一种镁合金电池底盒的夹装装置其夹装方法
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及一种镁合金电池底盒的夹装装置其夹装方法。
背景技术
电池底盒是新能源汽车动力电池的承载件,一般是安装在车体下部,主要用于保护锂电池在受到外界碰撞、挤压时不会损坏,近年镁合金因其强度高,消震性好,,耐腐蚀性能好,密度小,它目前是实用金属中的最轻的金属,具有强度高,导热导电性好、阻尼减震好,承受冲击载荷能力比铝合金更大等特点,新能源车的电池底盒也慢慢采用镁合金材料进行制作,电池盒两边一般设有减重散热纹(如图1,镁合金电池底盒1的两边设有减重散热纹11,镁合金电池底盒1底部的加强筋图中未示出)。
目前,在非大规模生产或要求精度高的电池盒时,不能采用铸造方法进行(因为铸造模具贵,非大规模生产会导致生产成本高;另外,铸造产品的精度与数控加工中心加工出来的产品相比,精度低);而现有采用数控加工中心进行加工存在以下问题,一、侧边采用留边设计,加工时夹住留边,用数控加工中心进行加工,完成后将留边切除,这种加工方法的缺点是浪费材料;二、侧边采用两次夹持进行加工,即先夹取上半部分,对下半部分进行加工,完成后夹取下半部分,完成上半部分的加工,这种方法无需留边,但是因为两次夹取,至少存在0.5mm的误差,无法用于精度高的电池盒;三、电池盒底板加工时,由于底板下向下削切,加工出内陷的底板具有若干条加强筋,这就使得相邻加强筋之间的底板悬空,在最后一步制作电池盒内腔时,底板悬空处加工时,底板薄不受力,就容易出现变形、破损,变成废品。
发明内容
本发明的目的是克服上述缺陷,提供一种镁合金电池底盒的夹装装置其夹装方法。
本发明采用以下技术方案:
一种镁合金电池底盒的夹装装置,包括第一夹具;所述第一夹具四周设有夹具通孔;所述第一夹具中间设有放置台,所述放置台用于固定预加工的镁合金块;所述放置台中设有若干个通孔,所述通孔为螺纹孔;四轴转接板;所述四轴转接板为一平板,背部中心位置设有连接于数控加工中心的第一定位圆柱,四角设有对应夹具通孔的四轴通孔;第二夹具,为一方盒,底部设有若干让位槽。
优选的,所述放置台中的通孔为三个;三个所述通孔在放置台中呈非对称分布。
优选的,所述放置台为在第一夹具面上形成下陷的凹槽;所述凹槽尺寸与所述镁合金块相适配。
优选的,所述第一夹具背面设有第二定位圆柱;所述四轴转接板前端还设有定位槽,所述定位槽与所述第二定位圆柱相适配;所述夹具通孔与四轴通孔均为非对称分布。
优选的,还包括定位辅助装置,所述定位辅助装置安装于数控加工中心夹具位上;所述定位夹具包括放置支撑架,两条所述支撑架固定安装于数控加工中心夹具位上,两条所述支撑架之间的间隔长度为正好放入第二定位圆柱;所述支撑架的一端固定设有定位挡片;所述第二定位圆柱在长度方向上偏离第一夹具的正中心设置。
一种镁合金电池底盒的夹装装置的夹装方法,包括以下步骤:
步骤一、根据第一夹具的若干通孔所在的位置,将预加工的镁合金块放入数控加工中心,对应打出若干螺纹孔;所述螺纹孔的深度小于镁合金块的厚度。
步骤二、将镁合金块放入第一夹具中间设有放置台,并通过螺栓固定连接放置台中若干个通孔与镁合金块上的螺纹孔,放入数控加工中心,对镁合金块的底面进行加工,在底面形成若干加强筋。
步骤三、四轴转接板通过第一定位圆柱固定于四轴数控加工中心的工作位上,将第一夹具与四轴转接板进行固定后,通过四轴数控加工中心一次性对镁合金块的四周进行加工。
步骤四、将经过前期加工好的镁合金块从第一夹具上取下,放入第二夹具中,并使得若干加强筋全部进入让位槽,使得第二夹具的底面完全贴合镁合金块的底面;放入数控加工中心完成电池箱内部的加工。
本发明的有益效果为:相对于现采用数控加工中心进行加工的镁合金电池盒的工艺,本发明无需留边,且加工侧边时一次完成;这即避免材料浪费,节约了成本,又提高了精度;且解决了在最后一步制作电池底盒内腔时,底板薄不受力容易出现变形、破损的问题。
