内胆板材、内胆及冰箱
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及制冷设备的内胆制造领域,尤其涉及一种内胆板材、由该内胆板材吸塑成型的内胆、具有所述内胆的冰箱。
背景技术
制冷设备的内胆吸塑成型是将热塑性的内胆板材先进行固定,再进行加热软化、吹泡形成真空气泡,将真空气泡覆盖在吸附凸模上(或者吸附凹模内),利用真空泵抽真空的方法将内胆板材与模具之间的空气抽空,借助内胆板材相对两侧面之间的压差,使加热软化后的内胆板材紧贴在模具的表面而成型,最终经过保压冷却、脱模等步骤形成内胆。
随着大容积冰箱的推广,现有的冰箱的发泡层越来越薄,为了减小发泡层的厚度,可以通过减小内胆胆口处的边框的宽度的方式来减薄发泡层的厚度,即形成胆口窄边结构以减薄发泡层的厚度。
现有的内胆胆口处的边框的宽度为12.5mm,在吸塑成型的过程中,该宽度不会影响内胆板材的成型厚度,即,不会影响最终成型的内胆的边框的强度,但是,在将该边框的宽度减薄至5mm形成胆口窄边结构后,内胆的吸塑成型难度增大,特别是在成型胆口窄边结构时,因边框较窄,导致对应位置处的内胆板材与模具之间的贴合度较差,在抽真空过程中会产生较大的拉伸,造成最终成型的胆口窄边结构处对应的壁厚较薄,强度较差,无法满足内胆的强度需求,易损坏。
有鉴于此,有必要提供一种新的内胆板材、内胆及冰箱以解决上述问题。
发明内容
本发明的目的在于提供一种内胆板材、由该内胆板材吸塑成型的内胆、具有所述内胆的冰箱。
为实现上述发明目的,本发明采用如下技术方案:一种内胆板材,具有内胆主体区、连接于所述内胆主体区的至少一侧的胆口窄边区,所述内胆主体区用以成型为内胆主体,所述胆口窄边区用以成型为与所述内胆主体的对应一侧的边缘相连接的胆口窄边结构;所述胆口窄边区的厚度大于所述内胆主体区的厚度。
作为本发明进一步改进的技术方案,所述胆口窄边区的厚度为所述内胆主体区的厚度的1.5倍~2倍。
作为本发明进一步改进的技术方案,所述胆口窄边区的厚度为所述内胆主体区的厚度的1.5倍。
作为本发明进一步改进的技术方案,:所述内胆板材包括内胆板材本体、设置于所述内胆板材本体上与所述胆口窄边区相对应的位置处的附加板材。
作为本发明进一步改进的技术方案,所述附加板材粘贴于所述内胆板材本体上与所述胆口窄边区相对应的位置处;或者所述附加板材与所述内胆板材本体一体成型。
作为本发明进一步改进的技术方案,所述胆口窄边区的宽度为100mm~200mm。
作为本发明进一步改进的技术方案,所述胆口窄边区的宽度为200mm。
作为本发明进一步改进的技术方案,所述内胆板材还具有连接于所述内胆主体区上除设有所述胆口窄边区的一侧的其他侧的胆口边框区、连接于所述胆口边框区以及胆口窄边区的边缘的内胆边缘区,所述内胆主体区、胆口边框区、内胆边缘区的厚度一致。
为实现上述发明目的,本发明还提供一种内胆,具有内胆主体、与所述内胆主体的至少一侧相连接的胆口窄边结构;所述内胆由上述的内胆板材吸塑成型。
