一种自动检测镜片外观的检测设备及方法
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及镜片外观检测技术领域,更具体地说,涉及一种自动检测镜片外观的检测设备及方法。
背景技术
现有光学镜片外观检测技术中,光学镜片的外观检测是通过人工使用显微镜检测判断;镜片产量数以万计甚至十万百万计,每一个镜片都需要外观检测,且镜片有很多种不良情况,比如伤痕、斑孔,砂目、气泡、裂边、脱膜等;用人工检测镜片外观耗时费力,需要较多人力成本。
发明内容
本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种自动检测镜片外观的检测设备及方法。
本发明解决其技术问题所采用的技术方案是:
构造一种自动检测镜片外观的检测设备,其中,包括上料工位、第一视觉检测工位、转盘机构,以及围绕转盘机构依次设置的第二视觉检测工位、第三视觉检测工位和第四视觉检测工位;还包括将上料工位上镜片移动至第一视觉检测工位并将第一视觉检测工位上镜片移动至转盘机构的移料组件;所述第一视觉检测工位、第二视觉检测工位、第三视觉检测工位和第四视觉检测工位分别检测镜片的不同外观特征。
本发明所述的自动检测镜片外观的检测设备,其中,所述第一视觉检测工位上设置有检测台、位于所述检测台上方的第一视觉相机组件,以及带动所述第一视觉相机组件沿X轴、Y轴、Z轴移动的第一三相运动平台。
本发明所述的自动检测镜片外观的检测设备,其中,所述检测台设置在所述上料工位和所述转盘机构之间。
本发明所述的自动检测镜片外观的检测设备,其中,所述第二视觉检测工位上设置有位于所述转盘机构上方的第二视觉相机组件,以及带动所述第二视觉相机组件移动的第二三相运动平台。
本发明所述的自动检测镜片外观的检测设备,其中,所述第三视觉检测工位上设置有位于所述转盘机构上方的第三视觉相机组件,以及带动所述第三视觉相机组件移动的第三三相运动平台。
本发明所述的自动检测镜片外观的检测设备,其中,所述第四视觉检测工位上设置有下料台、将所述转盘机构上镜片下料移动至所述下料台上的下料组件、位于所述下料台上方的第四视觉相机组件,以及带动所述第四视觉相机组件移动的第四三相运动平台。
本发明所述的自动检测镜片外观的检测设备,其中,所述第一视觉检测工位、第二视觉检测工位、第三视觉检测工位和第四视觉检测工位分别设置在所述转盘机构的左、上、右、下四个方位;所述转盘机构上均匀分布有八个工位,且所述转盘机构单次转动1/8圈。
本发明所述的自动检测镜片外观的检测设备,其中,所述自动检测镜片外观的检测设备还包括叠放镜片的叠料组件,将所述叠料组件上镜片移动至所述上料工位的取料组件。
一种自动检测镜片外观的检测方法,应用上述的自动检测镜片外观的检测设备,其检测方法如下:
将镜片上料至上料工位,移料组件抓取上料工位上镜片并将其移动至第一视觉检测工位进行一项外观特征检测;
