一种纸板自动供料装置及操作方法
文献发布时间:2023-06-19 11:05:16
技术领域
本发明属于电阻式应变计生产领域,特别涉及一种纸板自动供料装置及操作方法。
背景技术
电阻式应变计(以下简称应变计)是利用“电阻-应变”原理的敏感元件,是力传感器中的核心元件。在应变计生产过程中,为了提高生产效率,通常将多个应变计集成在一起,形成整版生产流转,到最后一道工序才将整版应变计冲裁分离。应变计的整版冲裁分离工序至关重要,直接决定着整版应变计的合格率。缓冲盖纸是整版应变计冲裁分离必不可少的耗材。目前,受限于缓冲盖纸的自动分离技术,整版应变计的冲裁分离大多采用人工盖纸上料的方式实现。这种方式生产效率低下、劳动者工作强度大,且人工长期频繁操作冲裁设备时,危险程度较高,无法满足高效的应变计批量生产的需求。
发明内容
本发明的目的在于提供一种纸板自动供料装置及操作方法,以解决上述问题。
为实现上述目的,本发明采用以下技术方案:
一种纸板自动供料装置,包括底座框架、纸框、送纸底板、送纸底板驱动机构;纸框固定设置在底座框架的上方,送纸底板设置在纸框和底座框架之间,送纸底板驱动机构设置在底座框架内,送纸底板连接送纸底板驱动机构。
进一步的,底座框架侧面固定设置有纸框连接板,纸框连接板的端部固定连接纸框。
进一步的,送纸底板驱动机构包括送纸底板运动导轨、送纸底板驱动丝杠和送纸底板驱动电机;送纸底板驱动电机设置在底座框架内,送纸底板驱动电机的输出端连接送纸底板驱动丝杠,送纸底板运动导轨沿着底座框架边缘设置,送纸底板卡在送纸底板运动导轨上,送纸底板的底部通过滑块与送纸底板驱动丝杠连接,滑块螺纹套设在送纸底板驱动丝杠上。
进一步的,送纸底板驱动电机的输出端通过联轴器与送纸底板驱动丝杠连接。
进一步的,送纸底板上设置有送纸吸附板,送纸吸附板通过盖纸缝隙调节螺钉与送纸底板连接;盖纸缝隙调节螺钉的侧面还设置有盖纸缝隙调节顶丝。
进一步的,送纸吸附板下方的负压管路中设置有负压流量监测计。
进一步的,一种纸板自动供料装置的操作方法,包括以下步骤:
步骤1,将盖纸放于纸框内,送纸底板驱动电机通过联轴器带动送纸底板驱动丝杠,送纸底板驱动丝杠通过送纸底板带动送纸吸附板,最下方的盖纸在送纸吸附板的负压作用下,将盖纸送出,倒数第二张盖纸在纸框的作用下,被留在纸框内部;
步骤2,当送出的单张盖纸被取走后,送纸底板驱动电机反向运动,将送纸吸附板缩回,如此往复运动,不断实现单张盖纸的自动上料;
步骤3,送纸吸附板下方的负压管路中的负压流量监测计,监测负压泄漏量,若出现盖纸未被送出,负压流量监测计会通过负压流量变化,而发出停机报警信号。
