一种采用电热塞的氢氧点火器
文献发布时间:2023-06-19 11:34:14
技术领域
本发明属于航空航天点火燃烧技术领域,涉及一种采用电热塞的氢氧点火器。
背景技术
火炬式电点火器因其点火能量高、可多次启动、结构简单、便于维护等特点广泛用于氢氧火箭发动机,如美国的RL-10系列、J2、航天飞机主发动机,欧洲的Vinci,日本的LE系列,俄罗斯的RD-0120等,我国在氢氧火炬式电点火器方面也已取得初步成果。
目前国内外的火炬式电点火器均采用火花塞作为点火热源,火花塞外壳为金属,在点火器复杂工作环境中既需要保证可靠点火,又要保证不被燃气烧蚀,点火器需同时考虑燃烧及火花塞热防护需求,设计难度大;火花塞需要激励器才能工作,存在电磁干扰,需要专门进行测试及抗干扰设计,而且激励器随着所需储能增加体积增大,不利于点火器的一体化小型设计。真空环境下,火花塞只能点燃10000Pa以上的氢氧混合气,限制了火花塞电点火器的应用范围。
综上,火花塞作为点火热源严重限制了火炬式电点火器的设计范围及应用范围。
发明内容
本发明解决的技术问题是:克服现有技术的不足,提出一种采用电热塞的氢氧点火器,解决电点火器电磁干扰、点火元件易烧蚀、点火可靠性受限于环境压力及火花能量的问题,从点火器结构设计上提高点火可靠性,拓展电点火器的适用领域。
本发明解决技术的方案是:
一种采用电热塞的氢氧点火器,包括氧腔顶盖、头部、身部、电热塞和氢腔顶盖;
氢腔顶盖套在身部上部外侧,头部焊接在身部顶端,氢腔顶盖通过焊接方式与头部、身部连接,氢腔顶盖、头部、身部之间形成环形空腔,即氢集合腔,头部的腔体与身部的腔体连通,形成点火器内腔;所述氢集合腔通过8个节流孔与身部的冷却夹套连通,8个节流孔沿身部轴向中心对称;
氧腔顶盖焊接在头部上;氧腔顶盖和头部之间形成氧集合腔,头部顶端加工有顶端封闭的盲孔,所述盲孔与所述点火器内腔连通,盲孔顶端侧面加工有与所述盲孔连通的氧喷注器,所述氧喷注器为四个切向孔,四个切向孔分别与所述盲孔相切,且相切点沿盲孔的中心对称;
头部上沿头部轴线对称加工有两个电热塞孔,每个电热塞孔安装一个电热塞,电热塞前端进入点火器内腔中;头部中还加工有氢喷注腔、氢喷注器和两个氢气流道,每个氢气流道与对应侧的电热塞孔轴线垂直,用于连通氢集合腔和头部中的氢喷注腔,氢喷注腔通过氢喷注器与点火器内腔连通。
电热塞与电热塞孔螺纹连接。
电热塞与电热塞孔之间,压力>10MPa时选用石墨密封,压力<1MPa时选用液体密封胶进行密封。
电热塞选用氮化硅陶瓷材料作为基体。
