自动叠片机、用于变压器铁芯的自动叠片方法
文献发布时间:2023-06-19 11:27:38
技术领域
本发明属于变压器铁芯叠片装配设备技术领域,尤其涉及一种自动叠片机、用于变压器铁芯的自动叠片方法。
背景技术
变压器中铁芯起到限定主磁场闭合磁路的作用,铁芯的结构和性能直接影响到变压器整体性能,因此对变压器铁芯的制作工艺,精度要求极高。大型变压器铁芯通常由近万片的硅钢片组装而成,而且硅钢片的规格达到上百种,人工叠装费时费力,而且精确度不高,而硅钢片的叠装精度会直接影响到变压器的铁损和噪音等性能指标。变压器常见铁芯为“日”型,“IE”型、“山”型等,以常用的“山”字形铁芯的叠装为例,其叠片方式为:
1)每种变压器是由三种大小不一的硅钢片组成,首先使用大片叠好“山”字形的三根立柱,对于每个立柱,其采用将原材料在工装内依次叠加的方式,直至达到要求的厚度尺寸后,用胶带进行捆扎,手工做好三根立柱后备用。
2)叠好三根立柱后,平放至工作台面上,在一端装好夹板,用起重机吊立起来,手动插“山”字形的横柱,单片单片插,直至达到要求的厚度尺寸。然后将插好的“山”字形的横柱用夹板固定好,然后用起重机调转180°方向后备用。
上述人工叠加的方式只能原始的单一的频繁的拿取插接硅钢片,效率低下、繁重,并且由于过多的重复动作,极易插错,限制了效率和质量。因此,本申请考虑提出一种高精度叠片机,以实现自动叠片。
发明内容
本发明针对上述现有变压器铁芯采用人工叠片存在的不足,提供了一种自动叠片机、用于变压器铁芯的自动叠片方法,以提高叠片效率与精度,实现自动叠片。
为了实现上述目的,本发明提供了一种自动叠片机,包括:
主体平台,用于对叠片机进行整体载重;
工装平台,搭载于所述主体平台上,包括储料区与产成品区;
运输装置,设置于所述主体平台上,与所述工装平台连接,用于传动所述工装平台在所述主体平台运动;
至少一个机器人,设置于所述主体平台上,用于将叠装铁芯所需叠片从储料区置于所述产成品区,进行铁芯叠装。
优选的,所述工装平台由储料台体与产成品台体一体成型,包括储料区与产成品区,各区域根据待叠装变压器铁芯类型设置定位孔与定位销。
优选的,所述运输装置采用自动流水线设置,通过电动链条驱动滚筒对所述工装平台进行输送,并设置有止挡装置。
优选的,所述机器人的轴手臂上相应设置有吸盘,所述吸盘采用橡胶软性内空圆形结构,吸盘的中心孔连接真空发生器。
优选的,所述自动叠片机设置有两个机器人,对称分布于所述主体平台两对侧。
优选的,所述储料区附近设置有自动分片器。
优选的,采用冗余设置的两套工装平台,包括主工装平台与备用工装平台,设置于所述运输装置的不同区段,与所述运输装置连接。
优选的,所述的自动叠片机进一步设置有固定基座,所述固定基座通过螺栓将所述机器人与所述主体平台固定,使所述机器人随所述主体平台运转不发生偏移。
本发明还提供了一种用于变压器铁芯的自动叠片方法,包括:
将叠装变压器铁芯所需硅钢叠片放置于工装平台两侧的储料区,并对每层硅钢叠片进行编号,设置机器人抓取顺序;
启动机器人,主工装平台开始由运输装置驱动运行至机器人手臂工作区,精准定位后,两机器人按照预制的叠片程序依次抓取硅钢叠片,同时真空发生器配合吸盘进行吸片和放片,将所需硅钢叠片从储料区移送至产成品区,配合进行叠片;
主工装平台叠片完成退出后,备用工装平台启动,重复上述叠装过程。
优选的,若所需硅钢叠片在储料区的放置方向与叠装成铁芯的实际方向不一致,机器人将相应的硅钢叠片运送至产成品区下放位置前先进行角度转换后再下放至指定位置,使硅钢叠片的放置方向与叠装成铁芯的实际方向保持一致。
