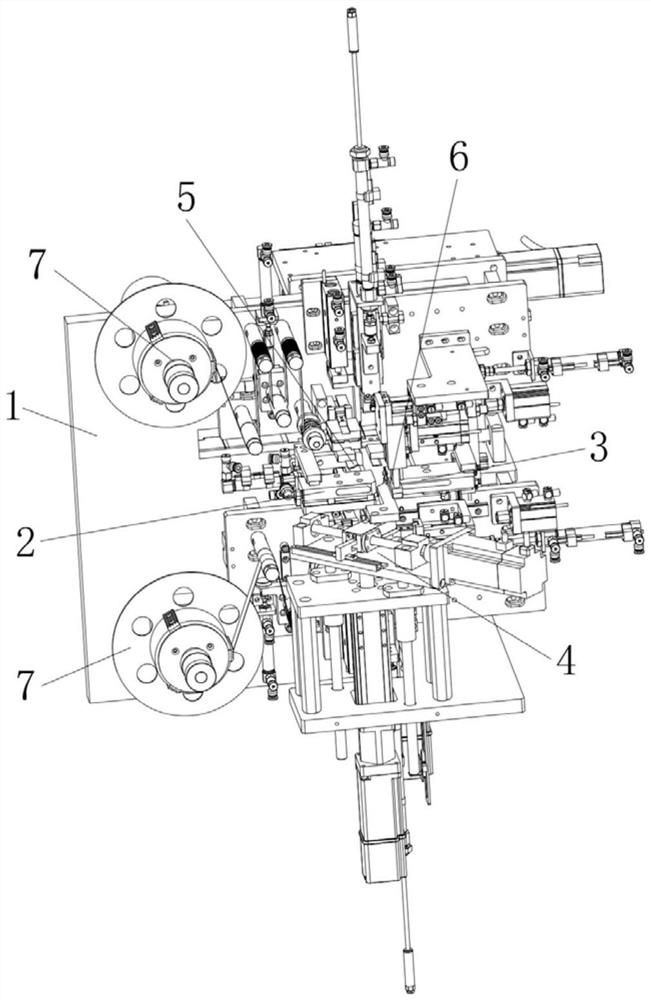
图2是本发明的一种电池极片的折极耳装置的立体图;
图3是本发明的第一夹持机构的结构示意图;
图4是本发明的对折机构的结构示意图;
图5是图4中F处的局部放大图;
图6是本发明的折极耳机构的结构示意图;
图7是本发明的压片机构的结构示意图;
图8是本发明的切断机构的结构示意图;
图9是本发明的贴胶机构的结构示意图;
图10是本发明的电池极片成型设备的结构示意图。
图中各标号分别是:
1、安装大板;
2、第一夹持机构;21、第一安装座;22、第一动力源;23、下压板;24、第一吸附部件;25、第二动力源;26、上压板;27、缓冲部件;
3、对折机构;31、第四安装座;311、导套;312、导柱;32、第三动力源;33、第二承台;34、第四动力源;35第三承台;36、对折部件;361、长孔;362、滚动部件;363、切断槽;37、第二吸附部件;38、第二夹持机构;381、第八动力源;382、压带板;
4、折极耳机构;41、第三安装座;42、第六动力源;43、第一承台;44、第七动力源;45、折极耳部件;451、垂直端面;
5、压片机构;51、三轴移动机构;511、第六安装座;512、第九动力源;513、第四承台;514、第十动力源;515、第五承台;516、第十一动力源;52、压片组件;521、对折压片;522、折极耳压片;5221、直倒角;523、压片安装板;
6、切断机构;61、第二安装座;62、第五动力源;63、切刀;64、第十二动力源;65、第六承台;
7、贴胶机构;71、第五安装座;72、胶带放卷组件;73、第三夹持组件;74、牵引机械手;75、胶带切断组件;76、贴胶带组件;
8、电池极片成型设备;81、机架;82、放卷组件;83、极片除粉及除铁装置;831、刷粉组件;832、磁吸部件;84、极片驱动装置;85、激光切胶装置;86、极片收集装置;
9、极片;91、待折端部;92、极耳;93、胶带。
具体实施方式
下面结合附图对本发明作进一步详细的说明。
通过参考附图描述的实施例是示例性的,旨在用于解释本申请,而不能理解为对本申请的限制。在本申请的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本申请的描述中,“若干个”、“多个”的含义是两个或两个以上,除非另有明确具体的限定。在本申请中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。在本申请中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度小于第二特征。
实施例1
请参考附图1和2,一种电池极片的折极耳装置,包括安装大板1,所述安装大板1上装设有如下机构:第一夹持机构2,用于夹持自左往右传送的极片9;对折机构3,用于将所述第一夹持机构2夹持的极片9的自由端向左对折;折极耳机构4,用于将极片9对折后的自由端弯折成极耳92。
其工作原理为:首先,所述夹持机构2夹持传送中的极片9,使得极片9的自由端即右端裸露;然后,所述对折机构3将极片9的自由端即右端向左对折形成一个双层的待折端部91;最后,所述折极耳机构4将所述待折端部91向后翻折形成极耳92,使得极耳92与极片9于水平面内成90°夹角。
首先,本发明采用折极耳机构4取代现有的极片焊接机构,使得极耳92是一体成型在极片91上的,无需配置极耳料卷,同时不需要裁切极耳92、焊接极耳92等加工工序,简化了极片9的加工工艺,同时消除了极耳92的毛刺带来的风险,降低电池生产的成本;进而有效提高本发明所生产电芯的一致性、可靠性,从而实现对电芯安全性的提高。
