一种离心浇铸机及其浇铸中的温度控制系统
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及离心转动浇铸技术领域,具体为一种离心浇铸机。
背景技术
现有的浇铸机配备在进行使用时都是手动进行控制装置内部温 度,使装置在进行使用时内部温度控制的准确率底,导致装置在进行 使用时装置在对于超滤组件进行凝胶时会产生影响,且现有的浇铸机 配备在进行使用时内部温度不能有效的针对各种工艺进行温度设置 与调节,使得装置在进行使用时将会导致产品的合格率降低,其实用 性不足。
CN201110336748.5(2012-6-20)公开了一种采用卧式离心浇铸 法制作中空纤维膜组件的方法,然而该工艺未提及温度控制以及相应 的装置改进。
CN109501093A(2019-3-22)公开了一种用于中空纤维膜组件的 离心浇铸装置,然而该装置对温度控制仍然有待改进。
发明内容
针对现有技术的不足,本发明第一技术目的是提供一种离心浇铸 机,第二技术目的是提供一种超滤膜组件环氧浇铸中的温度控制系统, 有效的解决现有的离心浇铸机在进行使用时都是手动进行控制装置 内部温度,克服了装置在进行使用时内部温度控制的准确率低而导致 装置在进行使用时装置在对于超滤组件进行凝胶时会产生影响并导 致产品的合格率降低和实用性不足的问题。
为了解决上述技术问题,本发明的第一技术目的是通过如下的技 术方案实现的:
一种离心浇铸机,包括机体和控制板,所述机体下端均固定连接 有支撑腿,所述机体一侧镶嵌连接有控制板;
所述控制板表面均镶嵌连接有PTC加热器控制按钮,所述控制板 表面镶嵌连接有固态继电器控制按钮,所述控制板的一端活动连接有 合页,所述机体一侧均镶嵌连接有散热口,所述散热口一侧固定连接 有波纹管路,所述波纹管路一侧固定连接有制冷空调;所述机体上端 固定连接有安全防护罩,所述安全防护罩下端固定连接有离心机主梁, 所述离心机主梁下端固定连接有底架,所述底架内侧固定连接有角向 减速机,所述角向减速机上端活动连接有离心旋转盘。
本发明PTC加热器又叫PTC发热体,采用PTC陶瓷发热元件与铝 管组成。该类型PTC发热体有热阻小、换热效率高的优点,是一种自 动恒温、省电的电加热器。
作为本发明的一种优选技术方案,所述机体上端固定连接有安全 防护罩,所述安全防护罩上端均固定连接有握把,所述安全防护罩下 端固定连接有离心机主梁,所述离心机主梁下端固定连接有底架,所 述底架内侧固定连接有角向减速机,所述角向减速机上端活动连接有 离心旋转盘。
作为本发明的一种优选技术方案,所述离心旋转盘上端均固定连 接有超滤膜夹紧装置,所述超滤膜夹紧装置上端固定连接有自动补胶 罐,所述角向减速机一端固定连接有驱动电机。
离心系统主要由驱动电机,角向减速机两部分组成,其中驱动电 机为能量输出部件,角向减速机负责将驱动电机的输出能力方向由水 平改为垂直方向,并带动固定在转转盘上的超滤组件高速旋转,产生 离心力,使灌装在超滤组件两端的环氧树脂向超滤组件两端偏移,随 着时间的增加,逐渐固化,起到封装超滤组件膜丝的作用。
作为本发明的一种优选技术方案,所述超滤膜夹紧装置一侧固定 连接有夹板,所述夹板与连接螺栓为贯穿设置,所述夹板与连接螺栓 内侧固定连接有插销。
作为本发明的一种优选技术方案,所述底架上方设置有减震系统; 所述减震系统包括设置在所述底架上方中央的中心螺栓、套装在所述 中心螺栓上的减震弹簧,以及设置在所述减震弹簧与所述底架接触区 域的缓冲件。
当超滤组件在浇注机中高速旋转离心浇筑时,不能100%保证做 到夹紧时超滤组件重心集中在浇注机中心圆点上,设备在旋转时必定 造会造成组件的震动,为了避免旋转震动造对超滤组件的产品质量影 响,特设置减震系统。减震系统由固定底板,中心连接螺栓,减震弹 簧套装在中心连接螺栓上,在弹簧与底板接触部分设施橡胶减震垫块, 起到进一步缓冲减震作用,由于减震采用中心螺栓+弹簧套接+橡胶减 震垫块组合模式,既能缓冲重力方向的震动,也能缓冲整个浇筑机体 左右,前后的晃动。
