一种连续模模内铆接模具及其纯冲压方式的连续模模内铆接工艺
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及了冲压铆接领域,具体的是一种连续模模内铆接模具及其纯冲压方式的连续模模内铆接工艺。
背景技术
目前很多冲压产品需要铆合螺母或者螺栓,目前常规操作是将产品通过连续模加工后取出放入螺栓或螺母,再放入模具进行加工得到产品,或者不将产品取出,当产品到铆合工位时,手动、使用机械手或者振动盘将螺栓或螺母放置在所述产品上,然后通过原模具进行铆压。
发明内容
为了克服现有技术中的缺陷,本发明实施例提供了一种连续模模内铆接模具及其纯冲压方式的连续模模内铆接工艺,其仅借助传统冲压设备连续生产,节约生产时间,降低生产成本,不存在空间干涉问题。
为实现上述目的,本申请实施例公开了一种连续模模内铆接模具,包括:
连续模;
第一料带,所述第一料带进入所述连续模进行冲压;
第二料带,所述第二料带与所述第一料带垂直设置,所述第二料带上设有若干个第一通孔,所述第一通孔与所述产品上需要铆接螺栓或螺母通孔对应,所述第二料带的第一通孔上放置有螺栓或螺母,所述第二料带上的螺栓或螺母能够进入所述第一料带冲压好的产品的通孔中,进一步通过所述连续模进行冲压铆接;
送料机构,所述送料机构用于将所述第一料带送入所述连续模;
拉料机构,所述拉料机构用于将所述第二料带拉出所述连续模。
优选的,所述连续模的内设有凹槽,所述凹槽用于容纳所述第二料带和螺栓或螺母。
优选的,所述第二料带包括第三料带和第四料带,所述第一通孔设置在所述第三料带上,所述第三料带与所述第四料带贴合设置,所述第三料带靠近所述第一料带设置,所述第四料带能够对所述螺栓或所述螺母进行限位。
优选的,所述第三料带由铁材经预先制造的普通冲孔模冲压制成。
优选的,所述第四料带为塑料薄膜。
本申请实施例公开了一种纯冲压方式的连续模模内铆接工艺,其特征在于,包括以下步骤:
S1:将未放置螺栓或者螺母的第二料带放入所述连续模内,将所述第二料带的一端与所述拉料机构连接;
S2:将所述第一料带通过所述送料机构送入所述连续模内,所述连续模对所述第一料带进行冲压,当所述第一料带步进到所述第二料带的铆压工位的前一步距时,在所述第二料带对应的步距上放置相应的螺栓或螺母;进一步的,第二料带向前走一个步距,第一料带也向前走一个步距,所述第二料带上放置了螺栓或螺母的步距刚好与所述第一料带上需要放入螺栓或螺母的步距在所述连续模内重合;
S3:所述连续模对所述第一料带和所述第二料带进行铆压,使得所述第二料带上的螺栓或螺母铆接到所述第一料带上;
S4:所述第一料带向前进一个步距,所述第二料带也向前进一个步距,继续进行下一步铆压,所述第一料带向前继续通过连续模进行冲压。
优选的,所述螺栓或所述螺母可通过手动放置到所述第二料带的第一通孔上。
本发明的有益效果如下:
1、可以不借助传统冲压设备以外的自动化设备进行连续模连续铆接生产,省去了专门的自动化设备成本;
2、只需要冲压人员及技术,省去了专门的自动化人员及技术配备;省去了冲压和自动化设备之间的操作衔接,生产时节约了匹配、调试时间;
3、螺栓或螺母越多,自动化方式需要的自动化装置也越多,自动化装置的空间一旦相互干涉还要分步拉开;纯冲压方式再多的螺栓或螺母也无需再增加装置或设备,只需在第三料带上多加通孔即可,也不存在装置空间干涉的问题;
4、当模具需要长距离转移时,无需带上配套的自动化装置和设备及人员,只需模具和配套第三料带即可,且第三料带还可重新覆膜,重复循环使用。
为让本发明的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
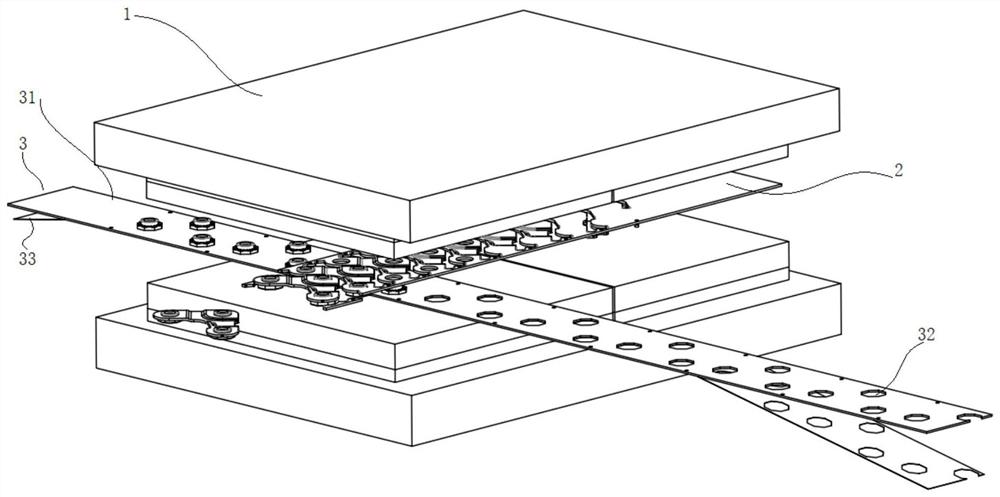