移料组件将检测合格的镜片移料至转盘机构,由转盘机构带动镜片转动,并在到达第二视觉检测工位、第三视觉检测工位时分别进行一项外观特征检测;
转盘机构带动镜片转动到达第四视觉检测工位时,下料组件对其下料至下料台,对下料台上镜片进行一项外观特征检测。
本发明所述的自动检测镜片外观的检测方法,其中,还包括方法:设置叠料组件对镜片进行堆叠放置,通过取料组件从叠料组件上取料至上料工位上完成镜片上料动作。
本发明的有益效果在于:将镜片上料至上料工位,移料组件抓取上料工位上镜片并将其移动至第一视觉检测工位进行一项外观特征检测;移料组件将检测合格的镜片移料至转盘机构,由转盘机构带动镜片转动,并在到达第二视觉检测工位、第三视觉检测工位、第四视觉检测工位时分别进行一项外观特征检测;四个工位分开检测镜片外观不良项目,且四个相机工位同时进行检测,提高了效率,实现日检7-8万枚镜片(10小时),大大节省了企业劳动力成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将结合附图及实施例对本发明作进一步说明,下面描述中的附图仅仅是本发明的部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图:
图1是本发明较佳实施例的自动检测镜片外观的检测设备俯视图;
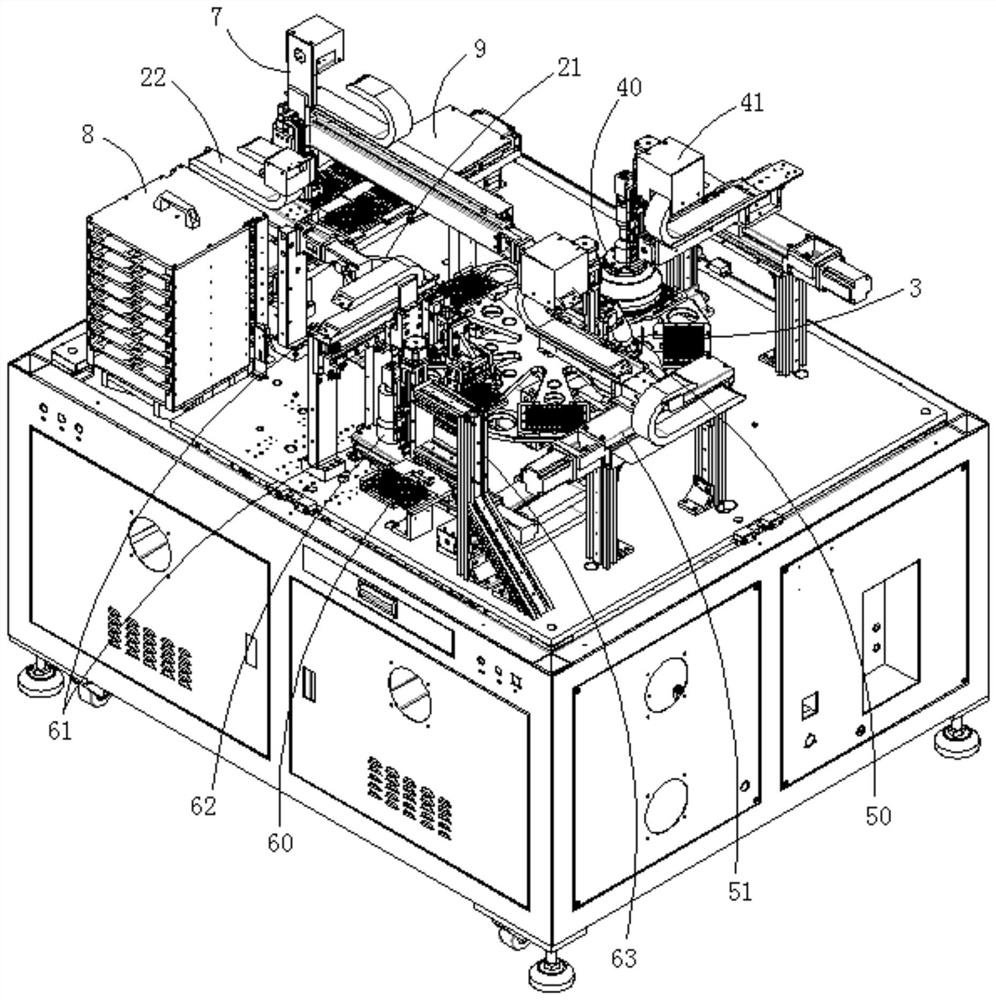
图2是本发明较佳实施例的自动检测镜片外观的检测设备结构示意图;
图3是本发明较佳实施例的自动检测镜片外观的检测方法流程图。
具体实施方式
为了使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。
本发明较佳实施例的自动检测镜片外观的检测设备,如图1所示,同时参阅图2,包括上料工位1、第一视觉检测工位2、转盘机构3,以及围绕转盘机构3依次设置的第二视觉检测工位4、第三视觉检测工位5和第四视觉检测工位6;还包括将上料工位1上镜片移动至第一视觉检测工位2并将第一视觉检测工位2上镜片移动至转盘机构3的移料组件7;第一视觉检测工位2、第二视觉检测工位4、第三视觉检测工位5和第四视觉检测工位6分别检测镜片的不同外观特征;
将镜片上料至上料工位1,移料组件7抓取上料工位1上镜片并将其移动至第一视觉检测工位2进行一项外观特征检测;移料组件7将检测合格的镜片移料至转盘机构3,由转盘机构3带动镜片转动,并在到达第二视觉检测工位4、第三视觉检测工位5、第四视觉检测工位6时分别进行一项外观特征检测;四个工位分开检测镜片外观不良项目,且四个相机工位同时进行检测,提高了效率,实现日检7-8万枚镜片(10小时),大大节省了企业劳动力成本;
