基于旁轴离线测量的激光精密加工方法
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及激光精密加工领域,尤其涉及一种基于旁轴离线测量的激光精密加工方法。
背景技术
在传统激光精密加工领域,激光加工是对精密物体进行符合需求的精密操作。激光加工系统主要包括用于反射激光的振镜系统和用于辨别加工位置的CCD图像采集系统,其中振镜系统是通过多重反射折射的原理将激光汇集到激光加工操作平台的待加工位置,而CCD图像采集系统主要用于获取待加工物体的图像信息,便于激光进行准确加工。现有的激光加工技术主要利用同轴方法,其主要操作方式为:先将待加工物体放在激光加工操作平台上,通过CCD图像采集系统获取待加工物体的准确图像信息,在进行准确测量获取待加工物体的信息后,将CCD图像采集系统移开并换成用于激光加工的振镜系统,通过提前标定好的振镜系统与CCD图像采集系统的关系,对待加工物体进行加工操作。
这种同轴加工方式,需要不断变换振镜系统与CCD图像系统依次进行步骤操作,同时要保持待加工物体的位置恒定,若待加工物体位置变换,需要重新获取CCD图像系统与振镜系统的对应关系,过程繁琐且因为移动过程中存在的误差,也造成加工精度不高的问题。
目前激光加工领域也由通过旁轴的方法进行加工,其主要通过旁轴相机的相对位置关系与待加工物体的图像通过图像变换和仿射变换的方式,两者进行变换后再进行加工操作,这种方法对于相机镜头畸变要求很高,同时需要测量获得相机的相对位置关系,步骤繁琐且外界条件对精度影响大,对于精度要求很高的精密元件加工来说,仍存在需要改进的地方。因此,解决这一类的问题显得尤为重要。
发明内容
针对上述问题,本发明提供了一种基于旁轴离线测量的激光精密加工方法,通过相机成像获得相机与待测物体的世界三维坐标系的一一对应关系得到图像和世界坐标下的转换矩阵,利用世界坐标与像素坐标的转换关系,通过上述转换矩阵得到待加工物体相对于激光加工平面的相对位置关系,以此跳过每次移动物体后繁琐的重新匹配加工平面与加工物体的步骤,使用本发明所描述的方法可直接在加工平面上对任意移动后的物体进行精密加工。
为了实现上述技术方案,本发明提供了一种基于旁轴离线测量的激光精密加工方法,包括以下步骤:
步骤一:对拍摄图片角点亚像素坐标的获取,用焦距固定的相机对已知尺寸参数的棋盘格标定板进行变换任意位置、姿态的多张拍摄以获取图像,把图像转化为灰度图,将上述处理后的灰度图二值化后通过角点检测算法判断是否存在角点,若存在角点,则获得角点的精确亚像素坐标;
步骤二:对相机设备内参数的获取,定义对应图像角点的相应世界坐标,获得角点的世界坐标和图像坐标的一一对应关系,选取若干组图像上角点和对应的世界坐标系上的点,通过标定算法获得拍摄该组图片相机设备的内参数和畸变系数;
步骤三:对拍摄该组图片的相机设备外参数的获取,保持上述拍摄相机的焦距等内参数不变,在激光加工平面上选择待加工物体周围三个不共线的点用激光器打出,相机在任意位置、姿态下拍摄待加工物体获得图像,通过多点定位算法得到拍摄的相机设备的外参数;
步骤四:固定已得到内外参数的相机位置,在保持待加工物体成像在相机取景范围内可任意移动待加工物体,相机重新获取移动后的图像,逐像素获得拍摄图像上的像素点,通过内外参数计算的转换矩阵得到激光加工平面与图像的可视化关系,即可在激光加工平面上对图像上任意位置进行精密加工操作。