图1是本发明实施例中一种连续模模内铆接模具及其纯冲压方式的连续模模内铆接工艺的结构示意图;
以上附图的附图标记:
1、连续模;
2、第一料带;
3、第二料带;31、第三料带;32、第一通孔;33、第四料带。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或隐含地包括一个或者更多个该特征。
为达到上述目的,本发明提供一种连续模1模内铆接模具。
请参考图1,所述连续模1模内铆接模具包括连续模1、第一料带2第二料带3、送料机构以及拉料机构。
所述第一料带2进入所述连续模1进行冲压。
所述第二料带3与所述第一料带2垂直设置,所述第二料带3上设有若干个第一通孔32,所述第一通孔32与所述产品上需要铆接螺栓或螺母通孔对应,所述第二料带3的第一通孔32上放置有螺栓或螺母,所述第二料带3上的螺栓或螺母能够进入所述第一料带2冲压好的产品的通孔中,进一步通过所述连续模1进行冲压铆接。
所述送料机构用于将所述第一料带2送入所述连续模1。
所述拉料机构用于将所述第二料带3拉出所述连续模1。
进一步的,所述连续模1的内设有凹槽,所述凹槽用于容纳所述第二料带3和所述螺栓或所述螺母。
进一步的,所述第二料带3包括第三料带31和第四料带33,所述第一通孔32设置在所述第三料带31上,所述第三料带31与所述第四料带33贴合设置,所述第三料带31靠近所述第一料带2设置,所述第四料带33能够对所述螺栓或所述螺母进行托住限位。
进一步的,所述第三料带31由铁材经预先制造的普通冲孔模冲压制成。
进一步的,所述第四料带33为塑料薄膜。
一种纯冲压方式的连续模1模内铆接工艺,其特征在于,包括以下步骤:
S1:将未放置螺栓或者螺母的第二料带3放入所述连续模1内,将所述第二料带3的一端与所述拉料机构连接,所述第二料带3上的第三料带31朝上设置。
S2:将所述第一料带2通过所述送料机构送入所述连续模1内,所述连续模1对所述第一料带2进行冲压,所述第一料带2处于所述第二料带3的上方。
进一步的,当所述第一料带2步进到铆压工位的前一步距时,在所述第二料带3对应的步距及以后的步距上放置相应的螺栓或螺母。
进一步的,第二料带3向前走一个步距,第一料带2也向前走一个步距,所述第二料带3上放置了螺栓或螺母的步距刚好与所述第一料带2上需要放入螺栓或螺母的步距在所述连续模1内重合。
S3:所述连续模1对所述第一料带2和所述第二料带3进行铆压,使得所述第二料带3上的螺栓或螺母铆接到所述第一料带2上;
S4:所述第一料带2向前进一个步距,所述第二料带3也向前进一个步距,继续进行下一步铆压,所述第一料带2向前继续通过连续模1进行冲压。
进一步的,所述螺栓或所述螺母可通过手动放置到所述第二料带3的第一通孔32上。
借由上述结构,可以不借助传统冲压设备以外的自动化设备进行连续模1连续铆接生产,省去了专门的自动化设备成本。
只需要冲压人员及技术,省去了专门的自动化人员及技术配备;省去了冲压和自动化设备之间的操作衔接,生产时节约了匹配、调试时间。
螺栓或螺母越多,自动化方式需要的自动化装置也越多,自动化装置的空间一旦相互干涉还要分步拉开。纯冲压方式再多的螺栓或螺母也无需再增加装置或设备,只需在第三料带31上多加通孔即可,也不存在装置空间干涉的问题。
当模具需要长距离转移时,无需带上配套的自动化装置和设备及人员,只需模具和配套第三料带31即可,且第三料带31还可重新覆膜,重复循环使用。
本发明中应用了具体实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
- 一种连续模模内铆接模具及其纯冲压方式的连续模模内铆接工艺
- 模内铆接连续冲压模具及其使用方法