当然,可以理解的,根据实际检测需要,还可以设置成其他数量的视觉检测工位,基于该种方式的替换同样属于本申请保护范畴;镜片进行检测的项目包括但不限于伤痕、斑孔,砂目、气泡、裂边、脱膜等;
本申请中镜片可以是代表单独的镜片,也可以是代表镜片和装置其的治具的组合体。
优选的,第一视觉检测工位2上设置有检测台20、位于检测台20上方的第一视觉相机组件21,以及带动第一视觉相机组件沿X轴、Y轴、Z轴移动的第一三相运动平台22;便于快速进行视觉检测。
优选的,检测台20设置在上料工位1和转盘机构3之间;减少移料组件7单次运行的移动行程,提高效率;
较佳的,第一视觉检测工位可以根据需要设计成初步外观检测环节,对于初步检测合格的镜片才放入转盘机构进行后续检测,而未通过的镜片则直接判定为不合格;例如,第一视觉检测工位检测镜片是否破裂等等。
优选的,第二视觉检测工位4上设置有位于转盘机构3上方的第二视觉相机组件40,以及带动第二视觉相机组件40移动的第二三相运动平台41;便于快速进行视觉检测。
优选的,第三视觉检测工位5上设置有位于转盘机构3上方的第三视觉相机组件50,以及带动第三视觉相机组件移动的第三三相运动平台51;便于快速进行视觉检测。
优选的,第四视觉检测工位6上设置有下料台60、将转盘机构上镜片下料移动至下料台上的下料组件61、位于下料台上方的第四视觉相机组件62,以及带动第四视觉相机组件移动的第四三相运动平台63;便于进行下料以及视觉检测。
优选的,第一视觉检测工位2、第二视觉检测工位4、第三视觉检测工位5和第四视觉检测工位6分别设置在转盘机构3的左、上、右、下四个方位;转盘机构上均匀分布有八个工位,且转盘机构单次转动1/8圈;检测连续性好,检测效率高。
优选的,自动检测镜片外观的检测设备还包括叠放镜片的叠料组件8,将叠料组件上镜片移动至上料工位的取料组件9;便于进行自动化检测操作。
一种自动检测镜片外观的检测方法,应用上述的自动检测镜片外观的检测设备,如图3所示,其检测方法如下:
S01:将镜片上料至上料工位,移料组件抓取上料工位上镜片并将其移动至第一视觉检测工位进行一项外观特征检测;
S02:移料组件将检测合格的镜片移料至转盘机构,由转盘机构带动镜片转动,并在到达第二视觉检测工位、第三视觉检测工位时分别进行一项外观特征检测;
S03:转盘机构带动镜片转动到达第四视觉检测工位时,下料组件对其下料至下料台,对下料台上镜片进行一项外观特征检测;
四个工位分开检测镜片外观不良项目,且四个相机工位同时进行检测,提高了效率,实现日检7-8万枚镜片(10小时),大大节省了企业劳动力成本。
优选的,还包括方法:设置叠料组件对镜片进行堆叠放置,通过取料组件从叠料组件上取料至上料工位上完成镜片上料动作;便于进行自动化检测操作。
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
- 一种自动检测镜片外观的检测设备及方法
- 一种自动检测镜片外观的检测设备