为实现上述发明目的,本发明还提供一种冰箱,具有上述的内胆。
本发明的有益效果是:本发明中的内胆板材设置为胆口窄边区的厚度大于内胆主体区的厚度,从而,能够增加在真空吸附拉伸所述胆口窄边区成型的所述胆口窄边结构的厚度,从而提高所述胆口窄边结构的强度,无需在所述胆口窄边结构处另外增设增强其强度的加强板等其他部件,简化了所述箱体内胆的安装工序。
附图说明
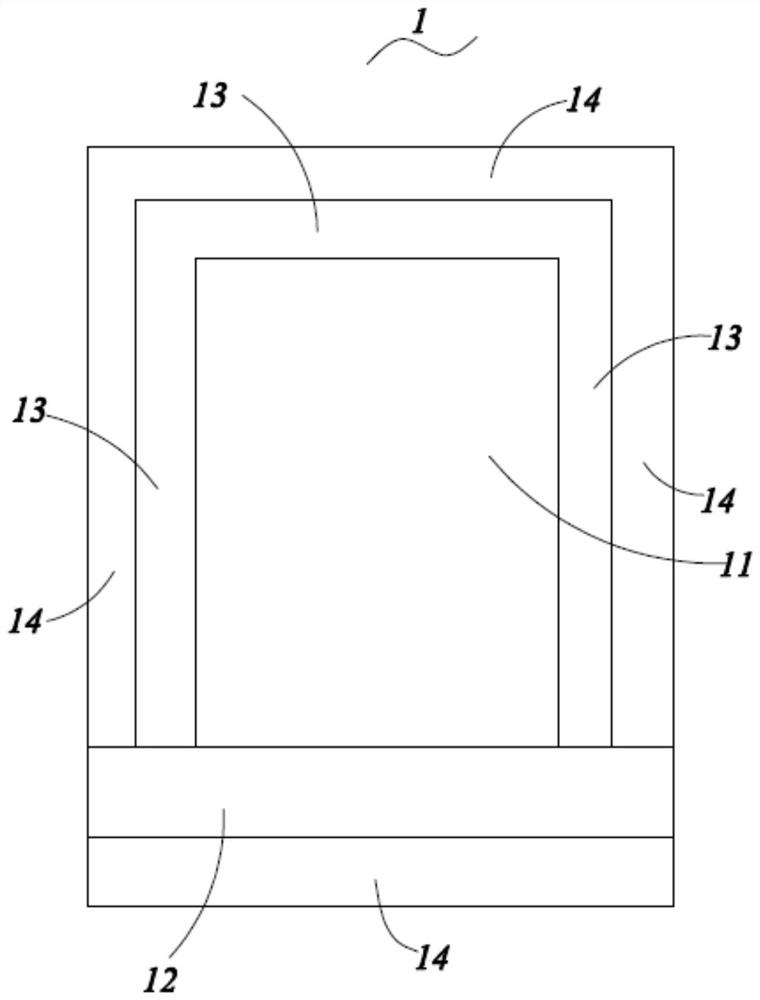
图1是本发明中的内胆板材的结构示意图。
图2是由图1所示的内胆板材吸塑成型的内胆的结构示意图。
图3是图2中A-A向的剖视图。
图4是图3中B处的放大图。
图5是具有由图1所述的内胆板材吸塑成型的内胆的冰箱去除门体后的结构示意图。
具体实施方式
以下将结合附图所示的各实施方式对本发明进行详细描述,请参照图1至图5所示,为本发明的较佳实施方式。但应当说明的是,这些实施方式并非对本发明的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本发明的保护范围之内。
请参图1所示,本发明提供一种内胆板材1,所述内胆板材1用以通过内胆吸塑成型模具吸塑成型为内胆。
本发明中以所述内胆板材1用以吸塑成型为箱体内胆2为例进行阐述;当然,并不以此为限,如,所述内胆板材1也可以用以吸塑成型为门体内胆,即门衬。
所述内胆板材1具有内胆主体区11、连接于所述内胆主体区11的至少一侧的胆口窄边区12,所述箱体内胆2具有用以形成存储空间的内胆主体21、连接于所述内胆主体21的边缘的胆口窄边结构22,所述内胆板材1吸塑成型所述箱体内但2后,所述内胆主体区11用以吸塑成型为所述内胆主体21,所述胆口窄边区12用以吸塑成型为所述胆口窄边结构22,即,所述内胆主体21的至少一侧设置所述胆口窄边结构22,以减小发泡层的厚度,增大冰箱的储物容积。
于一具体实施方式中,仅在所述内胆主体21靠近冰箱中的中梁的一端设置所述胆口窄边结构22,即,对应的所述内胆板材1中在所述内胆主体区11的一侧设置所述胆口窄边区12,以减小发泡层的厚度,增大冰箱的储物容积。当然,并不以此为限,于其他实施方式中,也可以将内胆主体区11的周侧(四侧)中的任意一侧、两侧、三侧或者四侧均连接所述胆口窄边区12,以使吸塑成型的所述箱体内胆2在内胆主体21的对应侧形成所述胆口窄边结构22,减小发泡层的厚度,增大冰箱的储物容积。
具体地,请参图4所示,所述胆口窄边结构22呈开口向后开放的槽状,且相较于现有的胆口边框结构,所述胆口窄边结构22的宽度L较薄,一般为5mm,故,现有的厚度一致的内胆板材在吸塑成型箱体内胆的过程中,因宽度较窄,导致胆口窄边区的内胆板材与模具之间的贴合度较差,在抽真空过程中会产生较大的拉伸,造成最终成型的胆口窄边结构处对应的壁厚较薄,强度较差,无法满足内胆的强度需求,易损坏。