其次,本发明先采用所述对折机构3将极片的自由端对折后在折弯成极耳92的方式,使得极耳92的厚度增加一倍进而实现增强极耳92的强度;此外,由于极片9的自由端的端部被包裹住,避免了极片9自由端裁断而形成的毛刺对极耳92的影响,提高了产品的安全性和良品率。
请继续参考图3,所述第一夹持机构2包括装设在所述安装大板1上的第一安装座21;第一动力源装22设在所述第一安装座21上,并驱动下压板23沿左右方向移动;所述下压板23上具有第一吸附部件24;第二动力源25装设在所述第一安装座21上,并驱动上压板26上下移动;其中,所述上压板26位于所述下压板23远离极片9自由端的一端上方。
其中,所述上压板26的下部装设有缓冲部件27,用于防止所述上压板26压坏极片;于本实施例中,所述缓冲部件27为具有弹性的软胶条。
其中,所述第一动力源22和所述第二动力源25均可以选用气缸、直线电机、滚珠丝杆型直线模组、同步带型直线模组中的任意一种。
其中,所述第一吸附部件24为真空吸附装置,其嵌设在所述下压板26的上部,并于所述下压板26的上表面的通孔出伸出吸嘴用于吸紧叠置在所述下压板26上表面的极片9,防止在作业的过程中极片9发生位移或者局部翘曲,进而提高产品的良品率。
下面结合工作流程对所述第一夹持机构2的工作原理进行解释和说明:
首先,所述第二动力源25驱动所述上压板26上行,使得极片9可以自左往右传送;然后,极片9停止运动,所述第二动力源25驱动所述上压板26下行,所述上压板26将极片9下压至所述下压板23上,此时所述第一吸附部件24将极片9吸附在所述下压板23的上表面。
请继续参考图2和图7,本发明还包括有压片机构5;所述压片机构5包括有三轴移动机构51;所述三轴移动机构51用于驱动压片组件52压紧所述下压板23靠近极片9自由端的端部上叠置的极片9;其中,所述压片组件52包括与所述对折机构3配合的对折压片521和/或与所述折极耳机构4配合的折极耳压片522。
具体的,所述三轴移动机构51包括装设在所述安装大板1上的第六安装座511;所述第六安装座511上具有第九动力源512,用于驱动所述第四承台513左右移动;所述第四承台513滑动安装在所述第六安装座511上;第十动力源514安装在所述第四承台513上,用于驱动第五承台515前后移动;第十一动力源516安装在所述第五承台515上,用于驱动压片组件上下移动;所述三轴移动机构51使得所述压片机构5可以自由移动,以在本发明的其他机构作业时实现避位。
其中,所述第九动力源512、所述第十动力源514和所述第十一动力源516均为气缸,当然也可以选用直线电机、滚珠丝杆型直线模组、同步带型直线模组等。
其中,为了保证各安装座的连接刚度和滑动的稳定性,所述第四承台513通过第一导轨副滑动安装在所述第六安装座511上;所述第五承台515通过第二导轨副滑动安装在所述第四承台513上。
具体的,所述压片组件52包括通过第三导轨副滑动安装在所述第五承台515上的压片安装板523;所述极片压板523与所述第十一动力源516传动而实现上下滑动;其中所述极片压板523的前端沿左右方向排列设置有所述对折压片521和所述折极耳压片522。
其中,由于所述对折机构3是将极片9的自由端成180°对折的,故而所述对折压片521为长条状。
其中,由于所述这极耳机构4是将极片9的待折端部91向后翻折的,故而,所述折极耳压片522的右前端具有一个直倒角5221。
下面结合工作流程对所述压片机构5的工作原理进行解释和说明:
