一种自动覆膜机及其使用方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及覆膜领域,具体是一种自动覆膜机及其使用方法。
背景技术
随着生活水平的提高,彩电、洗衣机、冰箱等家用电器已经步入到家庭中,特别是冰箱,对于食物的储藏、延长大众对美食的享受时间起到了至关重要的作用。冰箱通常由箱体、压缩机等组成,为了方便对储藏在箱体内的食物分门别类,通常将箱体分隔成若干相互独立的空间,再配合抽拉式抽屉来实现各自的拿取。
现在冰箱各自的部件通常都是由不同的厂家生产,然后运送到一起并进行集体组装。其中冰箱抽屉在运输之前,通常对冰箱抽屉挡板进行覆膜,来实现对冰箱抽屉的保护,防止冰箱抽屉在运送的过程中因为颠簸等发生碰撞、进而导致冰箱抽屉挡板表面出现装痕影响到冰箱整体的质量。
传统的覆膜方式是人工覆膜,即操作人员从保护膜卷筒上截取能覆盖冰箱抽屉挡板的保护膜,然后把保护膜覆贴到挡板上,来实现对挡板的覆膜。但此种覆膜方式效率比较低,不能满足市场需求,长时间的覆膜作业增加了工作人员的劳动强度,自动化程度低,成本较高。
发明内容
本发明的目的在于提供一种自动覆膜机及其使用方法,取代了传统的人工手动覆膜作业,提高了生产效率,推动覆膜作业的自动化生产进程;有利于降低生产成本和工作人员的劳动强度。
本发明的目的可以通过以下技术方案实现:
一种自动覆膜机,覆膜机包括支撑件,所述支撑件上设有第一驱动件,第一驱动件的输出轴上设有用于放置冰箱组件的放置架,支撑件上设有用于放置卷膜的卷膜放置件,支撑件上设有用于夹紧卷膜的夹紧件,支撑件上设有覆膜件,覆膜件对冰箱组件进行覆膜作业,支撑件上设有牵拉卷膜移动的牵拉件,牵拉件上设有对卷膜进行切割的切割件。
进一步的,所述第一驱动件驱动放置架位于支撑件上往复运动;
所述覆膜件包括第一覆膜件和对称分布的第二覆膜件,第一覆膜件和第二覆膜件对冰箱组件的正面和两侧进行覆膜固定;
所述第二覆膜件位于第一覆膜件的两侧,夹紧件位于放置架和第一覆膜件之间。
进一步的,所述支撑件包括工作台,工作台的下方设有阵列分布的万向轮,工作台上设有支撑框,第一驱动件、放置架、卷膜放置件、夹紧件和覆膜件均位于工作台上,牵拉件位于支撑框上。
进一步的,所述放置架包括第一支撑板,第一支撑板的下方设有对称分布的滑轨,第一支撑板的下方设有与滑轨配合的滑块,第一支撑板的下方设有第一连接块,第一驱动件的输出轴与第一连接块紧固连接;
所述第一支撑板通过第一驱动件驱动位于滑轨上移动,第一支撑板的下方设有旋转气缸,旋转气缸的输出轴穿过第一支撑板紧固连接有第二支撑板,第二支撑板上设有对称分布的卡合模块;
所述卷膜放置件上设有第一支撑柱,卷膜套装在第一支撑柱上。
进一步的,所述夹紧件包括第一手指气缸、第二手指气缸和第三手指气缸,第一手指气缸和第二手指气缸位于放置架的两侧,第二手指气缸和第三手指气缸位于放置架的同一侧。