进一步改进在于,在所述步骤一中,图像的灰度图是把图像的灰度值设置为0至255,255代表全白,0代表全黑;把白色与黑色之间按对数关系分为若干等阶,灰度分为256阶。
进一步改进在于,在所述步骤一中,所述角点检测算法包括以下步骤,对拍摄的且经过灰度化处理后的一组图片,连续取出每一张图片,对每一张图片,执行以下操作:
步骤一:对图像进行预处理,对图像进行二值化,把灰度图转化为二值图;
步骤二:寻找每个方格的相邻方格,并记相邻方格的个数,对所有相邻方格分类,分类的原则是类内所有的方格是相邻的;
步骤三:根据已知角点个数,判别每个类中方格是否为所求的棋盘方格,确认方格位置和个数是否正确,若正确则提取所求棋盘方格所有任意两个方格的连接点,即为所求角点,获得所有角点精确亚像素坐标;若不正确,则棋盘角点检测失败。
进一步改进在于,相机设备外参数获取包括以下步骤,对上述已获得内参数的相机模型,执行以下操作:保持相机焦距等内参数不变,将待加工物体放在激光加工操作台上,在激光加工平面上选择待加工物体周围不共线三点,用激光器打出,相机在激光器加工平台旁轴任意位置、姿态下拍摄包含待加工物体和上述用激光器打出的不共线三点的图像,通过多点定位算法获得拍摄相机此时的外参数。
进一步改进在于:所述多点定位算法包括以下步骤,对上述已获得的相机拍摄图像,执行以下操作:
步骤一:输入激光加工平面上选择的待加工物体周围三点的激光加工平面坐标;
步骤二:输入上述激光器打出的激光加工平面上三点的对应世界坐标;
步骤三:通过余弦定理,再利用点云配准方法可以得到此时拍摄的相机系统图像坐标系相对于世界坐标系的平移和旋转矩阵。
进一步改进在于:将待加工物体移动后重新拍摄的图像,通过逐像素检索的方式,获得拍摄图像上所有像素点的矩阵表示形式,通过内外参数得到的变换矩阵与所有像素点进行计算得到变换后的新像素点矩阵坐标,用可视化方法将所有坐标重新映射在另一平面上,将此时得到的可视化后的图像按刻度放在激光加工平面上,即可得到激光加工平面相对于待加工物体的对应关系,并进行激光的精密加工。
本发明的有益效果是:本发明基于旁轴离线测量,提出了一种激光精密加工方法,通过相机成像获得相机与待测物体的世界三维坐标系的一一对应关系得到图像和世界坐标下的转换矩阵,利用世界坐标与像素坐标的转换关系,通过上述转换矩阵得到待加工物体相对于激光加工平面的相对位置关系,以此跳过每次移动物体后繁琐的重新匹配加工平面与加工物体的步骤,使用本发明所描述的方法可直接在加工平面上对任意移动后的物体进行精密加工。同时本发明可以实现相机与待加工物体在任意位姿的旁轴摆放,有效避免了同轴加工的繁琐过程和精度不高等问题,此方法加工精度较高,过程简单,为激光精密加工领域提供了一种低成本、高效率、较准确的新方法。
附图说明
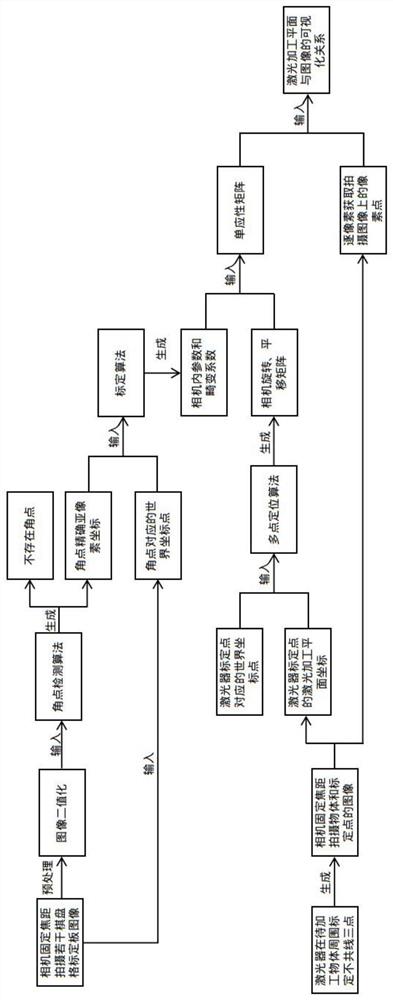
图1为本发明的流程图。
图2为本发明的整体装置结构示意图。
图3为本发明的待加工物体举例示意图。
图4为本发明的举例运行效果示意图。
具体实施方式
为了加深对本发明的理解,下面将结合实施例对本发明做进一步详述,本实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