电热塞内部集成有直流电源,所述直流电源额定电压12V,功率90-100W。
直流电源的开关通过上游装置控制。
本发明与现有技术相比的有益效果是:
(1)本发明采用电热塞作为热源,且电热塞与电源进行了一体化设计,电磁干扰少,体积小。本发明电热塞采用氮化硅陶瓷材料,可耐1900℃高温,抗烧蚀能力强。本发明采用电热塞作为点火热源,真空背压可降至3000Pa,使用范围更广。
(2)本发明点火器采用增材制造理念设计,头部融合了集合腔、电热塞孔、喷注器三种功能,身部集合了点火器内型面及冷却夹套功能,减少了零件数量,缩短生产周期。
(3)本发明点火器采用同轴离心喷嘴,可兼顾推进剂的气、液两种物性状态,氧切向进入喷嘴,旋转喷入点火器,氢通过喷嘴环缝轴向喷入点火器,氢氧掺混更为均匀,有利于提高点火可靠性。
(4)本发明点火器仅一个氢入口和集合腔,燃烧氢与冷却氢根据设计混合比通过喷嘴节流孔及冷却通道节流孔进行流量分配,减少了系统的节流元件,且可以根据上游状态进行自适应;
(5)本发明电热塞直接伸入氢氧混气进行点燃,且采用双电热塞冗余设计,提高可靠性。
附图说明
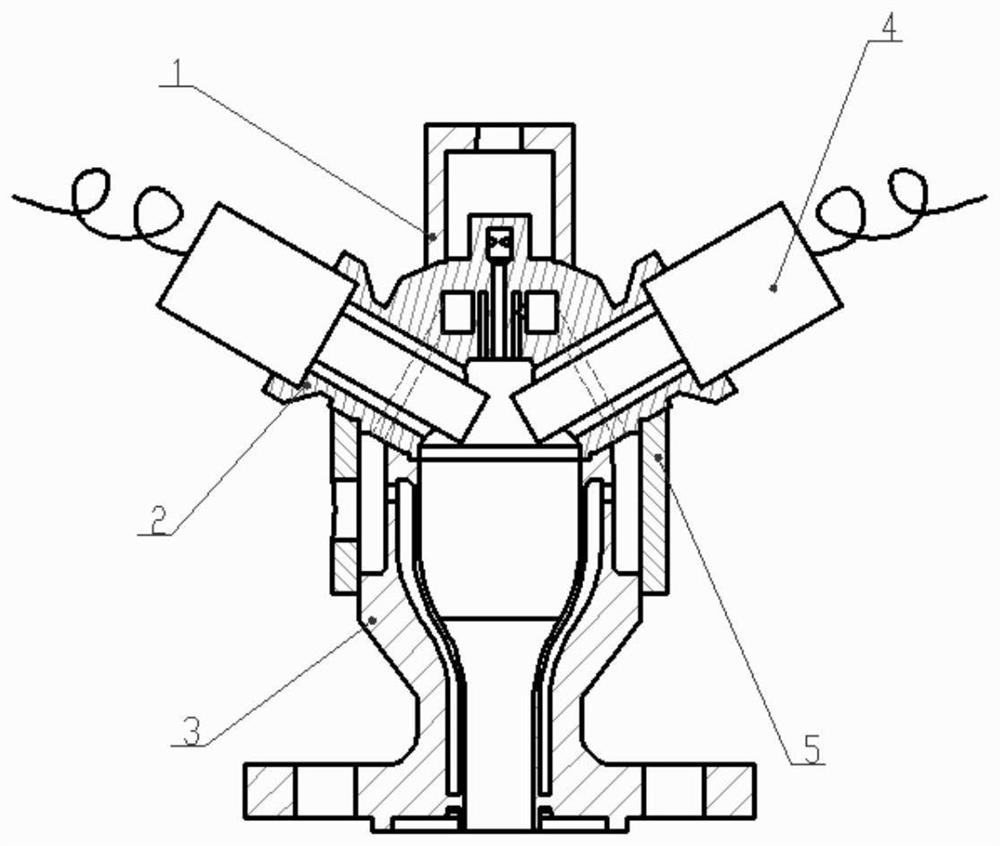
图1为点火器总体结构示意图;
图2为氧喷嘴示意图;
图1中,1—氧腔顶盖,2—头部;3—身部;4—电热塞(集成电源);5—氢腔顶盖。
具体实施方式
下面结合附图对本发明作进一步阐述。
本发明旨在设计一种采用电热塞点火的氢氧火炬点火器,电磁干扰弱,体积小,可与电源一体化设计,且适应工况范围广,可以高可靠工作。本点火器采用增材制造理念进行设计,选用电热塞作为点火源,相比传统的电火花式点火方式,无电激励器等其它配件,电磁干扰弱,体积小,易与电源一体化设计,且电热塞材料为耐高温陶瓷材质,无需额外热防护措施,点火器结构大为简化。电热塞式点火器相比与火花塞式电点火器,可燃极限范围更广,尤其对于真空点火而言,点火压力最低可降至3000Pa,拓展了电点火器的适用范围;电热塞可伸入推进剂内,增加了点火高温区范围,增强了点火可靠性。
如图1、图2所示,本发明设计的氢氧点火器为火炬式,包括氧腔顶盖1、头部2、身部3、带有集成电源的电热塞4、氢腔顶盖5。
氢腔顶盖5套在身部3上部外侧,头部2焊接在身部3顶端,氢腔顶盖5通过焊接方式与头部2、身部3连接,头部2的腔体与身部3的腔体连通,形成点火器内腔。氢腔顶盖5、头部2、身部3之间形成环形空腔(氢集合腔),该环形空腔通过8个节流孔与身部3的冷却夹套连通。8个节流孔沿身部3轴向中心对称。
