击头冲压模具
文献发布时间:2023-06-19 11:17:41
技术领域
本发明涉及电子点火器技术领域,具体讲是一种击头冲压模具。
背景技术
击头是电子点火器的组成部分之一,目前对击头生产时是通过偏心轮结合冷墩工艺完成,存在着生产效率低下、产品尺寸不稳定的问题。
发明内容
鉴于上述现有技术的缺陷,本发明的目的在于:提供一种生产效果高的击头冲压模具。
本发明的技术解决方案是:击头冲压模具,包括上模和下模,上模和下模之间放入圆形金属,且上模和下模之间沿水平方向依次设有冲切双边定位边口工位、下插销式定位工位、上下对冲冷镦成型工位、第一上插销式定位工位、上下对冲包圆整形工位、第二上插销式定位工位、滑块式套孔整形工位和对切出料工位。
进一步地,所述冲切双边定位边口工位包括设置在上模上的冲切双边定位槽冲头以及设置在下模上的下冲切定位槽刀口。
进一步地,所述下插销式定位工位包括设置在下模上的下浮升引导定位块。
进一步地,所述上下对冲冷镦成型工位包括设置在上模上的上半圆冷镦浮升入块以及设置在下模上的下半圆冷镦浮升入块。
进一步地,所述第一上插销式定位工位包括设置在上模上的第一上步距定位冲头。
进一步地,所述上下对冲包圆整形工位包括设置在上模上的上整形脱料块以及设置在下模上的下整形脱料块。
进一步地,所述第二上插销式定位工位包括设置在上模上的第二上步距定位冲头。
进一步地,所述滑块式套孔整形工位包括设置在上模上的上整形压料块以及设置在下模上的下套孔整形滑块。
进一步地,所述对切出料工位包括设置在上模上的上冲切冲头固定块以及设置在下模上的下落废料刀口。
应用本发明所提供的击头冲压模具,其有益效果是:圆形金属通过送料机送入模具,在模内完成多个工位的加工,多工位成形确保了产品的尺寸稳定性,并提高了产能。
附图说明
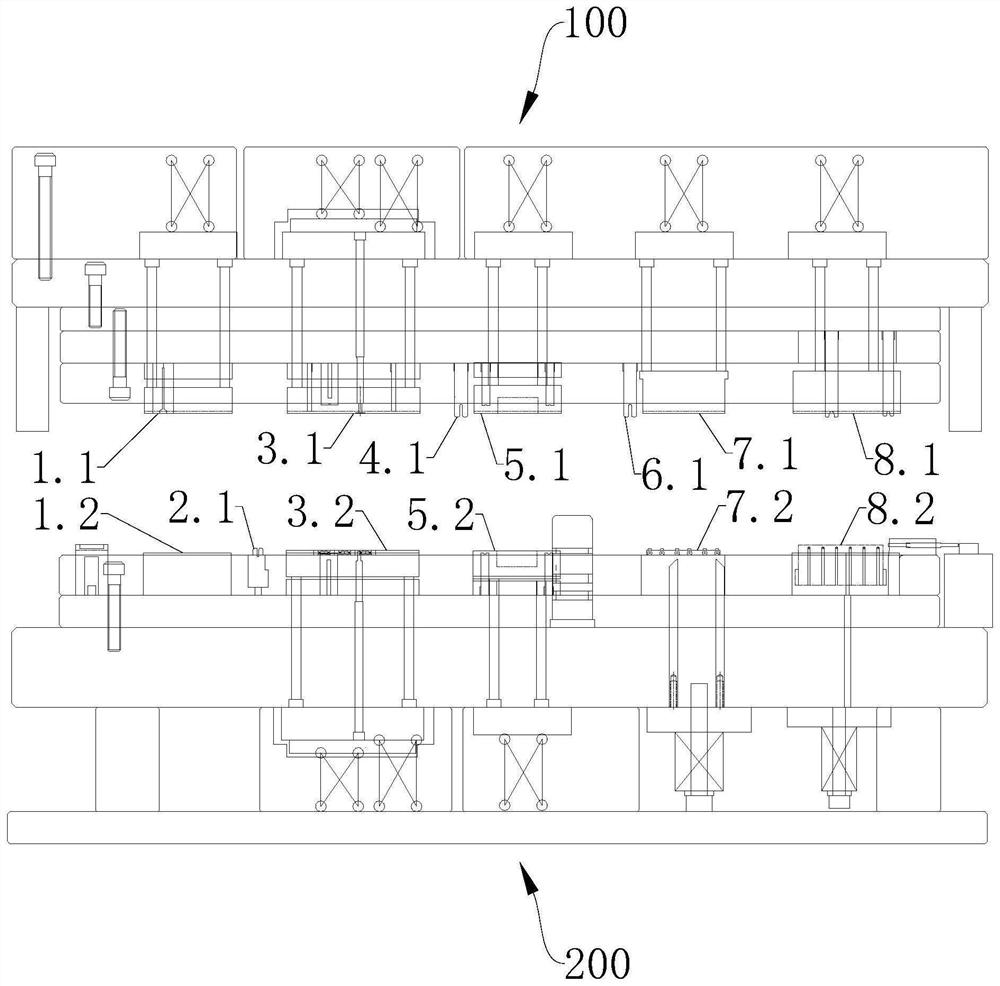
图1为本发明的整体结构示意图(开模状态);
图2为本发明的整体结构示意图(闭模状态)。
图中所示:100—上模,200—下模,1—冲切双边定位边口工位,1.1—冲切双边定位槽冲头,1.2—下冲切定位槽刀口,2—下插销式定位工位,2.1—下浮升引导定位块,3—上下对冲冷镦成型工位,3.1—上半圆冷镦浮升入块,3.2—下半圆冷镦浮升入块,4—第一上插销式定位工位,4.1—第一上步距定位冲头,5—上下对冲包圆整形工位,5.1—上整形脱料块,5.2—下整形脱料块,6—第二上插销式定位工位,6.1—第二上步距定位冲头,7—滑块式套孔整形工位,7.1—上整形压料块,7.2—下套孔整形滑块,8—对切出料工位,8.1—上冲切冲头固定块,8.2—下落废料刀口。