根据图1所示,本实施例提供了一种基于旁轴离线测量的激光精密加工方法,包括以下步骤:
步骤一:对拍摄图片角点亚像素坐标的获取,用焦距固定的相机对已知尺寸参数的棋盘格标定板进行变换任意位置、姿态的多张拍摄以获取图像,把图像转化为灰度图,将上述处理后的灰度图二值化后通过角点检测算法判断是否存在角点,若存在角点,则获得角点的精确亚像素坐标;
步骤二:对相机设备内参数的获取,定义对应图像角点的相应世界坐标,获得角点的世界坐标和图像坐标的一一对应关系,选取若干组图像上角点和对应的世界坐标系上的点,通过标定算法获得拍摄该组图片相机设备的内参数和畸变系数;
步骤三:对拍摄该组图片的相机设备外参数的获取,保持上述拍摄相机的焦距等内参数不变,在激光加工平面上选择待加工物体周围三个不共线的点用激光器打出,相机在任意位置、姿态下拍摄待加工物体获得图像,通过多点定位算法得到拍摄的相机设备的外参数;
步骤四:固定已得到内外参数的相机位置,在保持待加工物体成像在相机取景范围内可任意移动待加工物体,相机重新获取移动后的图像,逐像素获得拍摄图像上的像素点,通过内外参数计算的转换矩阵得到激光加工平面与图像的可视化关系,即可在激光加工平面上对图像上任意位置进行精密加工操作。
在本实施例中,在所述步骤一中,图像的灰度图是把图像的灰度值设置为0至255,255代表全白,0代表全黑;把白色与黑色之间按对数关系分为若干等阶,灰度分为256阶。
在本实施例中,在所述步骤一中,所述角点检测算法包括以下步骤,对拍摄的且经过灰度化处理后的一组图片,连续取出每一张图片,对每一张图片,执行以下操作:
步骤一:对图像进行预处理,对图像进行二值化,把灰度图转化为二值图;
步骤二:寻找每个方格的相邻方格,并记相邻方格的个数,对所有相邻方格分类,分类的原则是类内所有的方格是相邻的;
步骤三:根据已知角点个数,判别每个类中方格是否为所求的棋盘方格,确认方格位置和个数是否正确,若正确则提取所求棋盘方格所有任意两个方格的连接点,即为所求角点,获得所有角点精确亚像素坐标;若不正确,则棋盘角点检测失败。
在本实施例中,相机设备外参数获取包括以下步骤,对上述已获得内参数的相机模型,执行以下操作:保持相机焦距等内参数不变,将待加工物体放在激光加工操作台上,在激光加工平面上选择待加工物体周围不共线三点,用激光器打出,相机在激光器加工平台旁轴任意位置、姿态下拍摄包含待加工物体和上述用激光器打出的不共线三点的图像,通过多点定位算法获得拍摄相机此时的外参数。
在本实施例中,所述多点定位算法包括以下步骤,对上述已获得的相机拍摄图像,执行以下操作:
步骤一:输入激光加工平面上选择的待加工物体周围三点的激光加工平面坐标;
步骤二:输入上述激光器打出的激光加工平面上三点的对应世界坐标;
步骤三:通过余弦定理,再利用点云配准方法可以得到此时拍摄的相机系统图像坐标系相对于世界坐标系的平移和旋转矩阵。
将上述待加工物体移动后重新拍摄的图像,通过逐像素检索的方式,获得拍摄图像上所有像素点的矩阵表示形式,通过内外参数得到的变换矩阵与所有像素点进行计算得到变换后的新像素点矩阵坐标,用可视化方法将所有坐标重新映射在另一平面上,将此时得到的可视化后的图像按刻度放在激光加工平面上,即可得到激光加工平面相对于待加工物体的对应关系,并进行激光的精密加工。
