用于焊接设备的节能系统、方法和设备
文献发布时间:2023-06-19 11:09:54
本申请是申请日为2016年4月13日、国际申请号为PCT/US2016/027278、国家申请号为201680044451.2、发明名称为“用于焊接设备的节能系统、方法和设备”的发明专利申请的分案申请。
背景技术
焊接是已在所有行业中变得越来越普遍的工艺。焊接就其核心来说只不过是结合两片金属的方式。虽然存在其它接合金属的技术(例如,铆接、钎焊和软焊),但焊接由于其强度、效率和通用性而成为精选的方法。
焊接系统可产生超过100安的焊接电流输出。此种焊接系统通常需要燃料动力发动机以驱动发电机,其中发电机转而针对具体焊接操作而产生所需电流。发动机和发电机的大小由焊接机的最大焊接电流输出额定值支配。例如,额定产生300安、33.3伏电弧的焊接机可需要10千瓦的电力来产生此电弧。因此,此焊接机中的发动机必须具有充足马力来驱动发电机以产生至少10千瓦的电力,以便在任何给定时间供应焊接机的最大焊接电流输出额定值。
根据预期,此种焊接系统可利用大量电力。因此,近期已推动提供较节能的焊接系统。为了实现此效率目标,有利的是,提供具有两种或更多种操作模式(例如,空转模式(即,节能模式)和正常模式(即,操作模式))的焊接系统。然而,仍需要在节能模式与操作模式之间动态地切换的有效方式以便将此种焊接系统的能量效率最大化。
发明内容
本发明涉及焊接系统、焊接设备和焊接设备电力供应器。更具体来说,本发明涉及用于焊接系统、焊接设备和焊接设备电力供应器的节能系统、方法和设备。提供用于在焊接设备中节能的系统、方法和设备,实质上如附图中的至少一幅所图示和/或结合附图中的至少一幅所描述,如权利要求书中更全面地阐述。
根据第一方面,一种焊接系统包括:用户可操纵装置;接近传感器,布置在所述用户可操纵装置上,接近传感器被配置成当所述焊接系统的操作员在范围内时提供第一输出信号;发动机,能够在节能模式和操作模式中操作;以及发电机,操作性地联接到发动机,其中发电机提供(1)焊接电流输出或(2)辅助电力输出中的至少一个;其中当接近传感器输出第一输出信号时,发动机在操作模式中操作,并且其中当发动机并不在操作模式中操作时,发动机在节能模式中操作。接近传感器也可在被配置成当操作员在范围外时输出第二输出信号,以使得当接近传感器输出第二输出信号时,发动机在节能模式中操作。
根据第二方面,一种焊接系统包括:发动机,能够在第一速度和第二速度下操作;接近传感器,接近传感器被配置成输出第一输出信号和第二输出信号;发电机,操作性地联接到发动机,其中发电机提供(1)焊接电流输出或(2)辅助电力输出中的至少一个;第一发动机速度控制电路,操作性地联接到所述接近传感器,其中第一发动机速度控制电路在最初启动发动机时将第一发动机速度控制信号提供到发动机以使得发动机在第一速度下操作;以及第二发动机速度控制电路,操作性地联接到所述接近传感器,其中第二发动机速度控制电路在接近传感器输出第二输出信号时将第二发动机速度控制信号提供到发动机以使得发动机在第二发动机速度下操作。
根据第三方面,一种系统包括:接近传感器,接近传感器被配置成当所述焊接系统的操作员在范围内时提供第一输出信号;以及电力供应器,其中电力供应器提供(1)焊接电流输出或(2)辅助电力输出中的至少一个;并且其中电力供应器能够(1)当接近传感器输出第一输出信号时在操作模式中操作以及(2)当电力供应器不在操作模式中操作时在节能模式中操作。
根据第四方面,一种操作发动机驱动的发电机的方法包括:从布置在与发动机驱动的发电机相关联的用户可操纵装置上的触摸传感器接收第一输出信号;响应于第一输出信号而将第一发动机速度控制信号提供到发动机;响应于第一发动机速度控制信号,在第一速度下操作发动机;从触摸传感器接收第二输出信号;响应于第二输出信号而将第二发动机速度控制信号提供到发动机;以及响应于第二发动机速度控制信号,在第二速度下操作发动机。
接近传感器可以是触摸传感器,例如,(1)电容触摸开关;(2)电阻触摸开关;(3)电感性触摸开关;或(4)压电触摸开关。