作为本发明的一种优选技术方案,所述制冷空调一侧的波纹管路 贯穿机体表面连通至内部,且制冷空调与波纹管路相结合组成一个风 冷系统。
作为本发明的一种优选技术方案,所述PTC加热器控制按钮与 PTC加热器为电力连接,所述固态继电器控制按钮与固态继电器为电 力连接,所述PTC加热器、固态继电器、触摸屏与控制板为一体设置, 且控制板内侧固定连接有温度探头,并且加热器、固态继电器、温度 探头、PLC与控制板组合成加热系统。
作为本发明的一种优选技术方案,所述安全防护罩上端均固定连 接有握把,所述控制板的一端活动连接有合页。
本发明的第二技术目的是通过如下的技术方案实现的:
一种超滤膜组件环氧浇铸中的温度控制系统,使用上述的离心浇 铸机,温度控制系统包括超滤组件两端封头的第一温度控制系统、离 心浇铸机配备组成的加热系统形成的第二温度控制系统、以及风冷系 统组成的第三温度控制系统。
通过本发明特定的离心浇铸机从而更好地实现本发明特定的温 度控制系统,有利于超滤膜组件环氧浇铸中的温度控制,内部温度控 制的准确率高,产品的合格率提高。
作为本发明的一种优选技术方案,所述加热系统由4台PTC加热 器、2台固态继电器、1台PLC、1台触摸屏、一个温度探头控制;触 摸屏设定工艺温度,通过读取温度探头的实际值,PLC和固态继电器 做PID调节,自动加热到所设定的温度;温度控制范围在±2%℃。
通过本发明特定的温度控制系统中的加热系统控制和温度参数 控制,有利于超滤膜组件环氧浇铸中的温度控制,内部温度控制的准 确率高,产品的合格率提高。
作为本发明的一种优选技术方案,风冷系统的配置是:风冷系统 由一台制冷空调的出风口通过保温波纹管路通至浇铸机内部来达到 降温要求,自动恒温除湿。
作为本发明的一种优选技术方案,第一温度控制系统控制参数为: 超滤膜组件环氧浇铸时间为8小时,温度控制在25摄氏度;室温外 30摄氏度以上采用制热工艺,25摄氏度以下采用加热工艺。
通过本发明特定的温度控制系统中的第一温度控制系统控制参 数,有利于超滤膜组件环氧浇铸中的温度控制,进一步提高内部温度 控制的准确率,产品的合格率提高。
本发明实施例提供了一种离心浇铸机,具备以下有益效果:
1、该种浇铸机在进行使用时能自动进行控制装置内部温度,使 装置在进行使用时内部温度控制的准确率提高,防止装置在进行使用 时对于超滤组件进行凝胶时所产生影响,且离心浇铸机在进行使用时 内部温度能有效的针对各种工艺进行温度设置与调节,使得装置在进 行使用时将不会导致产品的合格率降低,其实用性强;
2、通过设置温度探头、控制板、PTC加热器控制按钮、触摸屏 与固态继电器控制按钮,使装置在进行使用时通过触摸屏来设置工艺 具体温度数值,当温度数值设定完毕后通过温度探头来探测装置内部 的实际温度情况,随后将温度传输给触摸屏中供人员观看,人员观看 后通过触摸屏表面的PTC加热器控制按钮与固态继电器控制按钮来 控制PTC加热器、固态继电器与PLC进行调节,使得装置在进行设定 后能自动的调节到所需温度值中,并且通过PTC加热器、固态继电器 与PLC使装置的温度控制范围能有效的保持在±2%℃;
3、通过设置制冷空调与波纹管路,使装置内部温度过高进行调 节时,通过触摸屏来进行控制制冷空调的启动,当制冷空调启动后通 过波纹管路来进行传导进机体内部,来达到降温与自动恒温除湿作用, 且还能与加热系统相结合,使得装置能保持有效的保持恒温状态,在 针对不同工艺进行加工时通过制冷系统与加热系统相互结合的优势 组合成一套温控系统,从而使装置在进行使用时能更好的避免温度过 低或者温度过高而导致的凝固不及时与凝固不到位的情况,加强装置 整体使用性;
4、通过本发明特定的离心浇铸机从而更好地实现本发明特定的 温度控制系统,有利于超滤膜组件环氧浇铸中的温度控制,内部温度 控制的准确率高,产品的合格率提高;