本发明中,所述胆口窄边区12的厚度大于所述内胆主体区11的厚度,相较于原有的厚度一致的内胆板材,本发明中的所述内胆板材1增大了胆口窄边区12的厚度,从而,能够增加在真空吸附拉伸所述胆口窄边区12成型的所述胆口窄边结构22的厚度,从而提高所述胆口窄边结构22的强度,无需在所述胆口窄边结构22处另外增设增强其强度的加强板等其他部件,简化了所述箱体内胆2的安装工序。
进一步地,所述胆口窄边区12的厚度为所述内胆主体区11的厚度的1.5倍~2倍,包括1.5倍以及2倍,能够使吸塑成型的所述胆口窄边结构22的厚度符合箱体内但2的强度要求,同时,又不会在吸塑成型的过程中,因所述胆口窄边区12的厚度太厚,导致处于流动状态的所述胆口窄边区12的内胆板材1堆聚,无法成型所述胆口窄边结构22,或者导致成型的所述胆口窄边结构22处厚薄不匀。
优选的,所述胆口窄边区12的厚度为所述内胆主体区11的厚度的1.5倍。
进一步地,所述内胆板材1包括内胆板材本体、设置于所述内胆板材本体上与所述胆口窄边区12相对应的位置处的附加板材,以使所述胆口窄边区12的厚度大于所述内胆主体区11的厚度。
于本发明第一实施方式中,所述附加板材粘贴于所述内胆板材本体上与所述胆口窄边区12相对应的位置处,如可以通过双面胶或者其他胶黏剂将所述附加板材粘贴于所述内胆板材本体上,以增强所述胆口窄边区12的厚度,在将所述内胆板材1吸塑成型所述箱体内胆2的过程中,所述内胆板材本体与所述附加板材同步进行加热软化、吹泡、真空吸附等吸塑成型的步骤,以成型所述箱体内胆2,并形成厚度以及强度符合要求的所述胆口窄边结构22,减小发泡层的厚度,增大冰箱的储物容积。
于本发明第二实施方式中,所述附加板材与所述内胆板材本体一体挤出成型,即,通过挤塑机将颗粒料挤板成型所述内胆板材1,在挤板成型所述胆口窄边区12时,增大挤塑机的挤出口的高度,使挤塑机的挤出口的高度与所述胆口窄边区12的厚度相对应,即可使挤出成型后的所述内胆板材1上的所述胆口窄边区12的厚度大于所述内胆主体区11的厚度。
可以理解的是,在挤板成型所述内胆主体区11时,减小挤塑机的挤出口的高度,使挤塑机的挤出口的高度与所述内胆主体区11的厚度相对应,从而,能够使挤出成型的所述内胆板材1中的胆口窄边区12的厚度与内胆主体区11的厚度不同,且胆口窄边区12的厚度大于内胆主体区11的厚度。
本发明中的第二实施方式与第一实施方式除上述区别外,其他均相同,于此,不再赘述。
进一步地,所述胆口窄边区12的宽度为100mm~200mm,可以理解的是,所述胆口窄边区12的宽度只要设置为能够覆盖胆口窄边结构22即可。
于一具体实施方式中,所述胆口窄边区12的宽度为200mm,以保证覆盖最终需要成型的所述胆口窄边结构22。
进一步地,所述内胆板材1还具有连接于所述内胆主体区11上除设有所述胆口窄边区12的一侧的其他侧的胆口边框区13、连接于所述胆口窄边区12以及所述胆口边框区13的边缘的内胆边缘区14,所述胆口边框区13用以成型连接于所述内胆主体1上除连接有所述胆口窄边结构22以外的其他侧的胆口边框结构23,所述内胆边缘区14用以成型与所述胆口边框结构23以及所述胆口窄边结构22的边缘相连接的内胆连接结构24,所述内胆连接结构24用以与冰箱上的其他结构,如中梁、壳体等相卡接,以将所述箱体内胆2与所述中梁、壳体等组装在一起。