附图说明
将从本发明的具体实施方式及其出于说明的目的而选择并示出在附图中的优选实施例来更好地理解本发明的特征,其中:
图1a和图1b图示根据本公开的方面的示范性电弧焊接系统。
图1c图示根据本公开的方面的用于电弧焊接系统的示例性用户可操纵装置。
图2图示根据本公开的方面的实例焊接设备。
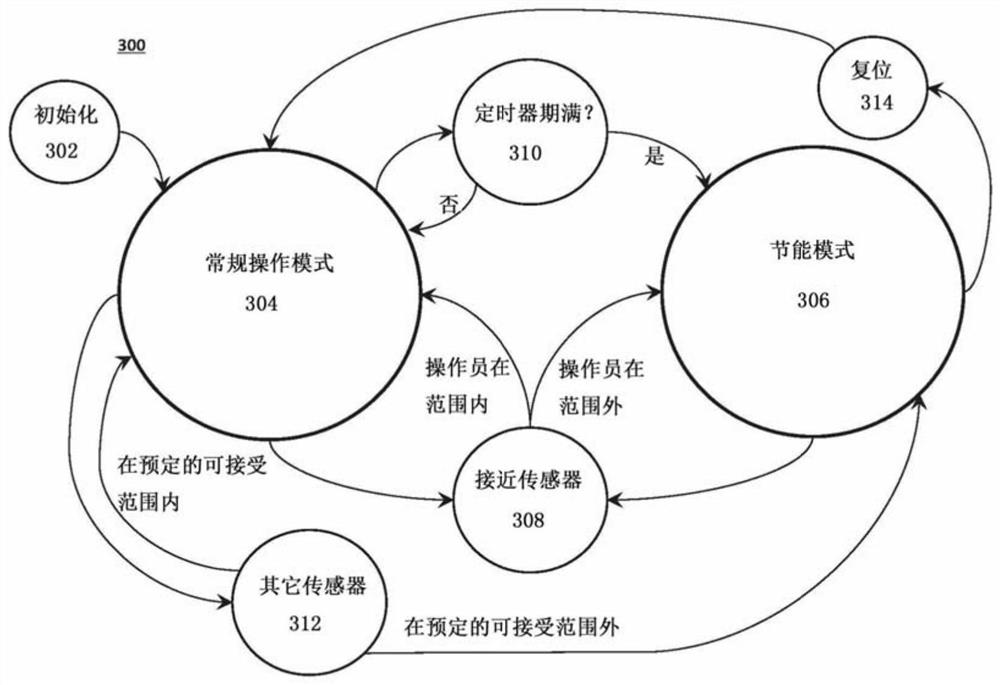
图3图示根据本公开的方面的两种焊接设备状态的示例性状态图。
具体实施方式
本公开涉及用于在焊接设备中节能的系统、方法和设备。下文将参照附图来描述本发明的优选实施例。在下文描述中,没有详细描述熟知的功能或构造,这是因为这些描述将以不必要的细节混淆本发明。
出于促进理解所主张的技术的原理并呈现其当前理解的最佳操作模式的目的,现将参照附图所图示的实施例,并将使用具体语言来描述实施例。然而,应理解,不希望因此限制所主张的技术的范围,其中所主张的技术所属的领域的技术人员通常将预期所说明的装置的这些更改和其它修改以及如本文所说明的所主张的技术的原理的这些其它应用。
如本文所使用,用词“示例性”意味“充当实例、例子或说明”。本文所述的实施例不是限制性的,而仅仅是示范性的。应理解,所描述的实施例未必解释为比其它实施例优选或有利。此外,术语“本发明的实施例”、“实施例”或“本发明”不需要本发明的所有实施例包含所论述的特征、优点或操作模式。
如本文所使用,术语“电路”表示物理电子部件(即,硬件)以及可配置硬件、由硬件执行和/或以其它方式与硬件相关联的任何软件和/或固件(“代码”)。如本文所使用,例如,特定处理器和存储器可在执行第一组一行或更多行代码时包括第一“电路”,并且可在执行第二组一行或更多行代码时包括第二“电路”。如本文所利用,“和/或”意味在列表中由“和/或”连接的项目中的任何一个或更多个。作为实例,“x和/或y”意味三元素集合{(x),(y),(x,y)}中的任一元素。换句话说,“x和/或y”意味“x和y中的一个或两个”。作为另一实例,“x、y和/或z”意味七元素集合{(x),(y),(z),(x,y),(x,z),(y,z),(x,y,z)}中的任一元素。换句话说,“x、y和/或z”意味“x、y和z中的一个或更多个”。如本文所利用,术语“示例性”意味充当非限制性实例、例子或说明。如本文所利用,术语“例如”引述一个或更多个非限制性实例、例子或说明的列表。如本文所利用,只要电路包括对于执行功能来说必要的硬件和代码(如果需要其中的任一个),电路便“可操作”以执行所述功能,而不管所述功能的执行是否被停用或是不启用(例如,通过操作员可配置的设定、工厂微调等)。
参照图1a和图1b,示出实例焊接系统100,其中操作员102正穿戴焊接头具104并使用用户可操纵装置(例如,焊炬108)来焊接工件106,其中电力或燃料由焊接设备110经由导管118(对于电焊来说,地面导管120提供返回路径)而输送到用户可操纵装置。焊接设备110可包括电源或燃料源(通常被称为“电力供应器”)、视情况选用的惰性保护气体源,并且在焊丝/填料将被自动提供的情况下,还包含送丝机。
图1a和图1b的焊接系统100可被配置成切割材料(例如,作为等离子体切割机)或通过任何已知的焊接技术(包含火焰焊接技术(例如,氧-燃料焊接)和电焊技术(例如,保护金属极电弧焊(SMAW),更常称为焊条焊接)、金属惰性气体焊接(MIG)、药芯电弧焊(FCAW)、钨极惰性气体焊接(TIG)以及电阻焊接)而形成焊接接头112。TIG焊接可不涉及外部填料金属,或可涉及手动、自动或半自动外部金属填料。视情况在任何实施例中,焊接设备110可以是电弧焊接设备,其中电弧焊接设备将直流电(DC)或交流电(AC)提供到用户可操纵装置(例如,焊炬108)的消耗或非消耗电极114(例如,较好地示出在图1b中),其中用户可操纵装置可以是TIG焊炬、MIG焊炬、药芯焊炬(常称为MIG“焊枪”)或焊条电极保持器(常称为“焊针”)。如本文所使用,术语“用户可操纵装置”应大体上用于表示操作员在操作焊接系统100时握持或以其它方式操纵的设备,而不管是焊炬、焊枪、焊针等。此外,虽然结合各种实例而说明并描述焊炬108,但本教示不应限于焊炬108,而是可应用到任何用户可操纵装置。