附图说明
图1是本发明镁合金电池底盒的整体示意图。
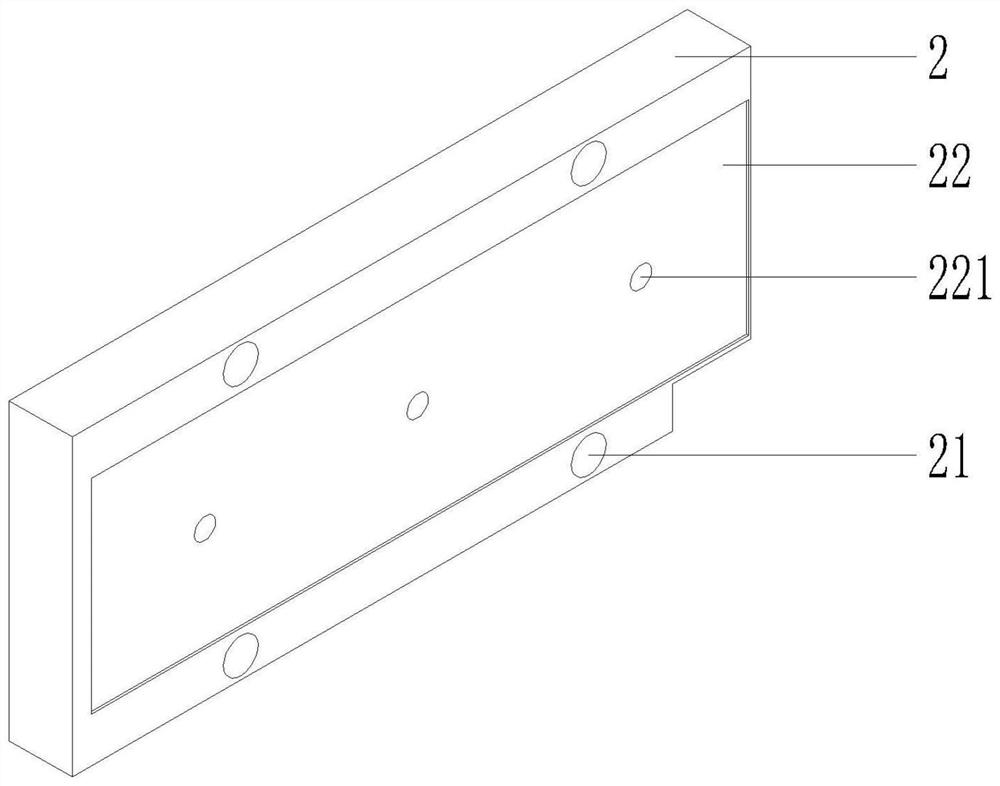
图2是本发明第一夹具的示意图。
图3是本发明四轴转接板的示意图。
图4本本发明四轴转接板的侧视图
图5是本发明第二夹具的示意图。
图6是本发明第二夹具的局部放大图。
图7是本发明定位辅助装置的示意图。
具体实施方式
为了使本发明的目的、技术方案更加清楚,以下结合附图及实施例,对本发明进行进一步说明:
如图2~图7所示的一种镁合金电池底盒的夹装装置,包括第一夹具2;所述第一夹具2四周设有夹具通孔21;所述第一夹具中间设有放置台22,所述放置台22用于固定预加工的镁合金块;所述放置台22中设有若干个通孔221,所述通孔221为螺纹孔;四轴转接板3;所述四轴转接板3为一平板,背部中心位置设有连接于数控加工中心的第一定位圆柱31,四角设有对应夹具通孔的四轴通孔32;第二夹具4,为一方盒,底部设有若干让位槽41。
优选的,所述放置台22中的通孔221为三个;三个所述通孔221在放置台22中呈非对称分布,这使得后续加工中,避免镁合金块左右方向放反,具有防呆作用。
优选的,所述放置台22为在第一夹具面上形成下陷的凹槽;所述凹槽尺寸与所述镁合金块相适配,可以快速定位,提高工作效率。
优选的,所述第一夹具2背面设有第二定位圆柱23;所述四轴转接板3前端偏心位还设有定位槽33,所述定位槽33与所述第二定位圆柱23相适配,方便两者快速定位,提高工作效率。
所述夹具通孔21与四轴通孔32均为非对称分布,使得第一夹具的第二定位圆柱23进入定位槽33后,必须以指定方向进行放置,通孔21才能与四轴转接板3的四轴通孔32一一对齐,然后才能通过螺栓进行固定连接,也具有防呆作用。
优选的,还包括定位辅助装置,所述定位辅助装置安装于数控加工中心夹具位上;所述定位夹具包括放置支撑架51,两条所述支撑架51固定安装于数控加工中心夹具位(图中未示出)上,两条所述支撑架51之间的间隔长度为正好放入第二定位圆柱23;所述支撑架的一端固定设有定位挡片52;所述第二定位圆柱23为在长度方向上偏离第一夹具2的正中心设置,避免固定有镁合金块的第一夹具2左右方向放反,具有防呆作用。
一种镁合金电池底盒的夹装装置的夹装方法,包括以下步骤:
步骤一、根据第一夹具2的若干通孔221所在的位置,将预加工的镁合金块(图中未示出)放入数控加工中心,对应打出若干螺纹孔;所述螺纹孔的深度小于镁合金块的厚度。
步骤二、将镁合金块放入第一夹具2中间设有放置台22,并通过螺栓固定连接放置台中若干个通孔221与镁合金块上的螺纹孔,放入数控加工中心,对镁合金块的底面进行加工,在底面形成若干加强筋。
步骤三、四轴转接板3通过第一定位圆柱31固定于四轴数控加工中心的工作位上,将第一夹具2与四轴转接板3进行固定后,通过四轴数控加工中心一次性对镁合金块的四周进行加工。
步骤四、将经过前期加工好的镁合金块从第一夹具2上取下,放入第二夹具4中,并使得若干加强筋全部进入让位槽41,使得第二夹具4的底面完全贴合镁合金块的底面;放入数控加工中心完成电池箱内部的加工,最终制成镁合金电池底盒1。
在发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
本发明所采用的部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
以上所述,仅是本发明较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,仍属于本发明的保护范围。
- 一种镁合金电池底盒的夹装装置其夹装方法
- 一种镁合金3D眼镜框架的夹装装置及其夹装方法