首先,所述三轴移动机构51驱动极片压板523移动,使得所述对折压片521下压至极片9的靠近右端部处;然后,所述对折机构3将极片9的右端部自下往上抬起后向左推动,使得极片9的右端部压紧在所述对折压片521的上表面,进而得到双层的待折端部91;接着,所述三轴移动机构51驱动所述对折压板521自前往后退出待折端部91后继续驱动极片压板523移动,使得所述折极耳压片522下压至极片9的靠近待折端部91处;再接着,所述折极耳机构4将待折端部91自下往上推起后向后水平推动,使得待折端部91沿所述折极耳压片522的所述直倒角5221向后翻折。
本发明通过所述压片机构5在极片对折和弯折的过程中对极片9进行固定和限位,提高了极片9对折和折弯的精度,进而提高了产品的安全性和良品率。
请继续参考图3,所述对折机构3包括螺接固定在所述安装大板1上的第四安装座31;所述第四安装座31上装设有第三动力源32;所述第三动力源3驱动所述第二承台33上下移动;第四动力源34固定设置在所述第二承台33,并驱动所述第三承台35左右移动;对折部件36的固定端设置有长孔361,进而可前后位置调节地装设在所述第三承台35上。
其中,所述第三动力源32和所述第四动力源34均可以选用气缸、直线电机、滚珠丝杆型直线模组、同步带型直线模组中的任意一种。
其中,为了保证各零件的安装刚度和滑动时的稳定性:所述第四安装座31上设有导套311,所述导套311滑动配合有导柱312,所述第二承台33与所述导柱312固定连接;所述第三承台35通过第四导轨副滑动安装在所述第二承台33上。
下面结合工作流程对所述对折机构3的工作原理进行解释说明:
首先,在初始状态下,所述第一夹持机构2上夹持的极片9的右端部位于所述对折部件36的左端部上,所述第三动力源32驱动所述对折部件36上行,所述对折部件36上行的过程中推动极片9的右端部向上翻折;然后,当所述对折部件36的底端面略高于极片9的上表面后,所述第三动力源32停止工作,所述第四动力源34驱动所述对折部件36向左水平移动,进而推动极片9被向上翻转的右端部向左翻转,最终实现所述第一夹持机构2上夹持的极片9的右端部向左翻折180°贴附在所述对折压片521的上表面形成待折端部91;最后,所述对折压片521自前往后运动以和极片9的待折端部91分离,所述第三动力源32与所述第四动力源34驱动所述对折部件36复位。
请继续参考图5,所述对折部件36的底部转动安装有与极片9的自由端滚动配合的滚动部件362;其中,所述滚动部件262可以转动辊或者轴承中的一种;其中,较优的选择是在所述对折部件36的左下部成型出安装槽,于所述安装槽内转动安装若干个滚珠轴承作为所述滚动部件362;若干个所述滚珠轴承同轴设置,其底端面低于所述对折部件36的底端面;当所述对折部件36向左运动时,由所述滚珠轴承与极片9发生滚动摩擦以防止极片9的表面被刮花,最终提高了产品的安全性和良品率。
请继续参考图5,所述对折部件36上具有第二吸附部件37和第二夹持机构38,依次用于吸附叠置在所述对折部件36上的极片9和将极片9下压至所述对折部件36上。
其中,所述第二吸附部件37为真空吸附装置,其嵌设在所述对折部件37的上部,并于所述对折部件37的上表面的通孔出伸出吸嘴用于吸紧叠置在所述对折部件36上表面的极片9,防止在作业的过程中极片9发生位移或者翘曲,进而提高产品的良品率。
其中,所述第二夹持机构38包括第八动力源381,于本实施例中:所述第八动力源381为气缸,其缸体固定在所述对折部件36上,其活塞杆上安装有压带板382;其中,所述压带板382位于所述对折部件36背向所述第一加持机构2的一端的上方,并受所述第八动力源381的驱动而上下移动。
下面结合工作流程对所述第二吸附部件37和第二夹持机构38的工作原理进行解释说明:
首先,所述第八动力源381驱动所述压带板382上行,此时极片9可以于所述压带板382和所述对折部件36之间自左往右传送;接着,当极片9停止传送,所述第八动力源381驱动所述压带板382下行,使得所述压带板382将极片9下压至所述对折部件36的上表面;然后,所述第二吸附部件37将极片9吸紧在所述对折部件36的上表面。
请继续参考图2和图8,本发明还包括切断机构6;所述切断机构6包括装设在所述安装大板1上的第二安装座61;所述第二安装座61上安装有第十二动力源64;所述第十二动力源64驱动滑动安装在所述第二安装座61上的第六承台65左右移动;第五动力源62安装在所述第六承台65上,并驱动切刀63上下运动;而所述对折部件36靠近所述第一夹持机构1的端部具有与所述切刀63配合的切断槽363。
其中,所述第五动力源62和所述第十二动力源64均可以选用气缸、直线电机、滚珠丝杆型直线模组、同步带型直线模组中的任意一种。
下面结合工作流程对所述切断机构6的工作原理进行解释说明:首先,当极片9被吸附在所述对折部件36的上表面时,由所述第五动力源62和所述第十二动力源64形成二轴连动并驱动所述切刀63下行至所述切断槽363内,进而将极片9切断;接着,所述第五动力源62和所述第十二动力源64形成二轴连动并驱动所述切刀63复位,为其他工作零件的作业避位。
请继续参考图1和图5,所述切刀63的刃口的长度方向与左右方向呈45°角;相应的,所述切断槽363的长度方向也与左右方向呈45°角。
可以理解的是:若所述63的刃口的长度方向与左右方向呈90°角,切断后所述第一夹持机构2夹持极片9的右端部具有与左右方向成90°角的切断面;故而在所述对折部件36将极片的右端部向左180°对折后,待折端部91的上层右端具有与左右方向成90°角的切断面;最后,所述折极耳机构4将待折端部91向后翻折成与左右方向成90°角的极耳,此时,外露的极耳92为两层结构,而极耳92与极片9的连接处为四层结构。
而在本发明中:由于所述切刀63的刃口的长度方向与左右方向呈45°角,切断后所述第一夹持机构2夹持极片9的右端部具有与左右方向呈45°角的切断面,故而在所述对折部件36将极片9的右端部向左180°对折后,待折端部91的上层右端具有与左右方向成45°角的切断面,最后,所述折极耳机构4将待折端部91沿着该切断面向后翻折成与左右方向成90°角,此时,外露的极耳92同样为两层,但是极耳92与极片9的连接处仅为三层,进而使得本发明在减小极耳92与极片9的连接处厚度的基础上提高了最终成型的电芯的品质。
请继续参考图2和图9,本发明还包括贴胶机构7;所述贴胶机构7装设在所述安装大板1上,用于将所述第一夹持机构2与所述第二夹持机构38夹持的极片相邻的端部粘接。
具体的,所述贴胶机构7共两组,镜像设置在极片9传送路径的上下两侧;其中,每一所述调节机构7包括固定在所述安装大板上的第五安装座71,所述第五安装座71上安装有用于放卷胶带93的胶带放卷组件72;沿胶带93的放卷方向,所述第五安装座71上顺次设置有用于夹持胶带93的第三夹持组件73和用于夹持并牵引所述第三夹持组件73处的胶带93自由端的牵引机械手74;于所述第三夹持组件73和所述牵引机械手74之间还设有胶带切断组件75和贴胶带组件76。
下面结合工作流程对所述贴胶机构7的工作原理进行解释说明:
首先,所述牵引机械手74夹持胶带93的自由端即右端部,并牵引胶带93向右移动;然后,所述第三夹持组件73夹住胶带93;接着,贴胶带组件76上行/下行后移动至所述第三夹持组件73和所述牵引机械手74之间的胶带93处并采用真空吸附的方式吸紧胶带93;再接着,所述胶带切断组件75将胶带93自所述第三夹持组件73和所述铁胶带组件76之间切断后复位;最后,所述牵引机械手74松开胶带93并复位,所述贴胶带组件76继续上行/下行将其上吸附的胶带93粘接至所述第一夹持机构2与所述第二夹持机构38夹持的极片相邻的端部。