与现有技术相比,本发明的优点和积极效果在于:
本发明提供了一种自动叠片机,设置了一体化工装平台,工装平台上设置储料区与产成品区;并设置运输装置与工装平台连接,运输装置传动工装平台在主体平台上运动;同时,主体平台上设置了机器人,机器人记忆储料区存储的各种叠片的位置、数量,及产成品区放置位置,运输装置驱动工装平台至机器人工作区,机器人按照预制的叠片程序依次抓取硅钢叠片,将所需硅钢叠片从储料区移送至产成品区,进行叠片,一次性生成叠装铁芯。该自动叠片机通过工装平台、运输装置、机器人的互相配合,克服了依靠人工拿片插片,以及依靠人工记忆插片的问题,实现所有叠片的自动记忆性拿放,记忆性位置,提高了叠片效率,实现了高效快捷精准铁芯自动叠片。
附图说明
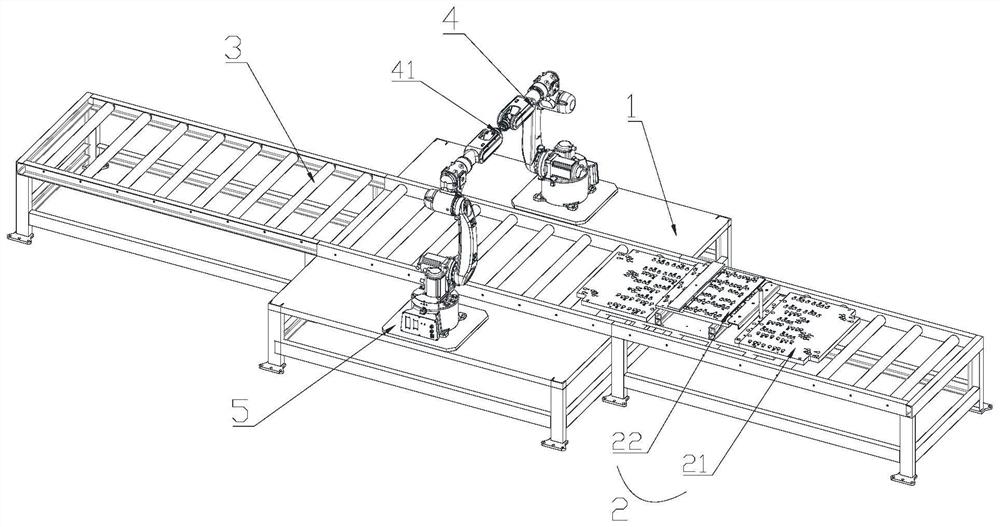
图1为本发明的自动叠片机整体结构图;
图2为“山”型铁芯的硅钢叠片示意图;
图3为“山”型铁芯的硅钢叠片示意图;
图4为“山”型铁芯的硅钢叠片叠装顺序示意图;
其中:主体平台1、工装平台2、储料区21、产成品区22、运输装置3、机器人4、吸盘41、固定基座5。
具体实施方式
为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本申请部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
本申请的说明书和权利要求书及上述附图中的术语“包括”以及它们任何变形,意图在于覆盖不排他的包含。例如一系列步骤或单元的过程、方法或系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其它步骤或单元。此外,术语“第一”、“第二”和“第三”等是用于区别不同对象,而非用于描述特定顺序。
本发明实施例提供了一种自动叠片机,可用于变压器铁芯的自动叠片,如图1所示,其包括主体平台1、工装平台2、运输装置3、机器人4,其中主体平台1用于对叠片机进行整体载重;工装平台2搭载于主体平台1上,其包括储料区21与产成品区22;运输装置3设置于主体平台1上,与工装平台2连接,用于传动工装平台2在主体平台1上运动;机器人4至少设置为一个,置于主体平台1上,用于将叠装铁芯所需叠片从工装平台2的储料区21置于产成品区22,进行铁芯叠装。
本实施例中,对于主体平台1,其由C形钢、可调节形地脚螺栓组成,承担起整体载重。工装平台2其由储料台体与产成品台体一体成型,包括储料区21与产成品区22,储料区21分布于两侧,产成品区22设置在两储料区21之间,储料区与产成品区根据待叠装变压器铁芯类型设置定位孔与定位销,根据型号将定位销插入相应的型号的定位孔,进行标记,这样就保证了所需叠片在储料区与产成品区拿取过程中的位置一致,为机器人抓取提供了前提条件。将叠装变压器铁芯所需硅钢叠片放置于工装平台两侧的储料区21,机器人根据定位标记将所需硅钢叠片从储料区21移送至产成品区22,进行铁芯叠装。同时本实施例中工装平台2采用冗余设置的两套工装平台,包括主工装平台与备用工装平台,设置于运输装置3的不同区段,与运输装置3连接,随运输装置移动,主工装平台叠装完成后,备用工装平台可启动叠装工作。
对于运输装置3其采用自动流水线设置,通过电动链条驱动滚筒对工装平台2进行输送,运输装置3上设置有止挡装置,止挡装置可以采用前后气缸限位,并配合设置光电传感器定位,以保证工装平台运行定位的准确性,使工装平台能够随运输装置准确移动至机器人手臂工作区。