所述胆口边框区13、内胆边缘区14的厚度与所述内胆主体区11的厚度一致。
所述胆口边框结构23与所述胆口窄边结构22的结构相同,均呈向后侧开口的槽状,区别仅在于所述胆口边框结构23的宽度大于所述胆口窄边结构22的宽度,一般的,所述胆口边框结构23的宽度为12.5mm,在吸塑成型的过程中,该宽度不会影响成型后的所述胆口边框结构23的厚度。
可以理解的是,在所述内胆主体区11的一侧连接有所述胆口窄边区12的实施方式中,所述内胆主体区11的其他三侧连接有所述胆口边框区13,从而,在所述内胆板材1吸塑成型所述箱体内胆2后,所述内胆主体21的一侧吸塑形成所述胆口窄边结构22,其他三侧吸塑形成所述胆口边框结构23。
当然,并不以此为限,可以理解的是,在所述内胆主体区11的四侧均链接有所述胆口窄边区12的实施方式中,所述内胆板材1不具有上述的所述胆口边框区13,即,在该内胆板材1吸塑成型所述箱体内胆2后,所述内胆主体21的周侧(四侧)均吸塑形成所述胆口窄边结构22。
进一步地,请参图2-4所示,本发明还提供一种内胆,所述内胆由上述的内胆板材吸塑成型,所述内胆板材1为上文中所述的内胆板材1,于此,不再赘述。
本发明中,以所述内胆为箱体内胆2为例进行阐述,当然,不以此为限。所述箱体内胆2具有内胆主体21、与所述内胆主体21的至少一侧的边缘相连接的胆口窄边结构22、与所述内胆主体21的其他侧的边缘相连接的胆口边框结构23、与所述胆口窄边结构22以及所述胆口边框结构23的边缘相连接的内胆连接结构24,所述箱体内胆2由上述的内胆板材1吸塑成型,所述内胆板材1为上文中所述的内胆板材1,于此,不再赘述。
进一步地,请参图5所示,本发明还提供一种冰箱3,包括箱体31、连接于所述箱体31上的中梁32、设于所述箱体31内的上述的箱体内胆2,所述内胆2通过所述内胆连接结构24组装于所述箱体31、中梁32上。
在所述箱体内胆2仅在内胆主体21的一侧设置所述胆口窄边结构22的实施方式中,所述胆口窄边结构22位于所述内胆主体21靠近所述中梁32的一端,以减小发泡层的厚度,增大冰箱的储物容积。
所述箱体内胆2为上文中所述的内胆2,于此,不再赘述。
综上所述,本发明中的内胆板材1设置为胆口窄边区12的厚度大于内胆主体区11的厚度,从而,能够增加在真空吸附拉伸所述胆口窄边区12成型的所述胆口窄边结构22的厚度,从而提高所述胆口窄边结构22的强度,无需在所述胆口窄边结构22处另外增设增强其强度的加强板等其他部件,简化了所述箱体内胆2的安装工序。
应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
- 聚酯材料在制备冰箱内胆板材上的应用、冰箱、冰箱内胆以及其板材的制备方法
- 冰箱内胆用板材及其制备方法、冰箱内胆