热轧中间坯斜锲压接剪刃装置
文献发布时间:2023-06-19 11:24:21
技术领域
本发明属于热轧带钢无头轧制中间坯连接技术领域,具体涉及一种热轧中间坯斜锲压接剪刃装置。
背景技术
传统的板带热连轧精轧机组生产均以单块中间坯进行轧制,进精轧机组时的穿带、加速轧制、减速轧制、抛钢、甩尾等过程不可避免。因此,难以保证带钢头尾厚差和穿带质量均匀性,轧制作业率、成材率也受到一定限制。随着汽车、家电等行业对薄板质量的新的更高要求,尺寸、形状精度、表面和内在质量已成为同等重要的质量关键。热轧带钢无头轧制技术在超薄热带轧制、板厚精度控制、板带整长性能稳定性控制以及提高生产率等方面显示出传统热带轧制无可比拟的优越性。
热轧中间坯斜锲压接技术是实现中间坯连接方法中的一种,采用前后中间坯燕尾槽相扣,过盈配合的方式实现,具有结构简单、连接效果可靠的优点。但存在不足的是,其剪刃分为入口侧剪刃上下半体,出口侧剪刃上下半体,共计四个整体剪刃,如图5所示,并采用燕尾结构型式,一旦发生磨损,无法进行修复,导致整个剪刃报废,使用成本高;另一方面是现有剪刃装置采用夹紧的方式对中间坯进行定位,无法确保在剪切过程中,中间坯不会在剪切力侧向分力的作用下发生偏移,而导致槽口偏移,无法完成中间坯连接。
因此,非常有必要探索一种热轧中间坯斜锲压接剪刃装置,可以在对中间坯进行剪切的过程中,对中间坯进行锁紧定位,从而避免中间坯发生横向移动导致槽口偏移,无法完成中间坯连接;同时,避免剪刃磨损后,可以低成本更换剪刃,降低使用成本。
发明内容
有鉴于此,本发明的目的在于提供一种热轧中间坯斜锲压接剪刃装置,旨在解决中间坯剪切过程中的锁紧定位差的问题。
本发明的创新思路是设计一种热轧中间坯斜锲压接剪刃装置,包括具有交错槽相扣结构的入口侧剪刃和出口侧剪刃,入口侧剪刃、出口侧剪刃的上半体各自在面向中间坯的对应面均设有顶角块。
进一步,入口侧剪刃、出口侧剪刃的上半体上各自所设的顶角块设为错开布置的两个。
进一步,入口侧剪刃的上半体的两个顶角块与出口侧剪刃的上半体的两个顶角块呈对称布置。
进一步,入口侧剪刃、出口侧剪刃均包括有可拆卸安装的支座和剪刃刀,支座上开设有用于设置顶角块的安装孔和用于布置剪刃刀的交错槽。
进一步,顶角块上设有突出于支座下表面并沿顶角块长度方向延伸的至少一条凸尖棱。
进一步,剪刃刀与支座之间设有凸凹配合结构。
进一步,剪刃刀由刀刃A、刀刃B、刀刃C、刀刃D组成,刀刃A安置于交错槽的凹部,刀刃B安置于交错槽的凸部,刀刃C安置于交错槽的侧部,刀刃D安置于交错槽的两外缘部。
本发明的优点在于:本发明的热轧中间坯斜锲压接剪刃装置通过采用分体式剪刃的方式,避免因剪刃磨损更换整个剪刃,降低使用成本;还通过在剪刃的上半体上设置顶角块,从而实现在剪切过程中,卡死中间坯,确保不发生横向偏移,同时,交错布置的顶角块可以避免因顶角块挤压中间坯,造成中间坯同一截面上应力集中,影响连接后中间坯的承载能力。
