腹部垫加工系统
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及腹部垫生产设备的技术领域,更具体的说是涉及腹部垫加工系统。
背景技术
人体在手术过程中,医用需要用腹部垫来擦拭手术刀口和手术器械上的血液以方便看清人体相关部位,精确进行手术,因此医院对此需求量在逐年增加,生产厂家生产的效率需要随着需求量而提高,目前腹部垫的生产工序中以由自动化生产代替,自动化生产设备中必然包括输送机构、翻折机构以及缝纫机构,
目前的腹部垫面料在生产过程中依次进行定量裁切、折边、标带上料以及缝纫,但是现有的生产方式有两种,一种是传统的人工生产,将腹部垫面料对折、叠加后通过尺寸板进行定量裁切,然后手动将标带放置定位点,最后进行缝纫,该种方式容易出现叠加不整齐而导致裁切边缘歪斜,中层以及下层的腹部垫面料出现裁切大小不一致,标带放置位置不准确以已经缝纫效率低;另一种是自动化生产,将腹部垫面料通过输送辊输送至裁切刀下方,通过输送辊的转动圈数计算腹部垫面料输送的长度,或者通过裁刀前方的定位点来确定腹部垫面料的长度达到要求,再通过输送带将棉带在水平方向上输送,然后在棉带上方添加一条贝片的输送线,将贝片一定量和棉带的一定量裁剪后通过超声波焊接,完成后直接通过机械手夹取焊接后的标带一边对齐放置在腹部垫面料上进行缝纫,最后在通过机械手将棉带的另一条边对折后缝纫,折边缝纫后通过传输带输送传输至收集箱内,该种生产方式局限于长度较短的定量裁切,且定量裁切后再进行对折导致折边效率低,标带的制作以及与腹部垫的缝纫效率低,且缝纫完成后无法实现叠放整齐等问题。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种能够自动化快速定量对折、快速折边、快速上料、快速缝纫以及缝纫后叠放整齐的腹部垫加工系统,用于克服现有技术中的上述缺陷。
为实现上述目的,本发明提供了如下技术方案:
腹部垫加工系统,包括定长折边设备、标带安置设备以及缝制设备,所述标带安置设备以及缝制设备分别位于定长直边设备的出料口两侧,所述定长折边设备包括定长机架,所述定长机架上包括有工作平台、裁切机构以及腹部垫面料卷,所述裁切机构位于工作平台上方,所述裁切机构用于将腹部垫面料卷的输出面料进行切断,所述标带安置设备包括安置机架,所述安置机架上设有焊接台、棉带辊轮、胶标辊轮、超声波焊接机构以及标带安置机构,所述棉带辊轮上套设有棉带卷,所述胶标辊轮上套设有胶标卷,所述棉带卷的输出棉带以及胶标卷的输出胶标同时经过超声波焊接机构,所述超声波焊接机构用于将输出棉带和输出胶标进行超声波焊接,所述缝制设备包括缝制机架,所述缝制机架上设有缝纫机,所述缝纫机用于将标带上料后的腹部垫进行缝纫;
所述定长机架上还包括对折机构以及折边机构,所述对折机构包括折板以及第一折叠动力源,所述折板位于工作平台上表面,所述折边机构包括折边上夹板、折边下夹板、压片、第二折叠动力源、第三折叠动力源、第一旋转动力源以及第二旋转动力源,所述折边上夹板和折边下夹板均位于工作平台的一侧下方,且折边上夹板位于折边下夹板上方,所述压片位于工作平台上方,所述折边上夹板上与折边下夹板上分别设有第一插槽和第二插槽,当所述的输送面料输送至折边上夹板上方时,所述第二折叠动力源驱动压片在竖直方向上运动,以使所述压片将输出面料一侧边压至第一插槽内,所述第三折叠动力源驱动所述折边上夹板在竖直方向上运动,以使所述折边上夹板将夹住的输出面料一侧边向上提起至工作平台上方,所述第一旋转动力驱动所述折边上夹板在竖直方向上转动,以使所述折边上夹板将夹住的输出面料一侧边旋转至与工作平台平行,所述第一折叠动力源驱动所述折板在水平方向上运动,以使所述折板将提起的输出面料推至一侧,所述折板的运动方向与输出面料的输送方向相同,当所述裁切机构将输出面料切断时,所述第二平移动力源驱动压片在竖直方向上运动,以使所述压片将输出面料切断处的侧边压至第二插槽内,所述第二旋转动力源驱动所述折边下夹板在竖直方向上转动,以使所述折边下夹板将夹住的输出面料侧边转动至与工作平台平行,所述折边上夹板的转动方向与折边下夹板的转动方向相同且均朝向腹部垫面料卷一侧转动;
所述标带安置机构上还包括有棉带拉取组件、棉带导向组件、第一裁剪组件、第二裁剪组件、标带取送组件以及腹部垫安置组件,所述输出棉带位于焊接台一侧且竖直方向上输送,所述输出胶标一端位于焊接台上且水平方向上输送,所述棉带拉取组件包括定位夹手以及拉取动力源,所述定位夹手位于输出棉带的初始端下方,所述拉取动力源驱动所述定位夹手在竖直方向上运动,以使输出棉带的初始端落入或脱离所述定位夹手,所述定位夹手用于夹紧或脱离输出棉带的初始端;
所述棉带导向组件包括导向推杆、第一伸缩气缸以及导向动力源,所述导向推杆位于焊接台一侧,所述第一伸缩气缸驱动所述导向推杆在水平面上运动,以使所述导向推杆推至定位夹手拉取定位后的输出棉带一侧,所述导向动力源驱动所述导向推杆在水平面上运动,以使所述导向推杆抵压在输出棉带一侧面上,且将输出棉带推向焊接台;
所述第一裁剪组件包括第一裁剪刀以及第一裁剪动力源,所述第一裁剪刀位于焊接台一侧的上方,且所述输出棉带位于第一裁剪刀的刀口内,所述第一裁剪动力源驱动所述第一裁剪刀在水平面上运动,以使第一裁剪刀剪断输出棉带;
所述第二裁剪组件包括第二裁剪刀以及第二裁剪动力源,所述第二裁剪刀位于导向推杆推动方向上的焊接台一侧,胶标叠加焊接后的对折输出棉带位于第二裁剪刀的刀口内,所述第二裁剪动力源驱动所述第二裁剪刀在竖直方向上运动,以使所述第二裁剪刀剪断胶标叠加焊接后的对折输出棉带;