与现有技术相比,本发明有以下技术效果:
本发明通过控制缓冲盖纸出口缝隙大小及吸附负压大小等参数,控制了缓冲盖纸的供料数量,实现单次只输出单张缓冲盖纸,不仅实现了缓冲盖纸的自动上料功能,而且解决了应变计整版冲裁自动化的问题,因此在实现批量化、自动化作业方面具有很大的优势,同时缓冲盖纸的单张精准自动上料,大大提高了产品的稳定性和生产效率。
进一步的,纸板自动供料装置实现了冲裁盖纸的自动化上料,解决了冲裁缓冲盖纸无法自动上料的问题,为实现应变计生产全线自动化提供了良好的基础。
进一步的,纸板自动供料装置采用缝隙可调的出纸方式,提高了装置的兼容性及可扩展性,同时提高了供料装置出纸的准确性。提高了整版应变计自动冲裁的自动化程度,提高了该道工序的生产效率。
进一步的,纸板自动供料装置采用负压吸附的原理,负压管路中安装负压监测装置,通过监测负压泄漏情况,可精准的掌握当前设备的工作状态,在出现异常时发出停机报警的信号,不仅提高了纸板自动供料装置的准确性,而且增加了后续冲裁分离设备的安全性。
进一步的,纸板自动供料装置采用平板吸附的方式,保证了冲裁盖纸的平整性,进而提高了冲裁盖纸自动转运位置的准确性,从而提高了整版应变计自动冲裁的合格率。
进一步的,纸板自动供料装置底板采用进口耐磨材质,使得纸板自动供料装置在反复使用过程中,磨损程度大大降低,提高了纸板自动供料装置的稳定性。
附图说明
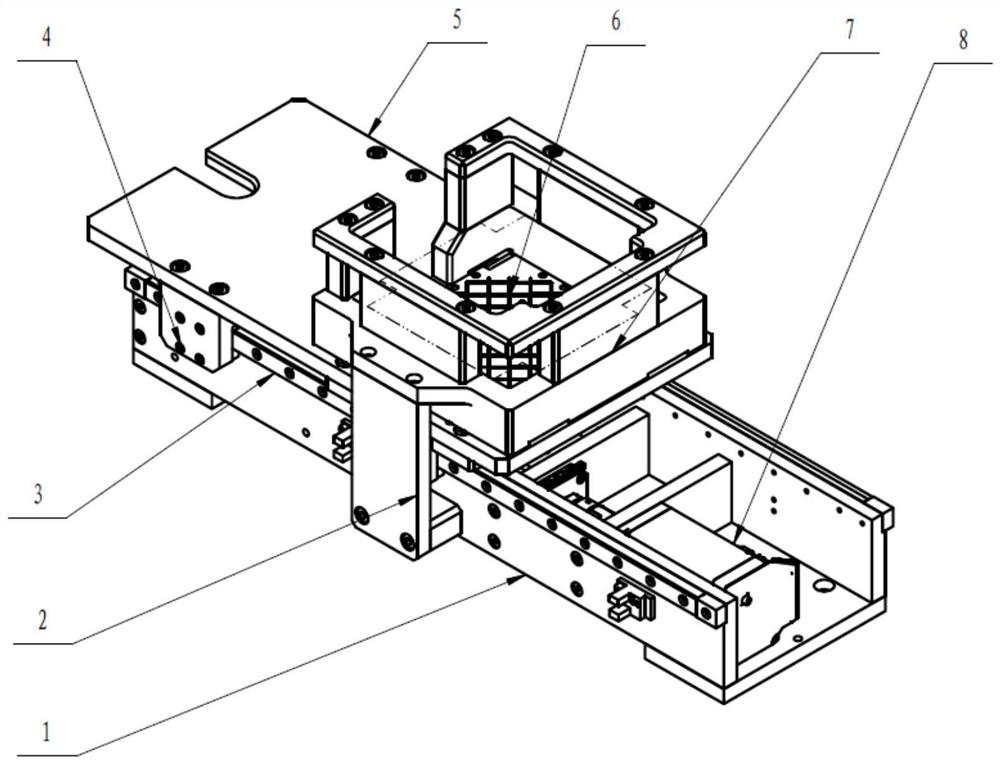
图1是本发明位置1的结构示意图。
图2是本发明位置2的结构示意图。
图中,1.底座框架,2.纸框连接板,3.送纸底板运动导轨,4.送纸底板连接块,5.送纸底板,6.送纸吸附板,7.纸框,8.送纸底板驱动电机,9.送纸底板驱动丝杠,10.盖纸缝隙调节顶丝,11.盖纸缝隙调节螺钉。
具体实施方式
以下结合附图对本发明进一步说明:
请参阅图1和图2,一种纸板自动供料装置及操作方法,其中包括底座框架1,通过螺钉与整机机架连接,纸框连接板2通过螺钉与底座框架1连接,将纸框7固定于底座框架1上,在取纸、送纸过程中,纸框7始终保持不动。送纸底板5通过螺钉同时与送纸底板运动导轨3及送纸底板驱动丝杠9连接,送纸底板驱动丝杠9通过联轴器与送纸底板驱动电机8连接。与此同时,送纸吸附板6通过盖纸缝隙调节螺钉11与送纸底板5连接。在盖纸缝隙调节顶丝10和盖纸缝隙调节螺钉11的共同作用下,实现纸框7与送纸吸附板6之间缝隙大小的调整。送纸底板驱动电机8通过联轴器带动送纸底板驱动丝杠9旋转运动,送纸吸附板6通过送纸底板驱动丝杠9的旋转实现伸出和缩回动作。如图1和图2所示,图1即为盖纸自动供料装置送纸吸附板6缩回状态,图2即为盖纸自动供料装置送纸吸附板6伸出状态。