本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步的详细描述,其中:
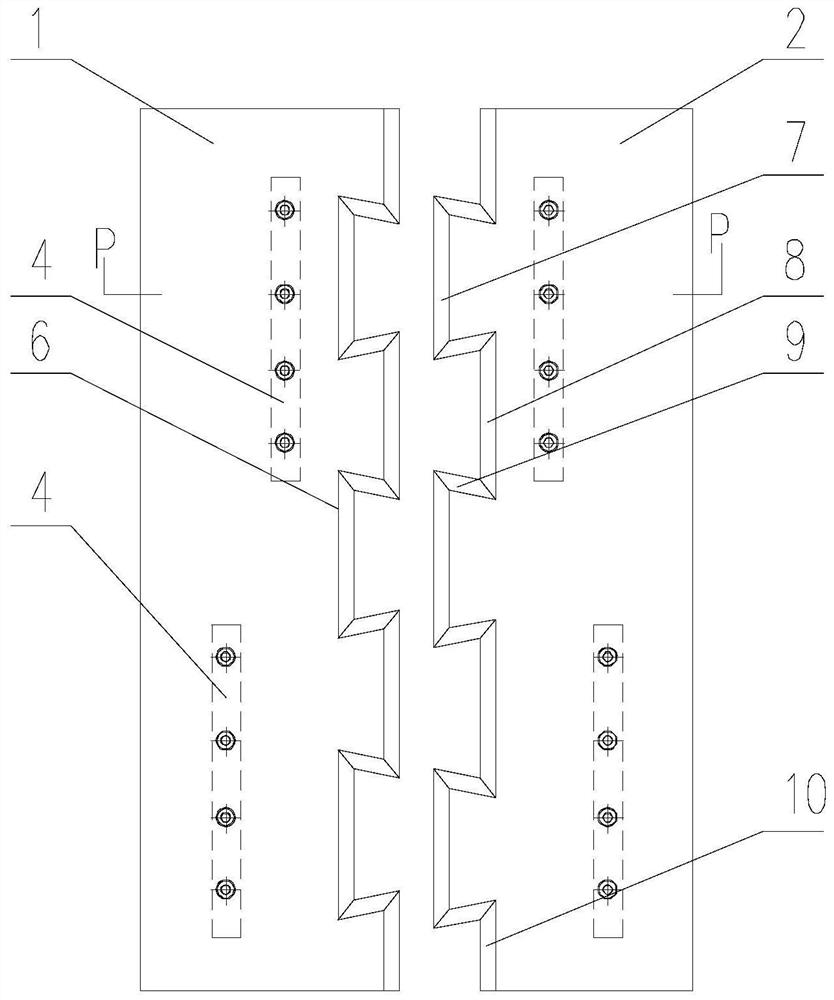
图1为本发明的热轧中间坯斜锲压接剪刃装置的平面结构示意图
图2为图1中的P-P剖视结构示意图。
图3为图1中的入口侧剪刃的支座平面结构示意图。
图4为图1中的顶角块结构示意图。
图5为传统中间坯斜锲压接原理示意图。
附图标记:1为入口侧剪刃,2为出口侧剪刃,3为支座,4为顶角块,5为交错槽,6 为剪刃刀,7为刀刃A,8为刀刃B,9为刀刃C,10为刀刃D;41为凸尖棱。
具体实施方式
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
如图1-4所示,本实施例中提及的一种热轧中间坯斜锲压接剪刃装置,包括具有交错槽 5相扣结构的入口侧剪刃1和出口侧剪刃2,即二者整体对称布置,其上的交错槽部分重叠布置,从而满足对中间坯的剪切连接需要,而入口侧剪刃1、出口侧剪刃2的上半体各自在面向中间坯的对应面均通过内六角螺钉安装固定有顶角块4。这样,利用顶角块可实现在剪切过程中,卡死中间坯,确保不发生横向偏移。
在本实施例中的入口侧剪刃1、出口侧剪刃2的上半体上各自所设的顶角块4设为错开布置的两个,以免中间坯同一截面上应力集中,影响连接后中间坯的承载能力。同时,入口侧剪刃1的上半体的两个顶角块4与出口侧剪刃2的上半体的两个顶角块4呈对称布置。
在本实施例中的入口侧剪刃1、出口侧剪刃2均包括有可拆卸安装的支座3和剪刃刀6,支座3上开设有用于安装顶角块4的安装孔和用于安装剪刃刀6的交错槽5。这样,顶角块通过安装孔固定在支座上,剪刃刀则通过内六角螺钉安装固定在支座的交错槽上,且剪刃刀 6由刀刃A7、刀刃B8、刀刃C9、刀刃D10组成,刀刃A7安置于交错槽5的凹部,刀刃B8 安置于交错槽5的凸部,刀刃C9安置于交错槽5的侧部,刀刃D10安置于交错槽5的两外缘部。这样,交错槽的全长范围内布置有刀刃,当某个刀刃磨损需要更换时,只需取下需要更换的刀刃即可。
在本实施例中的顶角块4上设有突出于支座3下表面并沿顶角块4长度方向延伸的一条凸尖棱41。利用该凸尖棱可对中间坯进行锁紧定位。
在本实施例中的剪刃刀6与支座3之间设有凸凹配合结构。以便于剪刃刀的安装固定。
上所述仅为本发明的优选实施例,并不用于限制本发明,显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱开本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
- 热轧中间坯斜锲压接剪刃装置
- 热轧中间坯斜锲压接剪刃装置