一种膜的分切收卷方法
文献发布时间:2023-06-19 11:16:08
技术领域
本发明涉及膜的生产制造技术领域,具体指一种膜的分切收卷方法。
背景技术
窗膜产品由于节能环保、便于安装,而具有广阔的市场前景。大多应用于建筑、汽车、安全等行业,具有抗紫外线、隔热防爆等功能。
图1示出了一种传统窗膜的结构,其具有依次粘附在一起的离型膜层10、安装胶层20、核心功能层30、耐磨层40。其中,离型膜层是为了隔离和保护安装胶层,在实际使用时,需要将离型膜层去除,利用安装胶层将窗膜粘附在窗玻璃上;核心功能层具有防紫外线、隔热等功能的材料层。
在窗膜的生产环节中,需要将大卷窗膜进行分切收卷,形成具有特定厚度或长度的窗膜卷。目前的窗膜的收卷方式是将窗膜卷绕式收卷在一卷筒上。收卷时,先在卷筒上的外周壁上沿轴向粘附一条双面胶层,将窗膜的前边缘先通过双面胶层固定,再将窗膜层层卷绕在卷筒上,待窗膜卷的厚度或长度达到要求后,切断窗膜。
市场上能提供的双面胶层的厚度为0.05mm及以上,由于卷筒的局部存在该双面胶层带来的厚度差,在缠绕一定厚度的范围内,会因该厚度差而造成窗膜局部沿卷筒轴向延伸的径向凸起,该凸起处因存储时间和窗膜收缩应力的影响不可避免的会导致窗膜变形而产生胶痕、胶印,变形的窗膜会产生光折射问题,无法使用,只能弃用。因该问题导致的窗膜浪费十分严重,每个卷筒上都会有1~5米的窗膜需要废弃,导致产品的可使用率严重降低。
发明内容
本发明所要解决的技术问题是针对现有技术的现状,提供一种通过消除窗膜与卷筒接触处的厚度差从而避免凸起产生进而消除窗膜局部变形问题、提高窗膜使用率的膜的分切收卷方法。
本发明解决上述技术问题所采用的技术方案为:一种膜的分切收卷方法,其特征在于:包括以下步骤:
(1)窗膜自大卷窗膜上向前输送,先将窗膜的前边缘整体切除,再将窗膜前边缘处的离型膜层切除1~5cm从而露出安装胶层;
(2)将安装胶层沿卷筒轴向粘附在卷筒的外周壁上,再将窗膜层层卷绕在卷筒上;
(3)待卷筒上窗膜的卷绕厚度或长度达到要求后,将窗膜整体切断。
优选地,所述窗膜的切割动作在吸风平板上进行,将窗膜置于吸风平板的上表面上,所述吸风平板的两端分别设置有用于将窗膜压紧的胶轮,所述吸风平板上方设置有用于切割窗膜的切割机构。通过吸风平板对窗膜进行整体定位,通过胶轮对窗膜边缘进行强制定位,以确保切割位置准确,避免窗膜在切割过程中移动而导致切割失误。
进一步优选,所述吸风平板内部中空形成导风腔,所述吸风平板的上表面开有若干个与导风腔相连通的第一吸风口,所述吸风平板的侧壁或底壁上开有与导风腔相连通的第二吸风口。第二吸风口处通过软管连接吸风机,从而为导风腔提供负压,实现第一吸风口对窗膜的吸附定位。
在本发明中,所述切割机构包括用于将窗膜整体切断的第一刀片及用于仅将窗膜的离型膜层切断的第二刀片,切割状态下,所述第二刀片距离待切割窗膜的高度为23um~25um。现有窗膜的离型膜层厚度一般为23um,安装胶层厚度一般为6~8um,切割离型膜层时,允许切割深度超过离型膜层厚度但不能超过离型膜层与安装胶层厚度之和。
本发明的切割机构还包括轨道、连接件,所述轨道位于吸风平板的上方且沿窗膜的切割方向布置,所述连接件能往复移动地设于该轨道上,所述第一刀片、第二刀片前后并排地约束在连接件上。轨道可以是丝杠或者丝杆与轨道的结合,连接件的局部为能与丝杆配合的螺母副,该结构为现有成熟技术,在此不做赘述。
优选地,所述轨道的两端分别设置有能约束第一刀片与第二刀片位置的限位器。