对于机器人4,本实施例中自动叠片机设置有两个机器人4,对称分布于主体平台1两对侧,两套机器人相互配合工作,一套取片时,另一套机器人放片,互不干扰,有序配合。机器人的轴手臂上相应设置有吸盘41,吸盘采用橡胶软性内空圆形结构,吸盘的中心孔连接真空发生器,取片时产生真空发生器吸附,放片时停止产生真空,实现叠片的取放。本实施例中还可在吸盘杆上设置弹簧对吸盘和叠片触碰的瞬间能量冲击进行补充保护。
同时,本实施例中机器人可以预制位置矫正程序,在抓取完所需叠片后,从储料区21置于产成品区22进行铁芯叠装时可通过预制的程序进行自我校正,两点相互配合,使每层每片的硅钢片摆放整齐有序,进一步保障叠片在储料区与产成品区拿取过程中的位置一致,保障叠片准确。同时,为克服机器人未拿取叠片空走造成的质量问题,可以设置通过真空发生器真空值的输出信号给机器人,告知机器人是否取片成功,成功继续抓取程序,不成功机器人停止工作并启动报警,有效杜绝空走片的质量问题。同时,为解决储料区原材料高度随拿取逐渐减少和产成品区产成品高度随着机器人的放置逐渐多的问题,机器人可预制计数程序,自动记忆拿取每片和放置每片自动进行高度的加法和减法。
同时,为克服叠片黏连、挂连问题导致的一次性叠片多片的影响质量的问题,本实施例中还可在储料区附近设置有自动分片器,利用磁铁的同极相斥原理,有针对性的解决了每次拿取多片的问题。
进一步参考图1所示,本实施例中自动叠片机进一步设置有固定基座5,固定基座5通过螺栓将机器人4与主体平台1固定,以保障机器人随主体平台运转过程中不发生偏移。
下面以“山”字型变压器铁芯的叠装为例,详细说明该自动叠片过程:
叠装变压器铁芯所需的三种硅钢叠片的结构如图2-图3所示,叠装准备阶段先将所需硅钢叠片放置于工装平台两侧的储料区,并对每层的大、中、小三种硅钢叠片依次进行编号,如图4所示,设置机器人抓取顺序;
启动机器人,工装平台开始由运输装置驱动运行至机器人手臂工作区,精准定位后,两机器人按照预制的叠片程序依次抓取硅钢叠片,同时真空发生器配合吸盘进行吸片和放片,将所需硅钢叠片从储料区移送至产成品区,配合进行叠片;
若所需硅钢叠片在储料区的放置方向与叠装成铁芯的实际方向不一致,机器人将相应的的硅钢叠片运送至产成品区下放位置前先进行角度转换后再下放至指定位置,使硅钢叠片的放置方向与叠装成铁芯的实际方向保持一致。例如本实施例中将3、6、8号叠片在运送至产成品区下放位置前先进行90°的角度转换后再下放至指定位置,使硅钢叠片的放置方向与叠装成铁芯的实际方向保持一致。
叠片完毕后,机器人自动退回至安全区域,并发送报警提示铁芯叠装完成。
综上,本发明提供的自动叠片机,设置了一体化工装平台2,工装平台上设置储料区21与产成品区22;并设置运输装置3与工装平台2连接,运输装置3用于传动工装平台2在主体平台1上运动;同时,主体平台2上设置了机器人4,机器人记忆储料区存储的的各种叠片的位置、数量,及产成品区放置位置,运输装置驱动工装平台至机器人工作区,机器人按照预制的叠片程序依次抓取硅钢叠片,将所需硅钢叠片从储料区移送至产成品区,进行叠片,一次性生成叠装铁芯。该自动叠片机通过工装平台、运输装置、机器人的互相配合,克服了依靠人工拿片插片,以及依靠人工记忆插片的问题,实现所有叠片的自动记忆性拿放,记忆性位置,提高了叠片效率,实现了高效快捷精准铁芯自动叠片。
- 自动叠片机、用于变压器铁芯的自动叠片方法
- 一种自动叠片机及自动叠片方法