在操作中,电极114将电流输送到工件106上的焊接点。在焊接系统100中,操作员102通过操纵焊炬108并经由例如触发器124触发电流流动的开始和停止来控制电极114的位置和操作。当电流流动时,电弧116在电极114与工件106之间产生。导管118和电极114因此输送足以在电极114与工件之间产生电弧116的电流和电压。电弧116在电极114与工件106之间的焊接点处局部地使工件106以及供应到焊接接头112的焊丝(或焊条)(在消耗电极的状况下,是电极114,或在非消耗电极的状况下,是独立焊丝或焊条)熔融,因此在金属冷却时形成焊接接头112。等离子体切割机以类似方式操作。具体来说,惰性气体或半惰性气体以高速吹出喷嘴128,而电弧经由此气体从喷嘴128到正被切割的工件106而形成,而将此气体中的一些转变为等离子体。等离子体足够热而使正被切割的工件106熔融,并足够快地移动以将熔融材料吹离切缝。
图1c图示示例性用户可操纵装置(具体来说,焊炬108)的放大图。如图示,焊炬108大体上包括把手122、触发器124、导体管126以及处于导体管126的远端处的喷嘴128。将压力施加到触发器124(例如,将触发器致动)起始焊接(或适用时,切割)工艺,因此输出电力得以提供,并且送丝机214和/或气体供应器216视需要被激活。
图2图示根据本公开的方面的示例性焊接设备110的框图200。如图示,图2的焊接设备110大体上包括操作员接口模块210、控制电路202、电力供应电路204、送丝机模块206以及气体供应模块208。
操作员接口模块210可包括机电接口部件(例如,屏幕、扬声器、麦克风、按钮/开关、触摸屏等)以及相关联的驱动电路。操作员接口208可响应于操作员输入(例如,屏幕触摸、按钮/开关按压、语音命令、远程传感器输入等)而产生电信号。操作员接口模块210的驱动器电路可调节(例如,放大、数字化等)信号并将其传达到控制电路202。操作员接口208可响应于来自控制电路202的信号而产生听觉、视觉和/或触觉输出(例如,经由扬声器、显示器和/或电动机/致动器/伺服系统等)。在某些方面中,操作员接口模块210的一个或更多个部件可布置在用户可操纵装置上,从而来自一个或更多个部件的控制信号可经由导管118而传达到控制电路202。
控制电路202包括电路(例如,微控制器和存储器),所述电路可操作以处理来自操作员接口208、电力供应器212、送丝机214和/或气体供应器216的数据,并将数据和/或控制信号输出到操作员接口208、电力供应器212、送丝机214和/或气体供应器216。例如,控制电路202可与发动机(或电动机)速度控制电路和/或变压器控制电路操作性地联接。
气体供应模块208被配置成经由导管118而提供气体(例如,保护气体)以在焊接或切割工艺期间使用。保护气体通常是用于若干焊接工艺中、最主要是用于气体金属电弧焊和气体钨极电弧焊(例如,MIG和TIG)中的惰性或半惰性气体。保护气体的目的是保护焊接区域免于接触氧气以及水蒸汽。取决于正焊接的材料,这些大气源气体可降低焊接的质量或使焊接较困难。气体供应模块208可包括用于控制气体流率的电控阀门。所述阀门可通过来自控制电路202的控制信号(其可穿过送丝机214来导引或直接来自控制电路202)来控制。气体供应模块208也可包括用于向控制电路202报告当前气体流率的电路。就等离子体切割机来说,气体供应模块208可被配置成提供用于切割用途的气体。
在实例实施方案中,气体供应模块208可包括用于测量气体流率的电路和/或机械部件,以使得所报告的流率是实际流率值而并不仅仅是基于校准的预期流率值,因此提供提高的可靠性和准确性。虽然举例说明了气体供应模块208,但某些焊接工艺可使用其它保护焊接免于接触大气的方法。例如,保护金属极电弧焊使用覆盖在助焊剂中的电极,所述助焊剂在当被消耗时产生二氧化碳,其中二氧化碳是半惰性气体,是对钢材焊接来说可接受的保护气体。因此,气体供应模块208不需要用于所有焊接工艺,并且在一些状况下,不需要存在于焊接设备110中。