进一步的,所述第一覆膜件包括第三支撑板,第三支撑板的下方设有对称分布的第二支撑柱,第一覆膜件通过第二支撑柱固定在工作台上,第三支撑板上设有第二驱动件,第二驱动件的输出轴上设有挤压板,挤压板上设置具有缓冲材质的缓冲件,缓冲件为海绵或硅胶;
所述第二覆膜件包括第一支撑块,第一支撑块上设有第三驱动件,第三驱动件的输出轴上设有压膜件,压膜件为刷体;
所述第二覆膜件位于第一覆膜件的两侧,夹紧件位于放置架和第一覆膜件之间。
进一步的,所述牵拉件包括第四驱动件,第四驱动件固定在支撑框上,第四驱动件的滑块上设有第四支撑板,第四支撑板上设有第五驱动件,第五驱动件的输出轴上设有L型支撑板,L型支撑板上设有夹紧气缸,夹紧气缸包括对称分布的夹臂,夹臂对卷膜进行夹持;
进一步的,所述切割件位于一侧的夹臂上,夹臂上设有对称分布的支撑杆,支撑杆上设有第五支撑板,第五支撑板与夹臂之间设有对称分布的导向杆,第五支撑板上设有气缸,气缸的输出轴上设有切割件,切割件包括第二连接块,第二连接块上设有与导向杆配合的导向孔,第二连接块的一侧设有切割刀。
进一步的,所述第一驱动件、第二驱动件、第三驱动件和第五驱动件为气缸或液压缸,第四驱动件为直线电缸;
所述切割刀位于夹臂和第二手指气缸之间。
一种自动覆膜机的使用方法,所述使用方法包括以下步骤:
S1:一次卷膜布料
将卷膜套装在第一支撑柱上,拉动卷膜夹持在第二手指气缸和第三手指气缸之间,启动设备,第五驱动件驱动夹紧气缸向下移动,夹紧气缸对第二手指气缸和第三手指气缸之间的卷膜夹紧,第一手指气缸、第二手指气缸和第三手指气缸的手指转动处于水平状态,第四驱动件驱动夹紧气缸移动,第一手指气缸、第二手指气缸和第三手指气缸对卷膜进行夹紧,夹紧气缸解除对卷膜的夹紧,第五驱动件驱动夹紧气缸向上移动,第四驱动件驱动夹紧气缸复位,第五驱动件驱动夹紧气缸向下移动,夹紧气缸对卷膜进行夹紧,通过切割件对第二手指气缸和第三手指气缸之间的卷膜进行切割;
S2:冰箱组件放置
将两个冰箱组件分别放置在两个卡合模块上;
S3:进给覆膜
第一驱动件驱动冰箱组件向靠近夹紧件的一侧移动,进行覆膜作业,第二驱动件推动挤压板将卷膜贴服在冰箱组件上,第一手指气缸和第二手指气缸解除对卷膜的夹紧,第三驱动件驱动压膜件对两侧的膜进行挤压,使两侧的膜附着在冰箱组件上;
S4:二次卷膜布料
重复一次卷膜布料的操作;
S5:组件旋转
第一驱动件驱动冰箱组件向远离夹紧件的一侧移动,旋转气缸驱动第二支撑板旋转,第一驱动件驱动冰箱组件向靠近夹紧件的一侧移动,重复覆膜作业;
S6:输出
覆膜结束后,第一驱动件驱动冰箱组件向远离夹紧件的一侧移动,取下冰箱组件,再次放置待覆膜的组件,循环作业。
本发明的有益效果:
本发明覆膜机取代了传统的人工手动覆膜作业,提高了生产效率,推动覆膜作业的自动化生产进程;有利于降低生产成本和工作人员的劳动强度。