如图2所示,为一可任意移动变换位姿的相机,以及一传统激光器和激光加工平台组件。在本实施例装置中相机,可任意变换位置和姿态以及焦距进行对激光加工平台多张不同角度的拍摄。本实例中装置仅为举例,实际操作中有多种不同制式和规格的激光加工平台与相机,因此在实际应用中可以选取任意类似装置进行本实施例所述操作流程。
如图3所示,以棋盘格作为本发明的一个实例进行相关解释说明,此实施例下默认已经进行了图1流程中的内参数获取步骤,在进行拍摄多张标准棋盘格标定板进行标定获取内参数的过程中,相机拍摄的不同角度下的图片越多,得到的内参数越准确,最终加工精度越高。此实例中待加工物体为2mm×2mm的某棋盘格,放置在某激光加工平台上,此时图2装置中相机可选择任意能拍摄到该加工物体的任意位置进行多张不同位姿下的拍摄,在得到的拍摄图像上选取任意3个不共线的点,同时选取实际拍摄的待加工物体上对应的3个点,经过多点定位算法后得到此时拍摄状态下相机的旋转、平移矩阵。由上述获得的相机内外参数计算得到此时的图像坐标系与世界坐标系的转换矩阵,此时固定相机,不再进行任何移动,之后可任意变换待加工物体相对于激光加工平台的位置,只需保证其在相机成像范围内即可。用相机重新拍摄移动后的待加工物体,通过得到的转换矩阵,逐像素进行计算得到移动后物体相对于激光器的相对位置,通过可视化方法将相对位置关系表示出来,将可视化后的图像与激光加工平面进行对应后即可直接在激光加工平面上对该待加工物体进行实际操作。本实例仅为举例,为方便直接观察,选取棋盘格标定板作为示例进行说明,实际操作中可以选取任意物体进行本示例所述操作流程。
如图4所示,该图像为图1-3装置进行流程图所示步骤后得到的实际运行结果,需要说明的是,图4中阴影部分所表示的范围即为移动后图3实际对应激光加工平面的范围,图4中下方刻度即为实际激光加工平面的对应刻度,图4中的点阵即为图3中棋盘格的角点位置,其作用在于方便进行定位,通过点阵直接表现待加工物体在图中的相对位置,便于后续的激光精密加工操作。通过本实施例证明了本发明的可行性与准确性。
实施例二
一种标定算法包括以下步骤,对每张成功获取亚像素坐标角点的图像,执行以下操作:
步骤一:定义该张图像上棋盘格标定板角点坐标对应的世界坐标点,世界坐标点需与理论情况相同,即两个角点间的坐标差值应为拍摄所用的棋盘格标定板格子间的真实间距;
步骤二:将定义好对应的角点的世界坐标与像素坐标以矩阵形式输入函数计算得到相机的内参数和畸变系数。
在本实施例中,所述像素坐标与世界坐标的关系如下:
其中,u、v表示像素坐标系中的坐标,s表示尺度因子,fx、fy、u0、v0、γ表示5个相机内参数,R,t表示相机外参数,Xw、Yw、Zw(假设标定棋盘位于世界坐标系中Zw=0的平面)表示世界坐标系中的坐标,即输入若干组世界坐标和对应的像素坐标点,得出需要的相机内参数。
在本实施例中,所述畸变系数的关系为:
u
v
其中,(u,v)代表理想无畸变的像素坐标,(u1,v1)代表实际径像畸变的情况下的像素坐标,(u0,v0)代表主点,与是否存在畸变无关,直接在已求得的内参阵中得到。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
- 基于旁轴离线测量的激光精密加工方法
- 基于旁轴CCD的激光焊接质量在线监测装置