送丝机模块206被配置成将消耗焊丝电极114输送到焊接接头112。送丝机214可包括例如用于保持焊丝的卷轴、用于将焊丝拉离卷轴以输送到焊接接头112的致动器,以及用于控制致动器输送焊丝的速率的电路。致动器可基于来自控制电路202的控制信号来控制。送丝机模块206也可包括用于向控制电路202报告当前焊丝速度和/或剩余焊丝量的电路。在实例实施方案中,送丝机模块206可包括用于测量焊丝速度的电路和/或机械部件,以使得所报告的速度是实际速度而并不仅仅是基于校准的预期值,因此提供提高的可靠性。对于TIG或焊条焊接来说,可不使用送丝机214(或甚至可不存在于焊接设备110中)。
电力供应电路204包括用于产生(或以其它方式提供)电力的电路,所述电力经由导管118而输送到焊接电极。电力供应电路204可包括(例如)一个或更多个发电机、电压调节器、电流调节器、逆变器等。由电力供应电路204输出的电压和/或电流可通过来自控制电路202的控制信号来控制。
电力供应电路204可以是例如变压器式电力供应器或发电机式电力供应器,其中发电机式电力供应器将机械能转换为电能。实际上,电力供应电路204可联接到专用的发动机驱动的发电机,或发动机驱动的发电机可与焊接设备110集成。即,作为单个外壳而设置。具有集成的发动机驱动的发电机的此焊接设备110的实例可购自Miller Electric,ofAppleton,WI。因此,电力供应电路204的电力可源于变压器、发电机或其组合。如本文所使用,术语“焊接电力输出”表示适用于焊接、感应加热、等离子体切割、空气碳弧切割等的电流/电压供应或信号。
变压器式电力供应器(例如)将来自公共干线的中等电压和中等电流供应(例如,230或115VAC)转换为通常介于17到45(开路)伏并且55到590安的高电流且低电压的供应。在某些配置中,可提供整流器以将AC转换为DC。变压器式设计通常允许操作员例如通过如下方式而选择输出电流:选择性地将初级绕组移动得较靠近或较远离次级绕组,将分磁器移进和移出变压器的磁芯,使用与次级电流输出串联的具有可变饱和技术的串联饱和电抗器,或通过简单地允许操作员从变压器次级绕组上的一组抽头选择输出电压。纯变压器式机器通常是较便宜的,但通常较大且较笨重,这是因为它们是在50或60Hz的公共干线频率下操作。因此,这些低频变压器必须具有高磁化电感以避免浪费性的分路电流。
另一方面,发电机式电力供应器使用发电机或交流发电机,以将机械能转换为电能。例如,可使用内燃机,但也可使用电动机来驱动交流发电机或发电机,在此状况下,公共电力首先转换为机械能,并且接着转换回电能以实现类似于变压器的降压效果。因为发电机的输出可以是直流电,或甚至是较高频率的AC电流,所以这些机器可从AC产生DC,而不需要任何类型的整流器,或者也可用于在TIG焊接机上实施先前使用的变形,其中通过交流发电机来简单地直接产生较高频率的AC电流避免了对较高频率的附加模块箱的需求。在某些方面中,发电机可提供用于操作各种其它装置(包含电动工具、灯等)的辅助电力输出(通常是120或240伏60Hz ac信号或220伏50Hz ac信号)。在此配置中,控制电路202可与发动机速度控制电路操作性地联接,因此控制电路202指示发动机速度控制电路输出特定发动机速度控制信号,其中发动机速度控制信号可指示发动机速度或其它操作。
无关于电力供应器的类型,电力供应电路204也可包括用于向控制电路202报告焊接电流输出的当前电流和/或电压的电路。在实例实施方案中,电力供应电路204可包括用于测量导管118上的电压和/或电流(在导管118的任一端或两端处)的电路,以使得所报告的电压和/或电流是实际值而并不仅仅是基于校准的预期值。