5、通过本发明特定的温度控制系统中的加热系统控制和温度参 数控制,有利于超滤膜组件环氧浇铸中的温度控制,内部温度控制的 准确率高,产品的合格率提高;
6、通过本发明特定的温度控制系统中的第一温度控制系统控制 参数,有利于超滤膜组件环氧浇铸中的温度控制,进一步提高内部温 度控制的准确率,产品的合格率提高。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分, 与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。 在附图中:
图1是本发明整体结构示意图;
图2是本发明机体结构示意图;
图3是本发明图2中A处结构放大示意图;
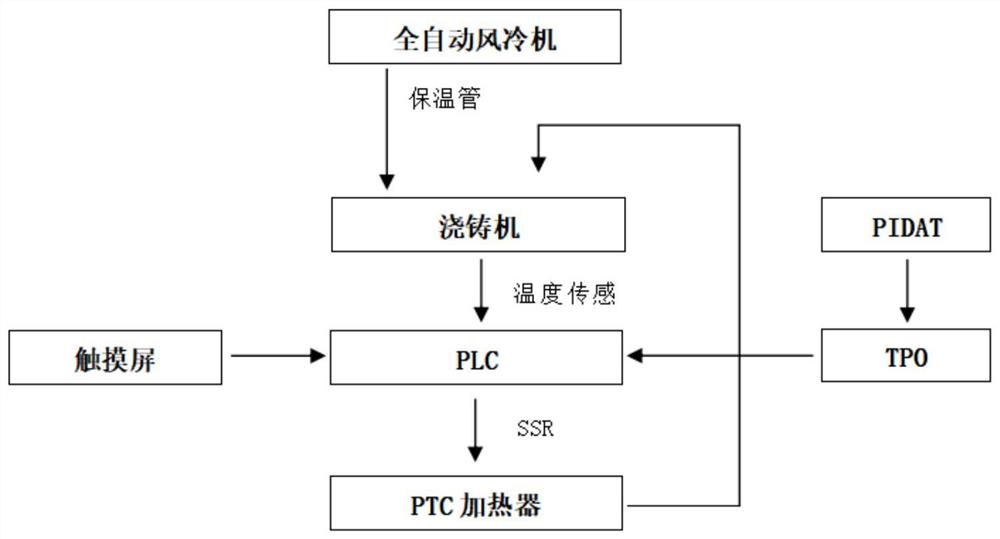
图4是本发明离心浇铸中的温度控制系统工艺流程图;
图5为本发明超滤组件离心浇注示意图;
图6为本发明离心浇铸机减震系统示意图。
图中:1、机体;2、支撑腿;3、控制板;4、PTC加热器控制按 钮;5、固态继电器控制按钮;6、合页;7、散热口;8、波纹管路; 9、制冷空调;10、安全防护罩;11、握把;12、底架;13、离心机 主梁;14、角向减速机;15、离心旋转盘;16、超滤膜夹紧装置;1601、 夹板;1602、连接螺栓;1603、插销;17、自动补胶罐;18、驱动电 机;19、触摸屏;20、减震系统;201、中心螺栓;202、减震弹簧; 203、缓冲件。
具体实施方式
以下结合附图对本发明的优选实施例进行说明,应当理解,此处 所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
实施例:如图1-6所示,一种离心浇铸机,包括机体1、支撑腿 2和控制板3,机体1下端均固定连接有支撑腿2,机体1一侧镶嵌 连接有控制板3;
控制板3表面均镶嵌连接有PTC加热器控制按钮4,控制板3表 面镶嵌连接有固态继电器控制按钮5,控制板3内侧镶嵌连接有触摸 屏19,远离控制板3的一端活动连接有合页6,机体1一侧均镶嵌连 接有散热口7,散热口7一侧固定连接有波纹管路8,波纹管路8一侧固定连接有制冷空调9,机体1上端固定连接有安全防护罩10。
其中,安全防护罩10上端均固定连接有握把11,安全防护罩10 下端固定连接有离心机主梁13,离心机主梁13下端固定连接有底架 12,底架12内侧固定连接有角向减速机14,角向减速机14上端活 动连接有离心旋转盘15;
本实施例中,通过此种设计,使底架12与离心机主梁13能有效 的固定角向减速机14与内部各零件,使得机体1内部整体架构更加 稳定。
其中,离心旋转盘15上端均固定连接有超滤膜夹紧装置16,超 滤膜夹紧装置16上端固定连接有自动补胶罐17,角向减速机14一 端固定连接有驱动电机18;
本实施例中,通过此种设计,使装置在进行使用时通过离心旋转 盘15旋转来带动自动补胶罐17进行旋转,使得装置在进行浇铸时更 加全面,而超滤膜夹紧装置16能有效的夹紧物体,防止物体滑脱, 在进行浇铸时出现偏差。
其中,超滤膜夹紧装置16一侧固定连接有夹板1601,夹板1601 与连接螺栓1602为贯穿设置,夹板1601与连接螺栓1602内侧固定 连接有插销1603;
本实施例中,通过此种设计,使超滤膜夹紧装置16在进行夹持 物体时通过夹板1601的活动来放大内部空间大小,在通过连接螺栓 1602与插销1603的紧固来使超滤膜夹紧装置16能有效的进行固定。
如图6所示,离心浇铸机还包括减震系统20,底架12上方设置 有减震系统20;所述减震系统20包括设置在所述底架12上方中央 的中心螺栓201、套装在所述中心螺栓201上的减震弹簧202,以及 设置在所述减震弹簧202与所述底架12接触区域的缓冲件203。缓 冲件203可以选择例如橡胶缓冲垫等具有缓冲作用的部件和材料。