具体实施方式
为比较直观、完整地理解本发明的技术方案,现就结合本发明附图进行非限制性的特征说明如下:
如图1和图2所示,击头冲压模具,包括上模100和下模200,上模100和下模200之间放入圆形金属,圆形金属优选为圆形铁丝,且上模100和下模200之间沿水平方向依次设有冲切双边定位边口工位1、下插销式定位工位2、上下对冲冷镦成型工位3、第一上插销式定位工位4、上下对冲包圆整形工位5、第二上插销式定位工位6、滑块式套孔整形工位7和对切出料工位8。
冲切双边定位边口工位1包括设置在上模100下端的冲切双边定位槽冲头1.1以及设置在下模200上端的下冲切定位槽刀口1.2。圆形铁丝进入模具内先冲定位边口,利用边口定位,使圆形金属材料在模具内无法扭动,确保每步定位精度。
下插销式定位工位2包括设置在下模200上端的下浮升引导定位块2.1。
上下对冲冷镦成型工位3包括设置在上模100下端的上半圆冷镦浮升入块3.1以及设置在下模200上端的下半圆冷镦浮升入块3.2。上半圆冷镦浮升入块3.1和下半圆冷镦浮升入块3.2内均设有冲头,上半圆冷镦浮升入块3.1和下半圆冷镦浮升入块3.2同时夹紧圆形铁丝,再由它们内部的冲头上下对冲冷墩成型,确保了产品的外形完整性。
第一上插销式定位工位4包括设置在上模100下端的第一上步距定位冲头4.1。
上下对冲包圆整形工位5包括设置在上模100下端的上整形脱料块5.1以及设置在下模200上端的下整形脱料块5.2。
第二上插销式定位工位6包括设置在上模100下端的第二上步距定位冲头6.1。下插销式定位工位2、第一上插销式定位工位4、第二上插销式定位工位6分别用下浮升引导定位块2.1、第一上步距定位冲头4.1、第二上步距定位冲头6.1插入冲切双边定位边口工位1在圆形铁丝上切出的定位边口,精准定位每步工位的精度,确保了每步工位的步距尺寸一样。
滑块式套孔整形工位7包括设置在上模100下端的上整形压料块7.1以及设置在下模200上端的下套孔整形滑块7.2。
对切出料工位8包括设置在上模100下端的上冲切冲头固定块8.1以及设置在下模200上端的下落废料刀口8.2。
加工时,圆形铁丝通过送料机送入模具,在模内完成多个工位的加工,多工位成形确保了产品的尺寸稳定性,并提高了产能。
当然,以上仅为本发明的较佳实施例而已,非因此即局限本发明的专利范围,凡运用本发明说明书及图式内容所为之简易修饰及等效结构变化,均应同理包含于本发明的专利保护范围之内。
- 击头冲压模具
- 一种具有双头冲压结构的冷压模具