为了节能,电力供应电路204可被配置成将焊接设备110选择性地操作在操作模式或节能模式中。当前公开的用于在操作模式与节能模式之间动态地切换的系统和技术实现节能要求,同时还使操作员能够节省能量成本。可结合任何形式的焊接设备和系统(而不管是焊接机、等离子体切割机等)来使用各种教示,包含(但不限于)气体金属电弧焊(GMAW)、气体钨极电弧焊(GTAW)、保护金属极电弧焊(SMAW)等。
在节能模式期间,可停用一个或更多个非必要耗电特征、部件或电路或以其它方式将其缩减到限制性操作。例如,控制电路202可导致发电机的内燃机或电动机从操作模式(例如,运行速度,其可接近全油门或处于全油门)切换到节能模式(例如,空转速度)。因此,控制电路202可指示发动机速度控制电路在最初启动发动机时和/或在符合某些条件时将第一发动机速度控制信号输出到发动机以使得发动机在第一速度(例如,操作模式)下操作,并且在符合其它条件时将第二发动机速度控制信号输出到发动机以使得发动机在第二发动机速度(例如,节能模式)下操作。
发动机速度控制电路可以是单个电路或两个独立电路。发动机速度控制电路可甚至与控制电路202集成。在另一实例中,螺线管可用于将发动机或电动机上的操纵杆移动到期望位置。控制电路202可因此控制油门位置、燃料泵、喷射定时器、燃空比、燃料消耗和点火定时中的至少一个。例如,颁予John C.Leisner并且名为“用于控制焊接发电机的发动机速度的方法和设备(Method and Apparatus for Controlling Engine Speed of aWelding Generator)”的第6,603,097号美国专利描述具有两种或更多种操作模式的发电机。类似地,关于变压器式电力供应器,控制电路202可停用或调整变压器输出,以仅提供足以操作必要部件的电力,其中必要部件可包含(例如)控制电路202和操作员接口模块210。
此外,辅助特征可被配置在仅当焊接设备110处于操作中时(即,在焊接期间)运行,并且是不连续地运行。例如,在节能模式期间,可停用冷却系统。此外,在不洁或多尘的环境中,此种特征也减少穿过机器吸引的空气污染物的量,因此保持内部部件较干净并减少对维护的需要。
操作模式和节能模式中的每一个可划分为多个子模式,其中的每一个子模式具有变化的操作程度。例如,可使用部分节能模式,其中部分节能模式相比完全节能模式(其中所有非必要操作都被禁用)在空转期间提供更大的功能性(例如,较多特征),但这是以更大的能量消耗为代价的。类似地,操作模式可对典型计划(或平均使用)提供基本操作模式,或对需要较高焊接电流输出的材料和操作提供过驱动操作模式。
在某些方面中,内燃机(或其它电源)可在处于节能模式中时完全停用。例如,通过关闭内燃机,在节能模式期间将不会消耗燃料。然而,在这些配置中,可需要辅助电源对控制电路202或将使焊接设备110能够恢复到操作模式(例如,在此状况下,将再次启动内燃机)的其它必要设备或模块供电。辅助电源可以是(例如)电池(例如,可再充电电池,例如,铅酸电池、锂离子电池等)或超级电容器(例如,双电层电容器(EDLC))。
可通过一个或更多个空转触发事件来触发节能模式。这些空转触发事件的实例尤其是定时器的期满(例如,指示装置在预定量的时间内未被使用)或一个或更多个其它传感器或开关的激活(或停用)。例如,节能模式可简单地使用按钮或开关或如下文所描述使用接近传感器经由操作员接口模块210来选择。在检测到空转触发事件之后,控制电路202将电力供应电路204切换到节能模式。代替单个触发事件(例如,定时器期满标记),控制电路202可仅在符合某条件时将电力供应电路204保持在操作模式中。例如,只要传感器输出预定输出信号(例如,指示检测到特定物体),控制电路202便会将电力供应电路204保持在操作模式中;否则,电力供应电路204将恢复到节能模式。在节能模式期间,控制电路202可继续监视从空转触发事件起,是否存在任何状态改变,这将指示焊接设备110可被紧急使用。