当超滤组件在浇注机中高速旋转离心浇筑时,不能100%保证做 到夹紧时超滤组件重心集中在浇注机中心圆点上,设备在旋转时必定 造会造成组件的震动,为了避免旋转震动造对超滤组件的产品质量影 响,特设置减震系统。减震系统由固定底板,中心连接螺栓,减震弹 簧套装在中心连接螺栓上,在弹簧与底板接触部分设施橡胶减震垫块, 起到进一步缓冲减震作用,由于减震采用中心螺栓+弹簧套接+橡胶减 震垫块组合模式,既能缓冲重力方向的震动,也能缓冲整个浇筑机体 左右,前后的晃动。
其中,PTC加热器控制按钮4与PTC加热器为电力连接,固态继 电器控制按钮5与固态继电器为电力连接,PTC加热器、固态继电器、 触摸屏19与控制板3为一体设置,且控制板3内侧固定连接有温度 探头,并且加热器、固态继电器、温度探头、PLC与控制板3组合成 加热系统;
本实施例中,通过此种设计,使装置在进行使用时通过触摸屏 19来设置工艺具体温度数值,当温度数值设定完毕后通过温度探头 来探测装置内部的实际温度情况,随后将温度传输给触摸屏19中供 人员观看,人员观看后通过触摸屏19表面的PTC加热器控制按钮4 与固态继电器控制按钮5来控制PTC加热器、固态继电器与PLC进行 调节,使得装置在进行设定后能自动的调节到所需温度值中。
其中,制冷空调9一侧的波纹管路8贯穿机体1表面连通至内部, 且制冷空调9与波纹管路8相结合组成一个风冷系统。
本实施例中,通过此种设计,使装置内部温度过高进行调节 时,通过触摸屏19来进行控制制冷空调9的启动,当制冷空调9 启动后通过波纹管路8来进行传导进机体1内部,来达到降温与 自动恒温除湿作用,且还能与加热系统相结合,使得装置能保持 有效的保持恒温状态。
常规的人工手动控制温控的方法,很难做到温度的精确。生 产的产品性能差别很大,不能满足大批量生产对工艺温控的要求。 本发明通过温度对超滤组件两端封头的凝胶影响的应用、在浇铸 机配备一套加热系统和一套风冷系统以及加热系统的具体配置可 以有效改善该问题,具体工艺见图4。本发明加热系统由4台PTC 加热器、2台固态继电器、1台PLC、1台触摸屏、一个温度探头 控制。触摸屏设定工艺温度,通过读取温度探头的实际值,PLC和 固态继电器做PID调节,自动加热到所设定的温度;温度控制范 围在±2%℃。风冷系统的配置是:风冷系统由一台制冷空调的出 风口通过保温波纹管路通至浇铸机内部来达到降温要求,自动恒 温除湿。次套温控系统能精确控制超滤组件浇铸的温度,避免温 度过低带来的凝固不及时,密封性差,脱模困难。温度过高引起 的凝固不到位,组件报废等后果。
1、本发明PID是由比列运算(P)、积分运算(I)和微分运算(D) 共同组合作用的简称。其中,比例作用是建立在设定值(SV)上的比例 带操作,
在此带控制变量(MV)与偏差成正比,提供一个无振荡的平滑控制 过程:积分作用是指对阶跃偏差的自动校正过程:比例作用和积分作 用都通过控制结果进行校正,
因此不可避免会产生响应滞后。微分作用弥补了这一缺陷,通过 操作变量与偏差形成的斜坡(微分系数)成比例来进行控制,可加速对 干扰的响应。
AT是带自整定的意思,PID执行时,中断用户事先储存的PID常 数下的PID运算,执行AT后,根据计算出的PID常数开始(重新开 始)PID运算。
参数对于温度系统:P(%)20--60,I(分)3--10,D(分)0.5--3。
2、TPO指的是时分割比例输出,与PID运算指令成套使用,以 输入操作量为基础,将对操作量按操作范围进行分割的值作为任务比, 并将该任务比转换为时分割比例输出,
进行脉冲输出,控制固态继电器(SSR)。
3、超滤膜组件环氧浇铸时间为8小时,温度控制在25摄氏度。 室温外30摄氏度以上采用制热工艺,25摄氏度以下采用加热工艺。
环氧浇铸时的控制工艺:
1、根据不同的温度掌握好环氧端封胶的配比;
2、掌握好环氧端封胶和聚氨酯的浇注高度;
3、环氧端封胶用离心浇注并控制好浇铸时间;
4、浇铸离心机两侧开门,方便组件进出和固定;
5、浇铸离心机加装加热器,减少浇铸时间和提高浇铸质量;
6、聚氨酯用震动平台静态浇注。
铸封材可选用是一种双组分聚氨酯粘合剂的固化产物,所述双组 分为组分A和组分B,其中组分A为端异氰酸酯基聚氨酯预聚物,该 端异氰酸酯基聚氨酯预聚物为己二异氰酸酯和聚己二酸乙二醇酯二 醇以1.5∶1的比例在80℃下反应6小时的产物,组分B为含有活泼 氢组分,该含有活泼氢组分为聚氧化丙烯二元醇,加入催化剂二月桂 酸二丁基锡,用量为总量的0.5‰,双组分聚氨酯粘合剂按下列重量 百分比配制:端异氰酸酯基聚氨酯预聚物:38%,含有活泼氢组分: 62%,混合配制成粘合剂后采用离心浇铸,然后在60℃下固化36小 时。
工作原理:在使用本装置前先检查本装置各部件连接性是否良好, 随后方能进行使用,本装置使用时通过设置温度探头、控制板3、PTC 加热器控制按钮4、触摸屏19与固态继电器控制按钮5,使装置在进 行使用时通过触摸屏19来设置工艺具体温度数值,当温度数值设定 完毕后通过温度探头来探测装置内部的实际温度情况,随后将温度传 输给触摸屏19中供人员观看,人员观看后通过触摸屏19表面的PTC 加热器控制按钮4与固态继电器控制按钮5来控制PTC加热器、固态 继电器与PLC进行调节,使得装置在进行设定后能自动的调节到所需 温度值中,并且通过PTC加热器、固态继电器与PLC使装置的温度控 制范围能有效的保持在±2%℃,其次通过设置制冷空调9与波纹管路 8,使装置内部温度过高进行调节时,通过触摸屏19来进行控制制冷 空调9的启动,当制冷空调9启动后通过波纹管路8来进行传导进机 体1内部,来达到降温与自动恒温除湿作用,且还能与加热系统相结 合,使得装置能保持有效的保持恒温状态,在针对不同工艺进行加工 时通过制冷系统与加热系统相互结合的优势组合成一套温控系统,从 而使装置在进行使用时能更好的避免温度过低或者温度过高而导致 的凝固不及时与凝固不到位的情况,加强装置整体使用性。
最后应说明的是:在本发明的描述中,需要说明的是,术语“竖 直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示 的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指 示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造 和操作,因此不能理解为对本发明的限制。
在本发明的描述中,还需要说明的是,除非另有明确的规定和限 定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如, 可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械 连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言, 可以根据具体情况理解上述术语在本发明中的具体含义。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明, 尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术 人员来说,其依然可以对前述各实施例所记载的技术方案进行修改, 或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之 内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护 范围之内。
- 一种离心浇铸机及其浇铸中的温度控制系统
- 一种离心浇铸机的浇铸机构