所述标带取送组件包括取送手、第一取送动力源以及第二取送动力源,所述第一取送动力源驱动所述取送手在水平面上运动,以使所述取送手对准焊接后的标带,所述取送手用于夹取焊接后的标带,所述第二取送动力源驱动所述取送手在竖直方向上运动,以使所述取送手将夹取后的标带移送至定长折边设备的出料口一侧;
所述腹部垫安置组件包括安置手、第一安置动力源以及第二安置动力源,所述第一安置动力源驱动所述安置手在竖直方向上运动,以使所述安置手与定长折边设备在同一平面上,所述第二安置动力源驱动所述安置手在水平面上运动,以使所述安置手移动至定长折边设备的出料口处,所述安置手用于夹取定长折边设备上标带上料后的腹部垫;
所述缝制机架上还包括有夹持机构、移送机构以及拾料机构,所述移送机构位于夹持机构与拾料机构之间,所述夹持机构包括横梁以及两组夹持臂,所述横梁水平位于缝纫平台上,两组所述夹持臂相互水平设置在横梁同一侧,且两组所述夹持臂均与横梁垂直,任一一组所述夹持臂一侧还设有第一平移动力源,所述第一平移动力源驱动该组夹持臂在水平面上运动,以使该组所述夹持臂校准折边加工装置上腹部垫的对应折边,所述横梁一侧设有第二平移动力源,所述第二平移动力源驱动横梁在水平面上运动,以使两组所述夹持臂靠近或远离折边加工装置上的标带上料且折边后的腹部垫,两组所述夹持臂用于夹持折边加工装置上标带上料且折边后的腹部垫;
所述移送机构包括滑板、上压板以及两块立板,所述上压板以及两块立板均位于滑板底部,两块所述立板相互水平设置,且两块所述立板之间均有受压空间,所述上压板位于所述受压空间的正上方,所述滑板上设有第三平移动力源和第四平移动力源,所述第三平移动力源驱动滑板在水平方向上运动,以使所述上压板位于夹持臂与缝纫平台之间的腹部垫上方,且所述受压空间位于夹持臂与缝纫平台之间的腹部垫下方,所述第四平移动力源驱动上压板在竖直方向上运动,以使所述上压板将夹持臂与缝纫平台之间的腹部垫压入受压空间内;
所述拾料机构包括多组按压杆,所述缝纫机一侧的底座上设有收料门,多组所述按压杆两两相互对称设置在滑板运动轨迹两侧,且多组所述按压杆均位于收料门上方,多组所述按压杆上分别设有对应的按压气缸,所述按压气缸驱动所述按压杆在竖直方向上运动,以使所述按压杆按压打开收料门且位于收料门上方的腹部垫落下。
进一步的,所述压片一侧面上设有相背离的两组拨角机构,两组所述拨角机构均包括拨角片以及拨角动力源,所述压片的两侧别分设对称设置有滑口,所述拨角片包括连接部以及向下突出的拨角部,所述连接部与拨角动力源连接,所述连接部与拨角部上分别对称设置有上限位槽和下限位槽,且所述上限位槽和下限位槽开口相反,所述滑口上端的压片嵌入在上限位槽内,所述滑口下端的压片嵌入在下限位槽内,所述拨角动力源驱动连接部在水平方向上运动,以使所述拨角部将折边后的输出面料一角向输出面料中间拨入。
进一步的,所述焊接台一侧设有压紧对齐组件,所述压紧对齐组件包括U型块、压紧动力源、压紧块以及对齐压块,所述焊接台的上表面设有缺槽,所述第二裁剪刀穿过U型块的U型缺口位于缺槽内,所述焊接台的上表面由缺槽隔成第一平台和第二平台,所述超声波焊接机构位于第一平台上方,所述第一平台和第二平台上分别设有第一通槽和第二通槽,所述第一通槽、缺槽以及第二通槽均相通,且构成一个输出棉带和输出胶标同时经过的输送通道,所述压紧块的一端位于U型块上,另一端位于第一通槽上,所述对齐压块的一端位于U型块上,另一端位于第二通槽上,所述压紧动力源驱动所述U型块在竖直方向上运动,以使所述压紧块按压或脱离第一通槽内的输出胶标,且所述对齐压块按压或脱离第二通槽内的输出棉带与输出胶标。
进一步的,所述标带安置机构还包括标带牵引组件,所述焊接台一侧的底座上设有水平的牵引滑轨,所述牵引滑轨沿着导向推杆的运动方向铺设,所述标带牵引组件包括牵引滑座、牵引夹头、第三伸缩气缸以及牵引动力源,所述牵引滑座滑动设置在牵引滑轨上,所述牵引夹头和第三伸缩气缸均位于牵引滑座上,所述牵引夹头包括上夹头和下夹头,所述上夹头与下夹头之间具有夹持间距,所述第三伸缩气缸驱动所述牵引夹头在水平方向上运动,以使对折后的输出棉带底边落入夹持间距内,所述牵引动力源驱动所述底座在水平面上运动,以使所述牵引夹头将输出棉带的对折处向一侧推动。
进一步的,所述标带取送组件还包括取送滑轨、滑架以及竖直滑轨,所述取送滑轨沿着导向推杆的运动方向水平铺设在焊接台一侧,所述滑架滑动设置在取送滑轨上,所述竖直滑轨设置在滑架一端,所述取送手包括支撑座、取送上夹板、取送下夹板、第四伸缩气缸以及第五伸缩气缸,所述支撑座滑动设置在竖直滑轨上,所述取送上夹板、取送下夹板以及第五伸缩气缸均位于支撑座上,所述第四伸缩气缸驱动所述支撑座在水平方向上运动,以使所述取送上夹板与取送下夹板之间夹住的标带移送至定长折边设备的对折腹部垫一侧,所述第五伸缩气缸驱动所述取送上夹板在竖直方向上运动,以使所述取送上夹板下压或脱离取送下夹板,所述取送上夹板与取送下夹板的同侧均设有第一凸出部与第二凸出部。
进一步的,所述标带安置机构还包括棉带定位组件,所述棉带定位组件包括棉带定位座、导向板、挡板、第一导向柱以及第二导向柱,所述棉带定位座一侧面开设有输送槽,所述导向板倾斜设置在棉带定位座上,所述导向板的一侧面设置有多个限位扣,所述挡板位于输送槽一侧的棉带定位座上,所述第一导向柱位于挡板下方且位于第一裁剪刀上方,所述第二导向柱位于第一裁剪刀的下方,所述第二导向柱一侧还设有驱动第二导向柱在水平面上移动的第二伸缩气缸,所述输出棉带依次经过限位扣以及输送槽,且所述输出棉带分别绕设在第一导向柱与第二导向柱上。