如应了解的是,希望尽可能频繁地在节能模式中操作焊接设备110,因此将节能最大化。因此,除非用户可操纵装置正被操作员使用或握持,或紧密接近操作员,否则焊接设备110可在节能模式中操作。实际上,仅依赖于基于定时器的空转触发事件通常不如使用能够提供动态使用信息的传感器(例如,可以通过使用接近传感器)有效。因此,为了将节能最大化,可在焊接设备110或焊炬108上设置一个或更多个接近传感器,例如,把手122和/触发器124上。具体来说,一个或更多个接近传感器可布置在焊炬108上以向控制电路202指示操作员何时不再使用焊接设备110。例如,接近传感器可被配置成输出指示操作员在范围内(例如,触摸焊炬108和/或在焊接设备110或焊炬108的预定距离内)的第一输出信号(例如,触发信号)和/或指示操作员在范围外(例如,不再触摸焊炬108和/或不在焊接设备110或焊炬108的预定距离内)的第二输出信号。在某些方面中,第二输出信号可简单地是第一输出信号的不存在。
换句话说,当操作员将手从焊炬108拿开时,接近传感器不再将第一输出信号输出到电力供应电路204(和/或视情况将第二输出信号输出到电力供应电路204),这导致焊接设备110进入节能模式。当操作员再次拿起焊炬108并且接近传感器输出第一输出信号时,可使用此过程的反向过程,这导致焊接设备110进入常规操作模式。也就是说,在经由控制电路202而在一个或更多个接近传感器处检测到操作员后,焊接设备110将随着操作员触摸(或以其它方式抓握)焊炬108而自动恢复到常规操作模式(即,“就绪”状态)。
取决于处理器速度,焊接设备110可在十分之几毫秒或百分之几毫秒内从节能模式恢复到常规操作模式,这比操作员抓握焊炬并试图开始焊接花费的时间短。虽然节能是主要考虑因素,但也存在安全益处。例如,如果操作员将焊炬108掉落,那么接近传感器可用于确定焊炬108不再处于所述操作员的控制下并熄灭电弧(例如,关闭输出)。在某些方面中,可设置额外传感器以监视焊接设备110的操作。例如,可另外接近焊炬108的喷嘴128设置光传感器以检测焊接机是否处于使用中或是否已在预定时间段内使用。实例系统由颁予Moon Young Huh的第7,564,014号美国专利提供。
接近传感器可被调整为极短距离以便作为触摸开关(例如,焊炬108上的触摸传感器)而操作,或被调整为较长距离传感器以检测操作员是否仅仅处于焊接设备110(或焊炬108)的预定距离内。因此,接近传感器可以是触摸传感器、或布置在焊接设备110或焊炬108上的被配置成检测操作员的接近传感器、或布置在操作员身上的发射器,因此操作员必须处于焊接设备110(或焊炬108)的预定距离内以进入常规操作模式。
合适的触摸开关尤其包含电容触摸开关、电阻性开关、电感性触摸开关和压电触摸开关,但其它接近传感器是可能的。电容触摸开关电极可放置在例如木材、玻璃或塑料等非导电面板之后,因此使把手122和/或触发器124能够由塑料制成,并且使操作员能够带上手套。电容触摸开关通过检测操作员的身体电容来工作。当操作员触摸电容触摸开关时,会增大电容并触发电容触摸开关。电容触摸开关可作为集成电路来设置。
电容触摸开关的有利之处在于电容触摸开关仅需要一个电极就可以起作用。例如,电极可布置在焊炬108的把手122上,以检测操作员正握持焊炬108。或者,电极可布置在触发器124上,以检测操作员不仅正握持焊炬108,而且将要激活焊炬108。实际上,多个电极可设置在焊炬108上,以实现特定需要。例如,第一电极可布置在触发器124上,并且第二电极可设置在把手122上,因此检测不仅焊炬正被握持,而且操作员正以安全/适当方式握持焊炬。以此方式,电极中的每一个可需要被致动(例如,触摸)以使焊接设备110能够进入常规操作模式来进行操作。电感性触摸开关类似于电容性触摸开关,但使用不同类型的传感器(例如,迹线线圈)并且测量电感而不是电容。电感性触摸开关测量因顶板(例如金属板)的偏转所致的传感器的电感的改变。
另一方面,电阻触摸开关将需要两个电极在物理上接触导电的某物(例如,操作员的手指/手)以进行操作。这是因为电阻触摸开关通过降低两片金属之间的电阻而操作,这相比电容触摸开关,构造要简单得多。因此,跨越板而放置一根或两根手指实现开启(或闭合状态),而从金属片移除手指则关断装置。在此实例中,两个电极可布置在触发器124上,以使得用户手指激活焊接设备110,或两个电极布置在把手122上。在另一实例中,第一电极可布置在触发器124上,并且第二电极可设置在把手122上,因此检测不仅焊炬108正被握持,而且操作员正以安全/适当方式握持焊炬。