氧腔顶盖1焊接在头部2上。氧腔顶盖1和头部2之间形成氧集合腔,头部2的顶端加工有与所述点火器内腔连通的盲孔,该盲孔顶端封闭,盲孔顶端侧面加工有四个切向孔,四个切向孔分别与盲孔相切,且相切点沿盲孔的中心对称。四个切向孔形成氧喷注器。切向孔和盲孔示意图如图2所示。
头部2两侧沿头部轴线对称加工有两个电热塞孔,每个电热塞孔安装一个电热塞4,电热塞4前端进入点火器内腔中。头部2中还加工有氢喷注腔、氢喷注器和两个氢气流道,每个氢气流道与对应侧的电热塞轴线垂直,用于沟通环形空腔和头部2中的氢喷注腔。氢喷注腔通过氢喷注器与点火器内腔连通。
本发明电热塞与点火器基体间为螺纹连接,高压时(>10MPa)选用石墨密封,低压时(<1MPa)选用液体密封胶进行密封。
点火器采用增材制造理念进行设计,点火器结构简化至头部、身部、氧/氢腔顶盖、电热塞共5个零件,减少了焊缝数量,缩短了生产周期,提高了点火器的结构可靠性。
点火器采用电热塞为热源,电热塞选用氮化硅陶瓷材料作为基体,功率约100W,预热温度可达1200~1300℃,足以点燃氢氧混气,高温时抗氧化,且能抵抗冷热冲击,适用于氢氧火炬点火器预冷低温、起动高温的工况;
电热塞最高可耐1900℃高温,可以将其伸入氢氧混合物中进行点火,无需额外热防护,故而氧喷注器采用同轴离心喷嘴增强氢氧掺混,提高点火可靠性;相比于电火花的热源面积,电热塞与氢氧混气的接触面积更广,加热功率和范围更大,有利于减小点火延迟,进而减小点火室内推进剂积存,降低起动压力峰。
电热塞点火器采用直流电源供电,额定电压12V,功率90-100W,无激励器等其他配件,对其他电子器件、测量装置电磁干扰弱;将电源与电热塞进行了一体化设计,通过上游装置控制电源开关,点火器实现小型化设计。
工作过程中,氧从氧腔顶盖1流入氧集合腔,经头部2的氧喷注器喷入点火器,氢从氢腔顶盖5流入氢集合腔后分为两路:一路经两个氢气流道进入头部2的氢喷注腔,然后经氢喷注器喷入点火器内腔;另一路经8个节流孔进入身部3的冷却夹套,保护点火器不被烧蚀。氢氧在头部2及身部3组成的点火器内腔内掺混形成混气,电热塞4的控制电源打开后,发热,点燃氢氧混气,产生高温燃气进入下游燃烧装置完成点火过程。
本发明在火箭发动机上用于进一步点燃燃气发生器、预燃室、推力室等燃烧装置,其宽工况的点火可靠性、点火器功率以及出口温度的均匀性直接决定了整个发动机系统工作的可靠性,特别是发动机的多次起动性能、起动过程中的瞬态工作特性及工作可靠性。
本发明未详细说明部分属本领域技术人员公知常识。
- 一种采用电热塞的氢氧点火器
- 一种采用电热塞的氢氧点火器