进一步的,所述裁切机构包括刀架、上切刀、下切刀以及切断动力源,所述下切刀位于工作平台的一侧下方,所述切断动力源驱动所述上切刀在竖直方向上运动,以使所述上切刀向下将输送面料压在下切刀上切断,所述上切刀的运动方向与输出面料的输送方向垂直且十字相交,所述刀架上还设有压紧机构,所述压紧机构包括压架、压板、送料板、第一按压动力源以及第二按压动力源,所述压架滑动连接在刀架的两侧之间,所述送料板位于刀架上,且所述送料板与工作平台在同一平面上,所述压板位于送料板上方的刀架上,所述第一按压动力源驱动所述压架在水平方向上运动,以使所述送料板将输送面料向折边机构一侧推送,所述第二按压动力源驱动所述压块在竖直方向上运动,以使所述压块按压在送料板上的输送面料上。
进一步的,所述下切刀一侧设有升降板,所述升降板底部两侧分别设有升降动力源,所述升降动力源驱动所述升降板在竖直方向上运动,以使所述升降板将输出面料切断的侧边抬起。
进一步的,所述安置手包括上夹条、下夹条以及第六伸缩气缸,所述上夹条与下夹条均水平位于取送上夹板或取送下夹板一侧,所述上夹条与第一凸出部或第二凸出部的相对面以及下夹条与第一凸出部或第二凸出部的相对面上均设有配合缺口,所述第六伸缩气缸驱动所述上夹条在竖直方向上运动以使所述上夹条作用在下夹条上。
进一步的,所述上压板为倒L型,所述上压板包括水平抵压部和竖直插入部,所述竖直插入部的内侧面上设有与水平抵压部平行的限位板,所述限位板与水平低压部之间设有滑柱,所述滑柱上套设有缓冲弹簧,任一一块所述立板上设有第六平移动力源,所述第六平移动力源驱动任一一块所述立板在水平面上运动以使受压空间增大。
本发明的有益效果:1、通过折边上夹板与折板的配合,先由折边上夹板将输出面料的头端夹住提起,再由折板在输出面料的输送方向上运动使得折板将提起的输出面料向输送方向一侧推,这样能够将输出面料对折,与现有的定量裁切机构相比,该方式能够根据需求任意选择需要的腹部垫长度,避免由于需求的腹部垫长度过长而工作平台不足以满足需求长度的问题;
2、通过折边上夹板、折边下夹板以及压片的配合,先由折边上夹板将输出面料的头端夹住,通过第一夹槽使得输出面料的头端侧边能够折边,通过折边上夹板将输出面料上提后折板定量对折裁切,再由折边下夹板将输出面料夹住,通过第二夹槽使得输出面料的裁切端侧边能够折边,在将头端折边后对齐的叠加在裁切端折边处,与现有的折边机构相比,该方式在定量的过程中将折边结合在一起,使得各机构组件之间的配合度更高,减小了设备的体积,提高了定量对折、裁切以及折边的工作效率,大大提高了腹部垫的生产效率;
3、在压片的两侧均设置拨角机构,通过拨角机构中的拨角片将折起的那条边的两个角向内侧拨入,该过程达到的目的是避免面料对折缝纫的过程中边角向外溢出而导致边角缝纫不到位,或者侧边缝纫不整齐,最终造成生产成品率的降低;
4、棉带从上方进入焊接台,胶条从下方进入焊接台,通过超声波焊接将胶条与棉带进行焊接,通过棉带定位组件将棉带固定在指定位置,即使棉带裁剪后棉带不会抽出棉带定位组件外,避免棉带脱离后无法进行后续的输送,当胶条裁剪后通过压紧块将胶条按压在焊接台的对应槽内,避免胶条脱离焊接台后无法进行后续的输送焊接;
5、通过多组件的配合使得棉带能够定量对折后再与定量的胶条缝纫后裁剪,再通过标带取送组件将焊接裁剪后且对折后的棉带两自由端进行夹取,移送至定长折边设备的腹部垫上,通过腹部垫安置组件将腹部垫夹取至夹持机构处移送至缝纫机处进行缝纫,其手段使得标带的定量对折以及焊接在同连贯的工序上进行,且工作效率快,标带的上料过程使得缝纫机构无需进行两次缝纫,标带的两自由端在移送过程中就已对齐放置在腹部垫的折边处,节省了放置时间即节省了工作时间;
6、通过两组夹持臂运动至折边加工装置上对折边且标带上料后的腹部垫夹取移送至缝纫平台上进行缝纫,在夹持过程中两组夹持臂始终精确稳定的夹在腹部垫的两条折边上,避免移送过程中两条折边脱落或偏移,从而对后续的缝纫造成影响,即两组夹持臂的设置能够提高腹部垫转运效率,且提高腹部垫的合格率;
7、通过移送机构将缝纫完成后的腹部垫压入两块立板之间的受压空间内,通过两块立板的夹持使得压入受压空间内的腹部垫不脱离,通过移送机构的移送至收料门上,通过拾料机构向下按压使得腹部垫脱离至收料门上,按压使得收料门打开,且位于收料门上的腹部垫稳定整齐的落下叠放至收集箱内。
附图说明
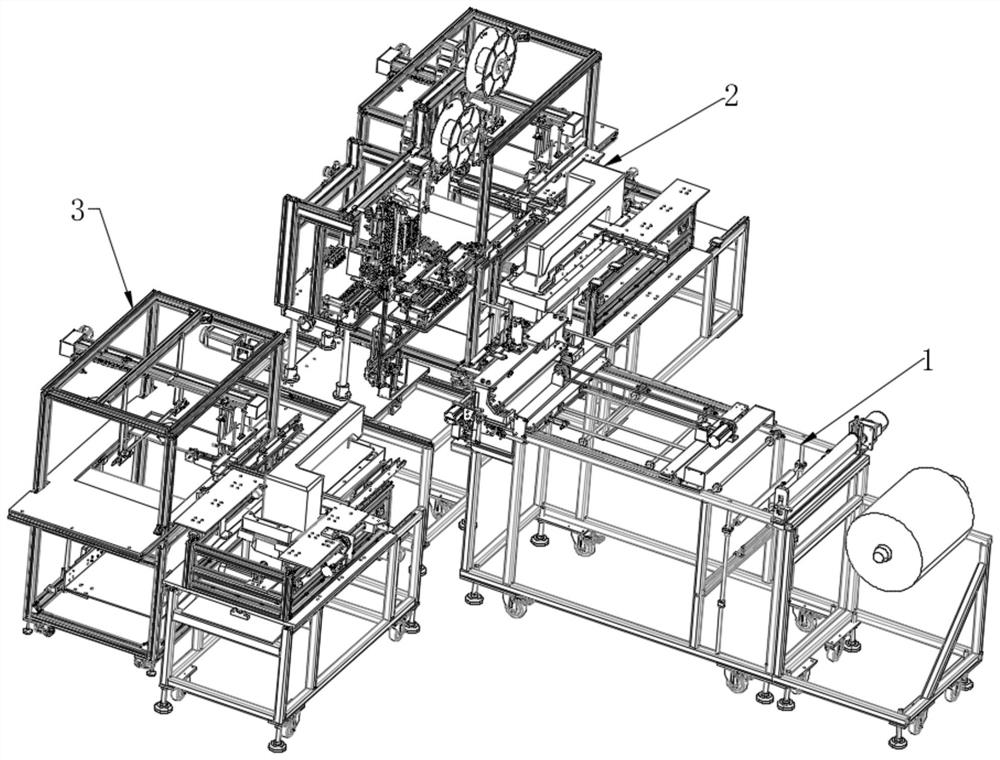
图1是本发明中的整体机构图;
图2是本发明中定长折边设备的结构图;
图3是本发明中对折机构、折边机构以及裁切机构处的关系图;
图4是本发明中折边上夹板的结构图;
图5是本发明中折边下夹板的结构图;
图6是本发明中压片的结构图;
图7是本发明中裁切机构以及压紧机构的结构图;
图8是本发明中裁切机构以及压料机构的结构图;
图9是本发明中标带安置设备的结构图;
图10是本发明中标带安置机构的部分结构第一示意图;
图11是本发明中标带安置机构的部分结构第二示意图
图12是本发明中压紧对齐组件的结构示意图;
图13是本发明中标带牵引组件的结构图;
图14是本发明中标带取送组件和腹部垫安置组件的结构图;
图15是本发明的缝制设备的整体结构图;
图16是本发明中夹持机构的结构图;
图17是本发明中移送机构的结构图。