优选地,所述第一刀片、第二刀片能上下移动地设于连接件上,所述连接件上设置有能检测第一刀片、第二刀片相对于待切割窗膜高度的传感器,该传感器与控制器电信号连接。上述结构便于根据实际切割需要调整第一刀片、第二刀片的高度,该高度调节可以通过连接件相对于轨道的高度实现,例如通过直线电机驱动或者通过其他结构方式,该结构为现有成熟技术,在此不做赘述。
优选地,切除所述离型膜层时,切割刀具与待切除离型膜层之间的夹角为95°~135°。这样切割可以使离型膜层的切口边与卷筒贴合更紧密,而角度过大会影响刀片的切割效果。
与现有技术相比,本发明的优点在于:本发明利用窗膜自身特性,在对窗膜进行卷绕前,将窗膜前边缘处1~5cm的离型膜层切除,使安装胶层露出,然后利用窗膜自带且裸露出来的该安装胶层将窗膜前边缘固定在卷筒上,再对窗膜进行卷绕,由于在卷绕时不再需要粘贴双面胶层,消除了窗膜与卷筒接触处的厚度差,从而避免了凸起的产生,解决了窗膜变形问题,避免了窗膜的大面积浪费,有效提高了窗膜的使用率。
附图说明
图1为本发明背景技术的结构示意图;
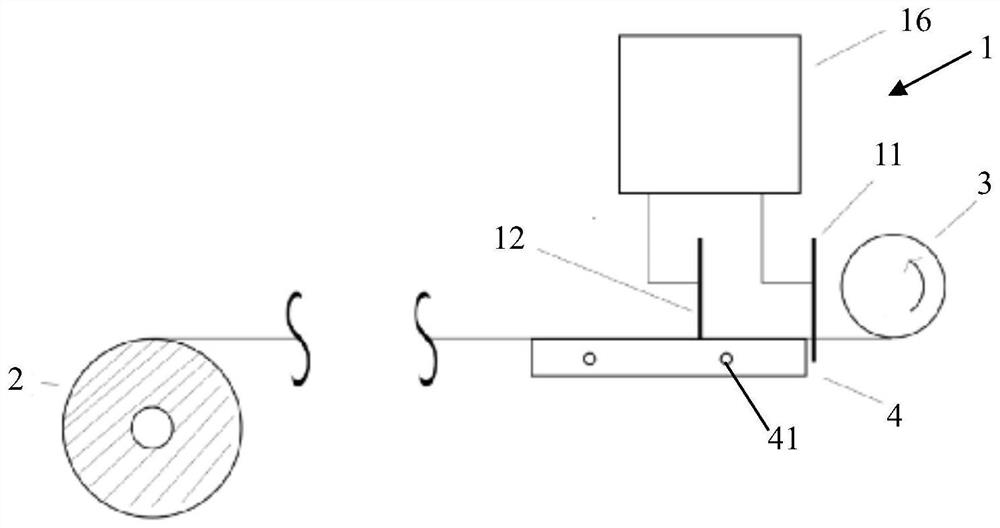
图2为本发明实施例中分切机与切割机构的配合分切收卷图;
图3为本发明实施例切割完毕后窗膜的结构示意图;
图4为本发明实施例中切割机构的结构示意图。
具体实施方式
以下结合附图实施例对本发明作进一步详细描述。
如图1~4所示,本实施例提供一种膜的分切收卷方法,其需要现有的分切机配合本实施例的切割机构1来实现。现有分切机的结构为现有成熟技术,在此不做赘述。
上述膜的分切收卷方法包括以下步骤:
(1)窗膜100自大卷窗膜2上向前输送,先将窗膜100的前边缘整体切除,再将窗膜100前边缘处的离型膜层10切除1~5cm从而露出安装胶层20;
(2)将安装胶层20沿卷筒3轴向粘附在卷筒3的外周壁上,再将窗膜100层层卷绕在卷筒3上;
(3)待卷筒3上窗膜100的卷绕长度达到设定米数后,将窗膜100整体切断,得到收卷后的窗膜卷。
上述窗膜100的切割动作在吸风平板4上进行,将窗膜100置于吸风平板4的上表面上,吸风平板4的两端分别设置有用于将窗膜100压紧的胶轮5,切割机构1设于吸风平板4上方。通过吸风平板4对窗膜100进行整体定位,通过胶轮5对窗膜100边缘进行强制定位,以确保切割位置准确,避免窗膜100在切割过程中移动而导致切割失误。
上述吸风平板4内部中空形成导风腔,吸风平板4的上表面开有若干个与导风腔相连通的第一吸风口,吸风平板4的侧壁上开有与导风腔相连通的第二吸风口41。第二吸风口41处通过软管连接吸风机,从而为导风腔提供负压,实现第一吸风口对窗膜100的吸附定位。
本实施例的切割机构1包括第一刀片11、第二刀片12、轨道13、连接件14。第一刀片11用于将窗膜100整体切断,第二刀片12用于仅将窗膜100的离型膜层10切断,切割状态下,第一刀片11位于第二刀片12前侧,第一刀片11的下边缘低于第二刀片12的下边缘。第一刀片11与第二刀片12可以为圆形刀片也可以为直边形刀片。第二刀片12距离待切割窗膜100的高度为23um~25um。现有窗膜的离型膜层10厚度一般为23um,安装胶层20厚度一般为6~8um,切割离型膜层10时,允许切割深度超过离型膜层10厚度但不能超过离型膜层10与安装胶层20厚度之和。