最终,压电触摸开关可布置在焊炬108上。压电触摸开关使用可布置在表面后的压电材料(例如,压电陶瓷圆盘或其它形状)的机械弯曲性质而操作。施加在压电材料上的力导致由于电荷转移而诱发电压。所产生的电压通过到极性中性电子开关触点中的电子连接而转换。压电触摸开关的有利之处在于其能够实现与任何种类的材料的触摸接口。
如应了解的是,触摸传感器提供较大准确性,这是因为它需要操作员与焊炬108直接接触。然而,当操作员穿戴衣物、手套或禁止与焊接设备110或焊炬108的直接接触(或其它操作性接触)的其它材料时,布置在焊接设备110或焊炬108上的较长距离的接近传感器可以是有利的。因此,另一可能的接近传感器可以是射频识别(RFID),这是电磁场在传送数据方面的无线使用。在此实施例中,RFID标签可联接到被配置成与焊接设备110通信的操作员。例如,操作员可配备RFID发射器或标签(例如,手环、工作证等),并且焊接设备110可配备对应的RFID接收器。在此实施例中,焊接设备110可仅当用户处于焊接设备110的预定距离内时操作。然而,此布置将不如上述触摸传感器有效,这是因为操作员可能处于预定距离内,但没有实际上使用焊接设备110。此配置也将禁止焊接设备被未授权的人员使用。因此,除触摸传感器之外或代替触摸传感器,可使用RFID标签。
在另一实例中,焊接设备110可被配置成操作,以使得当操作员处于焊接设备110的第一预定距离内时,电力供应器(例如,发动机驱动的发电机)启动(或另外开启),并且当操作员处于焊接设备110的第二预定距离内时,电力供应器加速运转。例如,当焊接设备110使用例如RFID技术(或另一无线电发射器/接收器)确定操作员接近焊接设备110时,发动机启动,并且当操作员触摸用户可操纵装置时进入操作模式。
为了防止电力供应电路204在节能模式与操作模式之间错误地切换,可使用定时器在电力供应电路204可在电力供应模式之间切换之前要求一定时间延迟。例如,此定时器可例如当操作员仅将焊炬108从一只手换到另一只手时减轻不期望的模式改变。定时器也将减轻来自接近传感器的瞬间的或错误的信号。时间延迟的长度可以是操作员可选择的,并且是数秒乃至数毫秒。例如,操作员可经由操作员接口模块210而设定期望时间延迟。除接近传感器之外或代替接近传感器,可使用盲定时方案确定机器在某时间内未被使用。类似地,布置在焊炬上的开关(例如,作为紧急制动开关(dead man switch)而操作的按钮)可用于实现此任务。最终,加速度计可用于确定焊炬是否处于自由坠落中并关闭电弧。
图3图示两种焊接设备状态的示例性状态图300。一旦焊接设备110已在302处初始化,控制电路202便可自动确定焊接设备110应在常规操作模式304或节能模式306中操作。在某些方面中,常规操作模式304可以是默认模式。所述确定可以是基于一个或更多个接近传感器308的状态。例如,如果接近传感器308中的一个或两个指示操作员在范围内,那么焊接设备110将在常规操作模式304中操作。然而,如果接近传感器308指示操作员在范围外,那么焊接设备110将在节能模式306中操作。
接近传感器308可在例如操作员接触(例如,触摸)焊炬108上所设置的触摸传感器和/或操作员(或与操作员相关联的发射器)处于焊接设备110的预定距离内时认为操作员在范围内。相反,接近传感器308可在例如操作员不触摸焊炬108上所设置的触摸传感器和/或操作员(或与操作员相关联的发射器)不处于焊接设备110的预定距离内时认为操作员在范围外。