附图标记:1、定长折边设备;101、定长机架;102、腹部垫面料卷;103、裁切机构;104、刀架;106、上切刀;107、下切刀;108、切断动力源;110、折板;111、第一折叠动力源;112、折边机构;113、折边上夹板;114、第一插槽;116、折边下夹板;117、第二插槽;118、压片;119、滑口;120、第二折叠动力源;121、第三折叠动力源;122、第一旋转动力源;123、第二旋转动力源;124、拨角机构;125、拨角片;126、连接部;127、拨角部;128、拨角动力源;129、压架;130、压板;131、送料板;132、第一按压动力源;133、第二按压动力源;134、升降板;135、升降动力源;2、标带安置设备;201、安置机座;202、标带安置机构;203、棉带拉取组件;204、定位夹手;205、拉取动力源;206、棉带导向组件;207、导向推杆;208、第一伸缩气缸;209、导向动力源;210、第一裁剪组件;211、第一裁剪刀;212、第一裁剪动力源;213、第二裁剪组件;214、胶标辊轮;216、标带取送组件;217、竖直滑轨;218、第一取送动力源;219、支撑座;220、取送上夹板;221、第一凸出部;222、第二凸出部;223、滑架;224、取送滑轨;225、第二取送动力源;226、腹部垫安置组件;227、安置手;228、上夹条;229、配合缺口;230、第六伸缩气缸;231、第一安置动力源;232、第二安置动力源;233、标带牵引组件;234、牵引滑轨;235、牵引滑座;236、牵引动力源;237、第三伸缩气缸;238、上夹头;239、下夹头;240、棉带定位组件;241、棉带定位座;243、导向板;244、输送槽;245、挡板;246、第一导向柱;247、第二导向柱;248、第二伸缩气缸;249、棉带辊轮;250、超声波焊接机构;251、焊接台;253、压紧块;254、对齐压块;255、U型块;256、U型缺口;257、第一通槽;258、压紧动力源;3、缝制设备;301、缝制机架;302、缝纫机;303、缝纫平台;304、夹持机构;305、横梁;306、夹持臂;307、缝纫上夹板;310、缝纫下夹板;314、第一平移动力源;315、移送机构;316、滑板;317、立板;318、第三平移动力源;319、第四平移动力源;320、水平抵压部;321、竖直插入部;322、拾料机构;323、按压杆;324、按压气缸;325、第二平移动力源;326、受压空间;327、收料门;328、限位板;329、滑柱。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
以下结合附图对本发明实施例做进一步详述:
本发明设计这种腹部垫加工系统,具体机构如图1-17所示,包括定长折边设备1、标带安置设备2以及缝制设备3,标带安置设备2以及缝制设备3分别位于定长直边设备的出料口两侧,定长折边设备1包括定长机架101,定长机架101上包括有工作平台、裁切机构103以及腹部垫面料卷102,裁切机构103位于工作平台上方,裁切机构103用于将腹部垫面料卷102的输出面料进行切断,标带安置设备2包括安置机架,安置机架上设有焊接台251、棉带辊轮249、胶标辊轮214、超声波焊接机构250以及标带安置机构202,棉带辊轮249上套设有棉带卷,胶标辊轮214上套设有胶标卷,棉带卷的输出棉带以及胶标卷的输出胶标同时经过超声波焊接机构250,超声波焊接机构250用于将输出棉带和输出胶标进行超声波焊接,缝制设备3包括缝制机架301,缝制机架301上设有缝纫机302,缝纫机302用于将标带上料后的腹部垫进行缝纫,以上为目前现有的腹部垫加工设备中必不可少的机构。
由于现有的定量裁切以及折边方式有两种,一种是传统的人工生产,将腹部垫面料对折叠加后通过尺寸板进行定量裁切,该种定量裁切容易出现叠加不整齐而导致裁切边缘歪斜,中层以及下层的腹部垫面料出现裁切大小不一致;另一种是自动化生产,将腹部垫面料通过输送辊输送至裁切刀下方,通过输送辊的转动圈数计算腹部垫面料输送的长度,或者通过裁刀前方的定位点来确定腹部垫面料的长度达到要求,且腹部垫面料的折边机构112较为复杂,需要通过多零件联动实现,该种定量裁切只适用与长度较短的裁切,且该种对折方式对折效率低,无法实现自动化快速生产,所以为了解决该问题,如图2所示,定长机架101上还包括对折机构以及折边机构112,对折机构包括折板110以及第一折叠动力源111(电机),折板110位于工作平台上表面,如图3-6所示,折边机构112包括折边上夹板113、折边下夹板116、压片118、第二折叠动力源120(气缸)、第三折叠动力源121(气缸)、第一旋转动力源122(电机)以及第二旋转动力源123(电机),折边上夹板113和折边下夹板116均位于工作平台的一侧下方(该侧为输出面料出料口一侧,即工作平台的尽头),且折边上夹板113位于折边下夹板116上方,压片118位于工作平台上方,折边上夹板113上与折边下夹板116上分别设有第一插槽114和第二插槽117,当的输送面料输送至折边上夹板113上方时,第二折叠动力源120驱动压片118在竖直方向上运动,以使压片118将输出面料一侧边压至第一插槽114内(此时的输出面料的一边不与第一插槽114对齐的,所以该边通过压片118插入第一插槽114后会形成折边),第三折叠动力源121驱动折边上夹板113在竖直方向上运动,以使折边上夹板113将夹住的输出面料一侧边向上提起至工作平台上方,第一旋转动力驱动折边上夹板113在竖直方向上转动,以使折边上夹板113将夹住的输出面料一侧边旋转至与工作平台平行,第一折叠动力源111驱动折板110在水平方向上运动,以使折板110将提起的输出面料推至一侧,折板110的运动方向与输出面料的输送方向相同(通过折边上夹板113与折板110的配合,先由折边上夹板113将输出面料的头端夹住提起,再由折板110在输出面料的输送方向上运动使得折板110将提起的输出面料向输送方向一侧推,这样能够将输出面料对折,与现有的定量裁切