此外还需要说明的是:在本发明中,两组所述贴胶机构7并非同步工作的,其工作时:先由上侧的所述贴胶结构7完成贴胶作业后,所述第一夹持机构2的下压板23和所述对折部件36相对运动完成避位动作后,下侧的贴胶机构7再向上完成贴胶作业。
请继续参考图6,所述折极耳机构4包括装设在所述安装大板1上的第三安装座41;第六动力源42安装在所述第三安装座41上,并驱动第一承台43上下移动;第七动力源44安装在所述第一承台43上,并驱动折极耳部件45水平移动;其中,所述折极耳部件45的移动方向与左右方向成45°角;所述折极耳部件45的自由端具有与极片9配合的垂直端面451;所述垂直端面451与左右方向成45°角。
其中,所述第七动力源44和所述第六动力源42均可以选用气缸、直线电机、滚珠丝杆型直线模组、同步带型直线模组中的任意一种。
下面结合工作流程对所述折极耳机构4的工作原理进行解释说明:
首先,在初始状态下所述折极耳部件45在极片9的待折端部91的正下方,且待折端部91上层与左右方向呈45°角的切断面和所述垂直端面451位于同一垂直平面内,此时所述第六动力源42驱动所述折极耳部件45上行,推动待折端部91沿着切断面向上翻转;然后,所述第七动力源44驱动所述折极耳部件45向左后方水平移动,此时,折极耳部件45将向上翻转的待折端部91向后压平,进而将待折端部91向后折弯成极耳92。
当然,为了避免极耳92的表面磨损,所述折极耳部件45的底部也应当设有与极耳92配合的轴承。
实施例2
请继续参考图10,一种电池极片成型设备8,包括有如实施例1所述的一种电池极片的折极耳装置。
其中,可以是直接采用实施例1所述的一种电池极片的折极耳装置直接替换现有的电池极片成型设备8中的焊极耳装置。
此外,所述电池极片成型设备8的结构也可以是:所述电池极片成型设备8包括机架81;所述机架81上设置有分别用于放卷极片9的极片放卷装置82;沿极片9的传送方向,所述机架81上顺次设置有极片除粉及除铁装置83、所述电池极片的折极耳装置、极片牵引装置84,依次用于对极片除粉和除铁、在极片上成型出极耳、牵引极片前进;于所述电池极片的翻转装置和所述极片牵引装置84之间,所述机架81上还设置激光切胶装置85和极片收集装置86,依次用于切除所述第二夹持机构38和所述极片牵引装置84之间的极片9上的胶带93使得极片9末端的一部分形成具有极耳92的独立极片单元、将切除胶带93后的极片单元收集。
其中,所述极片放卷装置82包括装设在所述机架1上伺服电机,所述伺服电机的输出轴上装设有气涨轴,极片卷材卷绕在所述气涨轴上,进而由所述伺服电机驱动所述气涨轴旋转以放卷极片。
其中,所述极片除粉及除铁装置83包括有两组刷粉组件831和两组磁吸部件832。两组所述刷粉组件831分别向极片9的上下表面进行除粉尘,同时两组所述刷粉组件831上还具有负压部件,通过所述负压部件吸附所述刷粉组件931自极片9上下表面刷落的粉尘。两组所述磁吸部件831分别用于吸附极片9上下表面的铁屑。
其中,所述极片收集装置86包括有用于传送极片的传送带组件和用于堆垛极片的堆垛组件。
以上并非对本发明的技术范围作任何限制,凡依据本发明技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
- 一种电池极片的折极耳装置及极片成型设备
- 锂电池极片极耳切割除尘装置及锂电池极片极耳切割设备