本发明中通过控制送纸底板驱动电机8带动送纸底板驱动丝杠9,使得送纸吸附板6在送纸底板运动导轨3导向作用下,实现伸出缩回动作。纸框7中放满盖纸,在送纸吸附板6处于缩回状态时,打开送纸吸附板的负压吸附阀,此时,最下面一张盖纸被牢牢吸附在送纸吸附板6上,当送纸吸附板6在驱动电机8的作用下伸出时,最下面一张盖纸会随着送纸吸附板一起伸出。由于纸框7静止不动,处于最下面第二张盖纸将会被纸框7挡住,从而实现单张盖纸的自动分离。缩短了人工取纸上料的时间,提高了工作效率。解决了冲裁缓冲盖纸无法自动上料的问题,为实现应变计生产全线自动化提供了良好的基础。因此本发明的纸板自动供料装置可实现与其他设备的互通互联,为实现应变计生产的全线自动化和智能工厂提供了良好的基础。
本发明中送纸吸附板6与纸框7之间的出纸缝隙,在盖纸缝隙调节顶丝10和盖纸缝隙调节螺钉11的共同作用,实现缝隙大小的调整。纸板自动供料装置采用缝隙可调的出纸方式,提高了装置的兼容性及可扩展性,同时提高了供料装置出纸的准确性。
结合具体实施例,如图1和图2所示,人工将一摞盖纸放于纸框7内,送纸底板驱动电机8通过联轴器带动送纸底板驱动丝杠9,送纸底板驱动丝杠9通过送纸底板5带动送纸吸附板6,最下方的盖纸在送纸吸附板6的负压作用下,将盖纸送出,倒数第二张盖纸在纸框7的作用下,被留在纸框7内部。从而实现单张盖纸的自动供料。当送出的单张盖纸被取走后,送纸底板驱动电机8反向运动,将送纸吸附板缩回。如此往复运动,不断实现单张盖纸的自动上料。与此同时,送纸吸附板6下方的负压管路中的负压流量监测计,时刻监测负压泄漏量,若出现盖纸未被送出,负压流量监测计会通过负压流量变化,而发出停机报警信号。不仅提高了纸板自动供料装置的准确性,而且增加了后续冲裁分离设备的安全性。
如图2所示,纸板自动供料装置送纸吸附板6采用平板吸附的方式,保证了冲裁盖纸的平整性,进而提高了冲裁盖纸自动转运位置的准确性,从而提高了整版应变计自动冲裁的合格率。
如图2所示,本发明纸板自动供料装置在工作过程中,送纸底板5与纸框7处于反复摩擦的状态,因此,送纸底板5采用进口耐磨材质,使得纸板自动供料装置在反复使用过程中,磨损程度大大降低,提高了纸板自动供料装置的稳定性。
在此基础上,本发明的纸板自动供料装置自动化程度高,供料过程自动化,整个供料过程可通过程序控制,提高冲裁盖纸供料工作效率的同时,大幅降低了劳动者的工作强度。
- 一种纸板自动供料装置及操作方法
- 加工不同型号纸板的模切机自动供料和上料装置及方法