机构103相比,该方式能够根据需求任意选择需要的腹部垫长度,避免由于需求的腹部垫长度过长而工作平台不足以满足需求长度的问题),当裁切机构103将输出面料切断时,第二平移动力源325驱动压片118在竖直方向上运动,以使压片118将输出面料切断处的侧边压至第二插槽117内,第二旋转动力源123驱动折边下夹板116在竖直方向上转动,以使折边下夹板116将夹住的输出面料侧边转动至与工作平台平行,折边上夹板113的转动方向与折边下夹板116的转动方向相同且均朝向腹部垫面料卷102一侧转动;通过折边上夹板113、折边下夹板116以及压片118的配合,先由折边上夹板113将输出面料的头端夹住,通过第一夹槽使得输出面料的头端侧边能够折边,通过上夹板将输出面料上提后折板110定量对折裁切,在定量对折以及提起的过程中会停住,输出面料的中间会呈打开状态使得取送手从一侧将标带放入对折处,再由下夹板将输出面料夹住,通过第二夹槽使得输出面料的裁切端侧边能够折边,在将头端折边后对齐的叠加在裁切端折边处,与现有的折边机构112相比,该方式在定量的过程中将折边结合在一起,使得各机构组件之间的配合度更高,减小了设备的体积,提高了定量对折、裁切以及折边的工作效率,大大提高了腹部垫的生产效率。
由于目前的腹部垫面料在生产过程中均需要在某一折边处放置一条标带,该标带由贝片和面带叠加组合而成,标带的作用是预防手术过程中腹部垫遗漏在患者体内而导致二次伤害,现有的标带生产上料有两种方式,一种是人工手动生产,另一种是自动生产,其中的自动生产是通过输送带将棉带在水平方向上输送,然后在棉带上方添加一条贝片的输送线,将贝片一定量和棉带的一定量裁剪后通过超声波焊接,完成后直接通过机械手夹取焊接后的标带一边对齐放置在腹部垫面料上进行缝纫,最后在通过机械手将棉带的另一条边对折后缝纫,该种手段虽通过自动化代替手动,但是该种自动化生产容易出现标带生产效率慢,其标带上料过程中容易出现上料效率低,且标带放置在腹部垫上时就需要缝纫机302构的配合,缝纫需要缝纫两次,因此标带生产及上料比较费时;所以为了解决该问题,如图9-14所示,标带安置机构202上还包括有棉带拉取组件203、棉带导向组件206、第一裁剪组件210、第二裁剪组件213、标带取送组件216以及腹部垫安置组件226,输出棉带位于焊接台251一侧且竖直方向上输送,输出胶标一端位于焊接台251上且水平方向上输送(其中的输出棉带是从上至下输送的,输出胶标是从下至上输送然后水平方向上输送至焊接台251内,而输出棉带是通过一根导向推杆207推入焊接台251内的,相比较现有技术中两者均是直接水平方向直接进入焊接台251,无法实现焊接前先将棉带进行定量对折再焊接的目的),如图11所示,棉带拉取组件203包括定位夹手204以及拉取动力源205(气缸),定位夹手204位于输出棉带的初始端下方,标带安置机构202还包括棉带定位组件240,棉带定位组件240包括棉带定位座241、导向板243、挡板245、第一导向柱246以及第二导向柱247,棉带定位座241一侧面开设有输送槽244,导向板243倾斜设置在棉带定位座241上,导向板243的一侧面设置有多个并排的限位扣,多个限位扣与输送槽244为相反面,挡板245位于输送槽244一侧的棉带定位座241上,第一导向柱246位于挡板245下方且位于第一裁剪刀211上方,第一裁剪刀211是水平位于第一导向柱246和第二导向柱247之间的,第二导向柱247位于第一裁剪刀211的下方,第二导向柱247一侧还设有驱动第二导向柱247在水平面上移动的第二伸缩气缸248,输出棉带依次经过限位扣以及输送槽244,且输出棉带分别绕设在第一导向柱246与第二导向柱247上,拉取动力源205驱动定位夹手204在竖直方向上运动,以使输出棉带的初始端落入或脱离定位夹手204,定位夹手204用于夹紧或脱离输出棉带的初始端;其过程为:输出棉带从上方进入导向板243的多个限位扣后,再进入输送槽244内,由输送槽244的底端输出至第一导向柱246和第二导向柱247之间,其中经过第一裁剪刀211,拉取动力源205驱动定位夹手204向上运动夹住输出棉带的初始端后向下拉,此时输出棉带还在输送,再后续的棉带导向组件206的作用下对折,当达到一定要求后第一裁剪刀211剪断输出棉带,此时的输出棉带停止输送,剪断后上方的输出棉带头又为新的初始端,其中的限位扣、输送槽244、挡板245、第一导向柱246以及第二导向柱247的设置相比于现有的直接传输机构多一个导向限位的效果,且第一导向柱246能够在水平方向上移动,其目的是压紧或松开输出棉带,对后续的定量对折起到辅助作用。
如图11所示,棉带导向组件206包括导向推杆207、第一伸缩气缸208以及导向动力源209(气缸),导向推杆207位于焊接台251一侧,由于棉带在缝纫至腹部垫上时是需要对折的,且两自由端是缝纫端,因此为了提高标带的生产效率,在于胶标焊接前先将棉带定量对折,其手段是第一伸缩气缸208驱动导向推杆207在水平面上运动,以使导向推杆207推至定位夹手204拉取定位后的输出棉带一侧,导向动力源209驱动导向推杆207在水平面上运动,以使导向推杆207抵压在输出棉带一侧面上,且将输出棉带推向焊接台251,其效果能够根据要求对折不同长度,相比现有技术中传输带式传输定量裁切,本发明中的方式定量长度选择性更高。