附图说明
下面结合附图对本发明作进一步的说明。
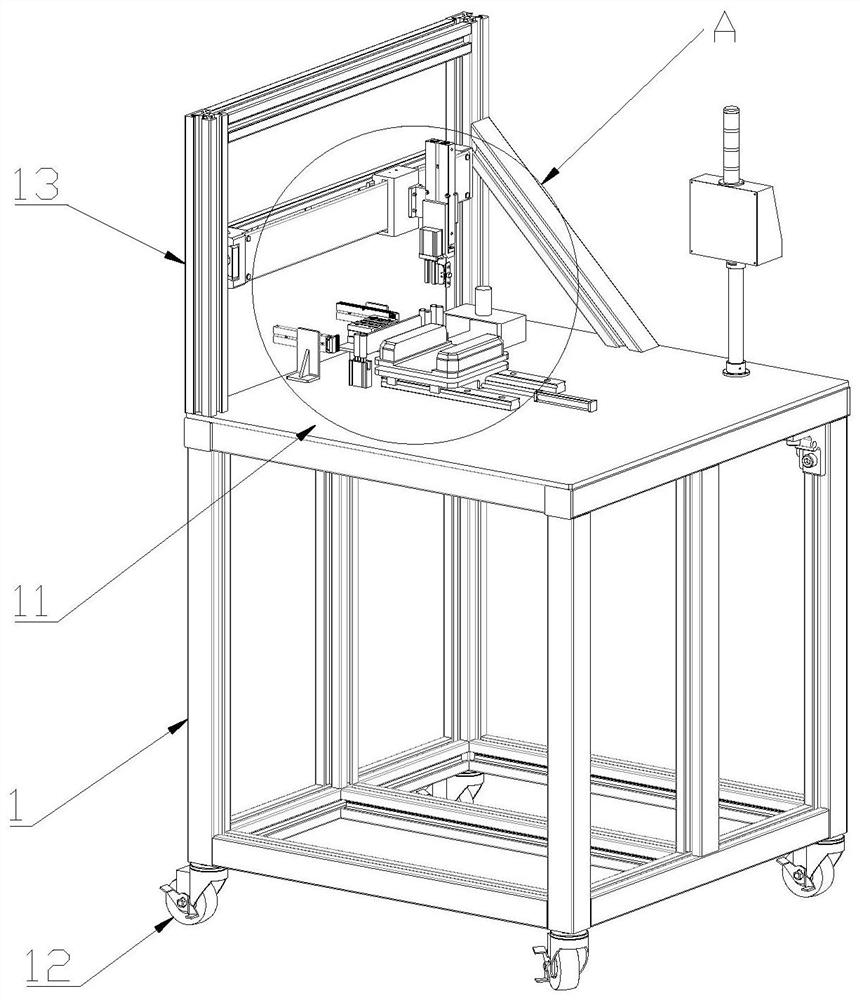
图1是本发明覆膜机结构示意图;
图2是本发明覆膜机结构示意图;
图3是本发明覆膜机部分结构示意图;
图4是本发明图1中A处放大结构示意图;
图5是本发明图2中B处放大结构示意图;
图6是本发明覆膜机部分结构示意图;
图7是本发明覆膜机部分结构示意图;
图8是本发明覆膜机部分结构示意图;
图9是本发明切割件结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
一种自动覆膜机,覆膜机包括支撑件1,支撑件1上设有第一驱动件2,如图1、图2、图4所示,第一驱动件2的输出轴上设有用于放置冰箱组件的放置架3,支撑件1上设有用于放置卷膜的卷膜放置件4,支撑件1上设有用于夹紧卷膜的夹紧件5,支撑件1上设有覆膜件,覆膜件对冰箱组件进行覆膜作业,支撑件1上设有牵拉卷膜移动的牵拉件8,牵拉件8上设有对卷膜进行切割的切割件9。
第一驱动件2驱动放置架3位于支撑件1上往复运动;
覆膜件包括第一覆膜件6和对称分布的第二覆膜件7,第一覆膜件6和第二覆膜件7对冰箱组件的正面和两侧进行覆膜固定。
第二覆膜件7位于第一覆膜件6的两侧,夹紧件5位于放置架3和第一覆膜件6之间。
支撑件1包括工作台11,工作台11的下方设有阵列分布的万向轮12,工作台11上设有支撑框13,第一驱动件2、放置架3、卷膜放置件4、夹紧件5和覆膜件均位于工作台11上,牵拉件8位于支撑框13上。
放置架3包括第一支撑板32,如图3所示,第一支撑板32的下方设有对称分布的滑轨31,第一支撑板32的下方设有与滑轨31配合的滑块33,第一支撑板32的下方设有第一连接块321,第一驱动件2的输出轴与第一连接块321紧固连接。
第一支撑板32通过第一驱动件2驱动位于滑轨31上移动,第一支撑板32的下方设有旋转气缸34,旋转气缸34的输出轴穿过第一支撑板32紧固连接有第二支撑板35,第二支撑板35上设有对称分布的卡合模块36。
卷膜放置件4上设有第一支撑柱41,卷膜套装在第一支撑柱41上。
夹紧件5包括第一手指气缸51、第二手指气缸52和第三手指气缸53,第一手指气缸51和第二手指气缸52位于放置架3的两侧,第二手指气缸52和第三手指气缸53位于放置架3的同一侧。
第一覆膜件6包括第三支撑板62,第三支撑板62的下方设有对称分布的第二支撑柱61,第一覆膜件6通过第二支撑柱61固定在工作台11上,第三支撑板62上设有第二驱动件63,第二驱动件63的输出轴上设有挤压板64,挤压板64上设置具有缓冲材质的缓冲件,缓冲件为海绵/硅胶等。
第二覆膜件7包括第一支撑块71,如图5、图6所示,第一支撑块71上设有第三驱动件72,第三驱动件72的输出轴上设有压膜件,压膜件为刷体73。