在某些方面中,控制电路202可基于空转定时器310的状态而确定焊接设备110应在常规操作模式304或节能模式306中操作。例如,如果空转定时器310指示从最后一次使用焊接设备110(例如,产生电弧或致动触发器124)起,预定量的空转时间已消逝。如果空转定时器310指示预定量的空转时间的期满,那么焊接设备110将在节能模式306中操作,直到焊接设备110再次变得活动(例如,致动触发器124)为止。预定量的时间可以是操作员可选择的。例如,操作员可经由操作员接口模块210而设定期望时间延迟。预定量的空转时间可以是例如约5到300秒,较优选是约5到90秒,并且最优选是5到60秒。因此,焊接设备110可被配置成即使在操作员在范围内,但焊接设备110在预定量的时间内未被使用时,也进入节能模式306。
在某些其它方面中,控制电路202可基于一个或更多个其它传感器312的状态而确定焊接设备110应在常规操作模式304或节能模式306中操作。例如,加速度计可用于确定焊炬108是否处于自由坠落中,在此状况下,焊接设备110将进入节能模式306,因此关闭电弧并减轻安全危险。也就是说,如果加速度所测量的适当加速度(更常称为“G力”)偏离预定可接受的范围,那么控制电路202可导致焊接设备110进入节能模式306。也可设置复位触发器314(例如,按钮、定时器、远程复位信号等)以从节能模式306返回到常规操作模式304。
虽然将加速度计作为实例来提供,但其它传感器可用于提高安全性。例如,可设置恒温器以指示任何过热,可设置湿度传感器以指示可造成电短路危险的流体。在某些方面中,焊接设备110可在当所测量的值返回到预定可接受范围(例如,装置变凉)时或在复位314后自动返回到常规操作模式304。
焊接设备110也可被配置成接收(无论是无线地还是经由有线连接)指示焊接机进入节能模式306的远程信号。因此,当需要无线监视或控制时,焊接设备110可还包括天线、通信端口和任何通信接口电路。天线可以是适用于由通信链路使用的频率、功率电平等的任何类型的天线。通信端口可包括例如双绞线以太网端口、USB端口、HDMI端口、无源光网络(PON)端口和/或与有线电缆或光缆介接的任何其它适当端口。通信接口电路可操作以将控制电路介接到天线和/或端口以进行发射和接收操作。对于发射来说,通信接口可从控制电路接收数据,将数据分组并根据在通信链路上使用的协议而将数据转换为物理层信号。对于接收来说,通信接口可经由天线或接口而接收物理层信号,从所接收的物理层信号恢复数据(解调、解码等),并将数据提供到控制电路。
本发明的方法和系统可实现在硬件、软件、或硬件与软件的组合中。本发明的方法和/或系统可用集中方式实现在至少一个计算系统中,或用分散方式实现,其中不同元件跨越若干互连的计算系统而散布。适用于执行本文所述的方法的任何种类的计算系统或其它设备是合适的。硬件和软件的典型组合可包含具有程序或其它代码的通用计算系统,其中所述程序或代码在被加载和执行时控制计算系统以使得所述计算系统执行本文所述的方法。另一典型实施方案可包括专用集成电路或芯片。一些实施方案可包括上面存储有可由机器执行的一行或更多行代码的非暂时性机器可读(例如,计算机可读)介质(例如,闪存驱动器、光盘、磁性存储盘等),因此使机器执行如本文所述的过程。
前文描述和附图说明了本发明的原理、优选实施例和操作模式。然而,本发明不应解释为限于上文所论述的特定实施例。本领域的技术人员应了解上文所论述的实施例的额外变化。因此,上文所述的实施例应被视为说明性的,而不是限制性的。因此,应了解,这些实施例的变化可由本领域的技术人员进行,而不偏离如随附权利要求书所限定的本发明的范围。虽然接近传感器被描述为结合焊接设备和系统而使用,但所述教示可类似地应用到需要确定操作员是否处于特定装置或一部机器的范围内的其它装置。此外,所述教示可类似地应用到需要在操作模式与节能模式之间切换的其它装置。例如,电池充电器可被配置成在与操作员接触(例如,经由其电池夹而接触)后进入操作模式(或至少退出节能模式)。
本文所引用的所有文献,包含期刊论文或摘要、公开或对应的美国或外国专利申请、颁布的或外国的专利或任何其它文献,各自以引用方式完全并入本文中,包含所引用的文献中所呈现的所有数据、表格、附图和文字。
- 用于焊接设备的节能系统、方法和设备
- 用于焊接设备的节能系统、方法和设备