如图10所示,第一裁剪组件210包括第一裁剪刀211以及第一裁剪动力源212,第一裁剪刀211位于焊接台251一侧的上方,且输出棉带位于第一裁剪刀211的刀口内,第一裁剪动力源212驱动第一裁剪刀211在水平面上运动,以使第一裁剪刀211剪断输出棉带;如图11所示,第二裁剪组件213包括第二裁剪刀以及第二裁剪动力源,第二裁剪刀位于导向推杆207推动方向上的焊接台251一侧,胶标叠加焊接后的对折输出棉带位于第二裁剪刀的刀口内,第二裁剪动力源驱动第二裁剪刀在竖直方向上运动,以使第二裁剪刀剪断胶标叠加焊接后的对折输出棉带。
如图14所示,标带取送组件216包括取送手、第一取送动力源218(气缸)以及第二取送动力源225(气缸),第一取送动力源218驱动取送手在水平面上运动,以使取送手对准焊接后的标带(取送滑轨224沿着导向推杆207的运动方向水平铺设在焊接台251一侧,滑架223滑动设置在取送滑轨224上,竖直滑架223设置在滑架223一端,即第一取送动力源218驱动滑架223在取送滑轨224上运动,即竖直滑轨217在水平方向上运动,即取送手在水平方向上运动),取送手用于夹取焊接后的标带,第二取送动力源225驱动取送手在竖直方向上运动,以使取送手将夹取后的标带移送至定长折边设备1的出料口一侧(即取送手在竖直滑轨217上运动),标带取送组件216还包括取送滑轨224、滑架223以及竖直滑轨217,取送滑轨224沿着导向推杆207的运动方向水平铺设在焊接台251一侧,滑架223滑动设置在取送滑轨224上,竖直滑轨217设置在滑架223一端,取送手包括支撑座219、取送上夹板220、取送下夹板、第四伸缩气缸以及第五伸缩气缸,支撑座219滑动设置在竖直滑轨217上,取送上夹板220、取送下夹板以及第五伸缩气缸均位于支撑座219上,第四伸缩气缸驱动支撑座219在水平方向上运动,以使取送上夹板220与取送下夹板之间夹住的标带移送至定长折边设备1的对折腹部垫一侧,第五伸缩气缸驱动取送上夹板220在竖直方向上运动,以使取送上夹板220下压或脱离取送下夹板,所述取送上夹板220与取送下夹板的同侧均设有第一凸出部221与第二凸出部222(第一凸出部221和第二凸出部222均为条状,其均朝向对折的标带一侧),取送上夹板220的第一凸出部221与取送下夹板的第一凸出部221配合夹持,取送上夹板220的第二凸出部222与取送下夹板的第二凸出部222配合夹持,其过程为:当标带对折焊接及裁切后,气缸驱动滑架223在取送滑轨224上运动,以使取送手上的第一凸出部221和第二凸出部222夹住标带的两条对齐的自由端,夹住之后,气缸驱动滑架223向一侧移动以使取送手移至工作平台一侧,气缸驱动取送手在竖直滑轨217上移动,相较于现有技术中的取送手,本发明中的取送手能够准确的夹取对折焊接后的标带两条对齐的自由端,且通过第一凸出部221和第二凸出部222的夹持后能够稳定的移送定长折边设备1的腹部垫对折处,避免在移送过程中对齐的两自由端脱离或者位置偏移。
如图14所示,所述腹部垫安置组件226包括安置手227、第一安置动力源231以及第二安置动力源232,所述第一安置动力源231驱动所述安置手227在竖直方向上运动,以使所述安置手227与定长折边设备1在同一平面上,所述第二安置动力源232驱动所述安置手227在水平面上运动,以使所述安置手227移动至定长折边设备1的出料口处,所述安置手227用于夹取定长折边设备1上标带上料后的腹部垫,安置手227包括上夹条228、下夹条以及第六伸缩气缸230,上夹条228与下夹条的同侧均设有配合缺口229,(本发明中的上夹条228与下夹条均为条状),第六伸缩气缸230驱动上夹条228在竖直方向上运动以使上夹条228作用在下夹条上,其过程为:当定长折边设备1的腹部垫标带上料完成且折边完成后,安置手227通过气缸驱动至定长折边设备1的出料口夹取该腹部垫,夹住之后恢复原来位置,缝制设备3的夹持机构304向前移动,一侧的夹持臂306可以伸入配合缺口229中夹住腹部垫。
由于目前的腹部垫在生产过程中需要先折边后上标带,最后进行缝纫,众所周知,一张完整合格的腹部垫均具有两层或多层,可以是一张腹部垫对折后进行加工缝纫,或多张腹部垫叠加后进行加工缝纫,而现有的缝纫方式分为两种,一种是传统的人工生产,人工将折边以及上标带后的腹部垫推入缝纫机302中进行踩踏缝纫机302式缝纫,该种缝纫方式容易出现缝纫不整齐,且缝纫效率低等问题,另一种式自动化生产,将折边以及上标带后的腹部垫通过转移手或者传输带输送至缝纫机302组下方,再通过一侧的拉取手将腹部垫拉取试下缝纫,缝纫完成后再通过传输带输送传输至收集箱内,该种缝纫方式在传输过程中腹部垫容易出现位置偏移而导致后续缝纫不整齐,且在缝纫完成后通过传输带直接传输不能整齐的将腹部垫进行叠放,导致后续人工捡拾成品过大,且造成生产效率低下,成品过高等问题;为了解决这个问题,如图15所示,缝制机架301上还包括有夹持机构304、移送机构315以及拾料机构322,移送机构315位于夹持机构304与拾料机构322之间(本发明中缝制机架301具有两组,一组是用于承载缝纫机302和夹持机构304的,另一组是用于承载移送机构315和拾料机构322的,且两组并排设置),如图16所示,夹持机构304包括横梁305以及两组夹持臂306,横梁305水平位于缝纫平台303上,两组夹持臂306相互水平设置在横梁305同一侧,且两组夹持臂306均与横梁305垂直,任一一组夹持臂306一侧还设有第一平移动力源314,第一平移动力源314驱动该组夹持臂306在水平面上运动,以使该组夹持臂306校准折边加工装置上腹部垫的对应折边,横梁305一侧设有第二平移动力源325,第二平移动力源325驱动横梁305在水平面上运动,以使两组夹持臂306靠近或远离折边加工装置上的标带上料且折边后的腹部垫,两组夹持臂306用于夹持折边加工装置上标带上料且折边后的腹部垫;其有益效果为:通过两组夹持臂306运动至安置手227一侧对折边且标带上料后的腹部垫夹取移送至缝纫平台303上进行缝纫,在夹持过程中两组夹持臂306始终精确稳定的夹在腹部垫的两条折边上,避免移送过程中两条折边脱落或偏移,从而对后续的缝纫造成影响,即两组夹持臂306的设置能够提高腹部垫转运效率,且提高腹部垫的合格率。