第二覆膜件7位于第一覆膜件6的两侧,夹紧件5位于放置架3和第一覆膜件6之间。
牵拉件8包括第四驱动件81,第四驱动件81固定在支撑框13上,第四驱动件81的滑块上设有第四支撑板82,如图7所示,第四支撑板82上设有第五驱动件83,第五驱动件83的输出轴上设有L型支撑板84,L型支撑板84上设有夹紧气缸85,夹紧气缸85包括对称分布的夹臂86,夹臂86对卷膜进行夹持。
切割件9位于一侧的夹臂86上,如图8、图9所示,夹臂86上设有对称分布的支撑杆92,支撑杆92上设有第五支撑板91,第五支撑板91与夹臂86之间设有对称分布的导向杆93,第五支撑板91上设有气缸94,气缸94的输出轴上设有切割件95,切割件95包括第二连接块951,第二连接块951上设有与导向杆93配合的导向孔952,第二连接块951的一侧设有切割刀953。
第一驱动件2、第二驱动件63、第三驱动件72和第五驱动件83为气缸/液压缸,第四驱动件81为直线电缸。
切割刀953位于夹臂86和第二手指气缸52之间。
一种自动覆膜机的使用方法,使用方法包括以下步骤:
S1:一次卷膜布料
将卷膜套装在第一支撑柱41上,拉动卷膜夹持在第二手指气缸52和第三手指气缸53之间,启动设备,第五驱动件83驱动夹紧气缸86向下移动,夹紧气缸86对第二手指气缸52和第三手指气缸53之间的卷膜夹紧,第一手指气缸51、第二手指气缸52和第三手指气缸53的手指转动处于水平状态,第四驱动件81驱动夹紧气缸86移动,第一手指气缸51、第二手指气缸52和第三手指气缸53对卷膜进行夹紧,夹紧气缸86解除对卷膜的夹紧,第五驱动件83驱动夹紧气缸86向上移动,第四驱动件81驱动夹紧气缸86复位,第五驱动件83驱动夹紧气缸86向下移动,夹紧气缸85对卷膜进行夹紧,通过切割件9对第二手指气缸52和第三手指气缸53之间的卷膜进行切割。
S2:冰箱组件放置
将两个冰箱组件分别放置在两个卡合模块36上。
S3:进给覆膜
第一驱动件2驱动冰箱组件向靠近夹紧件5的一侧移动,进行覆膜作业,第二驱动件63推动挤压板64将卷膜贴服在冰箱组件上,第一手指气缸51和第二手指气缸52解除对卷膜的夹紧,第三驱动件72驱动压膜件对两侧的膜进行挤压,使两侧的膜附着在冰箱组件上。
S4:二次卷膜布料
重复一次卷膜布料的操作。
S5:组件旋转
第一驱动件2驱动冰箱组件向远离夹紧件5的一侧移动,旋转气缸34驱动第二支撑板35旋转,第一驱动件2驱动冰箱组件向靠近夹紧件5的一侧移动,重复覆膜作业。
S6:输出
覆膜结束后,第一驱动件2驱动冰箱组件向远离夹紧件5的一侧移动,取下冰箱组件,再次放置待覆膜的组件,循环作业。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
- 一种自动覆膜机及其使用方法
- 一种预制混凝土板养护薄膜自动覆膜机及其使用方法