上述轨道13位于吸风平板4的上方且沿窗膜10的切割方向布置,连接件14能往复移动地设于该轨道13上,第一刀片11、第二刀片12前后并排地约束在连接件14上。轨道13的两端分别设置有能约束第一刀片11与第二刀片12位置的限位器15。轨道13可以是丝杠或者丝杆与轨道的结合,连接件14的局部为能与丝杆配合的螺母副,该结构为现有成熟技术,在此不做赘述。
本实施例的第一刀片11、第二刀片12能上下移动地设于连接件14上,连接件14上设置有能检测第一刀片11、第二刀片12相对于待切割窗膜100高度的传感器16,该传感器16与控制器电信号连接。上述结构便于根据实际切割需要调整第一刀片11、第二刀片12的高度,该高度调节可以通过连接件14相对于轨道13的高度实现,例如通过直线电机驱动或者通过其他结构方式,该结构为现有成熟技术,在此不做赘述。
切除离型膜层10时,第二刀片12与待切除离型膜层10之间的夹角a为95°~135°,即在安装第二刀片12时,可调整第二刀片12的安装角度,以实现上述切割功能。上述切割方式可以使离型膜层10切口与卷筒3贴合更紧密。
在本实施例中,一个大卷窗膜2可以分切收卷为多个小的窗膜卷,且分切收卷过程为连续过程,因此,本实施例中窗膜100的整体切断与仅离型膜层10切除过程同步完成,即:每收卷完毕一个窗膜卷,切割机构1在将窗膜100整体切断的同时,也将下一个待收卷窗膜100前边缘的离型膜层10切除。窗膜100的具体分切收卷过程如下:
(1)窗膜100自大卷窗膜2上向前输送,至窗膜100前边缘置于吸风平板4上,通过胶轮5将窗膜100的边缘压紧在吸风平板4上,然后调整窗膜100的拉伸张力至20N~50N以保持窗膜100平整,切割机构1的第一刀片11、第二刀片12随连接件14往复移动,第一刀片11将窗膜100的前边缘整体切除,同时,第二刀片12将窗膜100前边缘处的离型膜层10切除3cm从而露出安装胶层20;
(2)取消胶轮5的压持作用以及吸风平板4的吸附定位,将切割完毕的窗膜100向前拉动并将安装胶层20沿卷筒3轴向粘附在卷筒3的外周壁上,再将窗膜100层层卷绕在卷筒3上;
(3)待卷筒3上窗膜100的卷绕长度达到设定米数后,再次利用吸风平板4、胶轮5对窗膜100进行定位,运行切割机构1,第一刀片11将窗膜100前部整体切除,同时,第二刀片12将切断后窗膜100前边缘处的离型膜层10切除1~5cm从而露出安装胶层20;
(4)重复上述步骤(2)(3),进行窗膜的连续分切、卷绕。
本实施例利用窗膜100自身特性,在对窗膜100进行卷绕前,将窗膜100前边缘处1~5cm的离型膜层10切除,使安装胶层20露出,然后利用窗膜100自带且裸露出来的该安装胶层20将窗膜100前边缘固定在卷筒3上,再对窗膜100进行卷绕,由于在卷绕时不再需要粘贴双面胶层,消除了窗膜100与卷筒3接触处的厚度差,从而避免了凸起的产生,解决了窗膜变形问题,避免了窗膜的大面积浪费,有效提高了窗膜的使用率。
在本发明的说明书及权利要求书中使用了表示方向的术语,诸如“前”、“后”、“上”、“下”、“左”、“右”、“侧”、“顶”、“底”等,用来描述本发明的各种示例结构部分和元件,但是在此使用这些术语只是为了方便说明的目的,是基于附图中显示的示例方位而确定的。由于本发明所公开的实施例可以按照不同的方向设置,所以这些表示方向的术语只是作为说明而不应视作为限制,比如“上”、“下”并不一定被限定为与重力方向相反或一致的方向。
- 一种铜箔生产加工用分切收卷设备及分切收卷方法
- 一种分切机收卷站上废膜卷的切膜装置