如图17所示,移送机构315包括滑板316、上压板130以及两块立板317,上压板130以及两块立板317均位于滑板316底部,两块立板317相互水平设置,且两块立板317之间均有受压空间326(该处的受压空间326即指两块立板317之间的间距),上压板130位于受压空间326的正上方,滑板316上设有第三平移动力源318(电机)和第四平移动力源319(气缸),第三平移动力源318驱动滑板316在水平方向上运动,以使上压板130位于夹持臂306与缝纫平台303之间的腹部垫上方,且受压空间326位于夹持臂306与缝纫平台303之间的腹部垫下方(本方案中移送机构315还包括一根位于收料门327上方水平铺设的传输带,滑板316连接在传输带上,传输带一端延伸至夹持机构304上方,电机转动带动传输带运动,即滑板316跟随传输带运动),第四平移动力源319驱动上压板130在竖直方向上运动,以使上压板130将夹持臂306与缝纫平台303之间的腹部垫压入受压空间326内;上压板130为倒L型,上压板130包括水平抵压部320和竖直插入部321,竖直插入部321的内侧面上设有与水平抵压部320平行的限位板328,限位板328与水平低压部之间设有滑柱329,滑柱329上套设有缓冲弹簧(缓冲弹簧起到缓冲作用,避免上压板130受到力过大打击在限位板328上);任一一块立板317上设有第六平移动力源(气缸),第六平移动力源驱动任一一块立板317在水平面上运动以使受压空间326增大。
如图15所示,拾料机构322包括多组按压杆323,缝纫机302一侧的底座上设有收料门327(本发明中的收料门327为两块门板相背离侧铰接在缝制机架301上,类似老式窗户),多组按压杆323两两相互对称设置在滑板316运动轨迹两侧,且多组按压杆323均位于收料门327上方(滑板316运动轨迹两侧相对的两根按压杆323的距离大于腹部垫的宽度,这样按压时按压杆323不是直接按压在腹部垫上),多组按压杆323上分别设有对应的按压气缸324,按压气缸324驱动按压杆323在竖直方向上运动,以使按压杆323按压打开收料门327且位于收料门327上方的腹部垫落下,其有益的效果为:通过移送机构315将缝纫完成后的腹部垫压入两块立板317之间的受压空间326内,通过两块立板317的夹持使得压入受压空间326内的腹部垫不脱离,通过移送机构315的移送至收料门327上,通过拾料机构322向下按压且松开立板317使得腹部垫脱离至收料门327上,按压使得收料门327打开,且位于收料门327上的腹部垫稳定整齐的落下叠放至收集箱内。
如图6所示,压片118一侧面上设有相背离的两组拨角机构124,两组拨角机构124均包括拨角片125以及拨角动力源128(气缸),压片118的两侧别分设对称设置有滑口119,拨角片125包括连接部126以及向下突出的拨角部127,连接部126与拨角动力源128连接,连接部126与拨角部127上分别对称设置有上限位槽和下限位槽,且上限位槽和下限位槽开口相反,滑口119上端的压片118嵌入在上限位槽内,滑口119下端的压片118嵌入在下限位槽内,拨角动力源128驱动连接部126在水平方向上运动,以使拨角部127将折边后的输出面料一角向输出面料中间拨入,该过程达到的目的是避免面料对折缝纫的过程中边角向外溢出而导致边角缝纫不到位,或者侧边缝纫不整齐,最终造成生产成品率的降低。
如图12所示,焊接台251一侧设有压紧对齐组件,压紧对齐组件包括U型块255、压紧动力源258、压紧块253以及对齐压块254,焊接台251的上表面设有缺槽,第二裁剪刀穿过U型块255的U型缺口256位于缺槽内,焊接台251的上表面由缺槽隔成第一平台和第二平台,超声波焊接机构250位于第一平台上方,第一平台和第二平台上分别设有第一通槽257和第二通槽,第一通槽257、缺槽以及第二通槽均相通,且构成一个输出棉带和输出胶标同时经过的输送通道,压紧块253的一端位于U型块255上,另一端位于第一通槽257上,对齐压块254的一端位于U型块255上,另一端位于第二通槽上,压紧动力源258驱动U型块255在竖直方向上运动,以使压紧块253按压或脱离第一通槽257内的输出胶标,且对齐压块254按压或脱离第二通槽内的输出棉带与输出胶标,其过程为:当导向推杆207将棉带向焊接台251一侧推动时,压紧块253位于第一通槽257上方,对齐压块254位于第二通槽上方,对折后的棉带依次经过第一通槽257、缺槽、第二裁剪刀以及第二通槽,在推动前,胶标的初始端被压紧块253按压在第一通槽257内,其目的是为了避免胶标在裁断后脱离,导向推杆207推动时,胶标输送一段距离至超声波焊接头下方,棉带对折推至超声波焊接头下方,胶标此时是位于对折的棉带下层的底部,超声波焊接头将胶标焊接在棉标上,焊接后继续推动以使达到定量,与此同时,胶标也在跟随输送至一定量,第二裁剪刀裁断胶标以及对折后的棉带。
如图13所示,标带安置机构202还包括标带牵引组件233,焊接台251一侧的底座上设有水平的牵引滑轨234,牵引滑轨234沿着导向推杆207的运动方向铺设,标带牵引组件233包括牵引滑座235、牵引夹头、第三伸缩气缸237以及牵引动力源236,牵引滑座235滑动设置在牵引滑轨234上,牵引夹头和第三伸缩气缸237均位于牵引滑座235上,牵引夹头包括上夹头238和下夹头239,上夹头238与下夹头239之间具有夹持间距,第三伸缩气缸237驱动牵引夹头在水平方向上运动,以使对折后的输出棉带底边落入夹持间距内,牵引动力源236驱动底座在水平面上运动,以使牵引夹头将输出棉带的对折处向一侧推动,其过程为:当导向推杆207推动一定距离后,此时棉标的对折处已经经过上夹头238与下夹头239,则气缸驱动牵引夹头以使下夹头239伸入对折中间,上夹头238位于对折的棉带上方,此时导向推杆207移出棉带再移动至初始位置准备下一次运动,气缸驱动牵引夹头向一侧移动,依靠夹持间距能够棉带继续拉推达到一定的长度,其目的是使得棉带达到指定的长度。
如图8所示,裁切机构103包括刀架104、上切刀106、下切刀107以及切断动力源108(气缸),下切刀107位于工作平台的一侧下方,切断动力源108驱动上切刀106在竖直方向上运动,以使上切刀106向下将输送面料压在下切刀107上切断,上切刀106的运动方向与输出面料的输送方向垂直且十字相交(上切刀106向下运动作用在下切刀107上时,输出面料切断,则上切刀106是切在输出面料的宽度上,输出面料输送时的方向为长度方向),刀架104上还设有压紧机构,如图7所示,压紧机构包括压架129、压板130、送料板131、第一按压动力源132(气缸)以及第二按压动力源133(气缸),压架129滑动连接在刀架104的两侧之间,送料板131位于刀架104上,且送料板131与工作平台在同一平面上,压板130位于送料板131上方的刀架104上,第一按压动力源132驱动压架129在水平方向上运动,以使送料板131将输送面料向折边机构112一侧推送,第二按压动力源133驱动压块在竖直方向上运动,以使压块按压在送料板131上的输送面料上,当上切刀106需要向下运动作用在下切刀107上时,则目的是为了切断输出面料,所以需要压板130压住切刀一侧的输出面料,以使裁切过程中不会出现褶皱。
如图8所示,下切刀107一侧设有升降板134,升降板134底部两侧分别设有升降动力源135(气缸),升降动力源135驱动升降板134在竖直方向上运动,以使升降板134将输出面料切断的侧边抬起,由于上切刀106向下运动作用在下切刀107上时,输出面料的以边被切断,则输出面料被切断的边会被上切刀106向下压入下切刀107一侧,即工作平台的下方,所以在下切刀107一侧设置一块平行的升降板134,当需要裁切时,升降板134向下运动,当裁切完成后,升降板134向上复位且将被裁切的腹部垫一边向上抬起至与工作平台平行,以便后续的输送折边。
工作原理:首先是定长折边,腹部垫面料卷102输出面料进入工作平台,输出面料的头边输送至折边上夹板113上方时,压片118向下将头边压入第一插槽114内,此时头边会形成折边,然后折边上夹板113将输出面料的头边夹住提起,再由折板110在输出面料的输送方向上运动使得折板110将提起的输出面料向输送方向一侧推,以使输出面料定量对折,当折板110推动一定距离时停止,标带安置设备2中的取放手会将标带移送放入对折处,然后折板110复位,压板130向下压住输出面料,升降板134向下移动,上切刀106向下作用在下切刀107上切断输出面料,上切刀106复位,升降板134向上移动将切断的边向上抬起,切断前侧的腹部垫面料尾边位于折边下夹板116上方,压片118向下将头边压入第二插槽117内,此时尾边会形成折边,当头边与尾边均折边后,折边上夹板113会转动一定角度将头边与工作平台平行,然后将头边与尾边放开对齐叠放后移送至出料口,然后标带安置设备2中的安置手227会向定长折边设备1的出料口移动,将腹部垫夹取后复位,再由缝制设备3中的夹持机构304去取;
与此同时,标带安置设备2的标带制作过程,输出棉带从上方进入导向板243的多个限位扣后,再进入输送槽244内,由输送槽244的底端输出至第一导向柱246和第二导向柱247之间,其中经过第一裁剪刀211,拉取动力源205驱动定位夹手204向上运动夹住输出棉带的初始端后向下拉,此时输出棉带还在输送,再后续的棉带导向组件206的作用下对折,当达到一定要求后第一裁剪刀211剪断输出棉带,此时的输出棉带停止输送,剪断后上方的输出棉带头又为新的初始端,其中的限位扣、输送槽244、挡板245、第一导向柱246以及第二导向柱247的设置相比于现有的直接传输机构多一个导向限位的效果,且第一导向柱246能够在水平方向上移动,其目的是压紧或松开输出棉带,对后续的定量对折起到辅助作用,当导向推杆207将棉带向焊接台251一侧推动时,压紧块253位于第一通槽257上方,对齐压块254位于第二通槽上方,对折后的棉带依次经过第一通槽257、缺槽、第二裁剪刀以及第二通槽,在推动前,胶标的初始端被压紧块253按压在第一通槽257内,其目的是为了避免胶标在裁断后脱离,导向推杆207推动时,胶标输送一段距离至超声波焊接头下方,棉带对折推至超声波焊接头下方,胶标此时是位于对折的棉带下层的底部,超声波焊接头将胶标焊接在棉标上,焊接后继续推动以使达到定量,与此同时,胶标也在跟随输送至一定量,第二裁剪刀裁断胶标以及对折后的棉带,当导向推杆207推动一定距离后,此时棉标的对折处已经经过上夹头238与下夹头239,则气缸驱动牵引夹头以使下夹头239伸入对折中间,上夹头238位于对折的棉带上方,此时导向推杆207移出棉带再移动至初始位置准备下一次运动,气缸驱动牵引夹头向一侧移动,依靠夹持间距能够棉带继续拉推达到一定的长度,其目的是使得棉带达到指定的长度,当标带对折焊接及裁切后,气缸驱动滑架223在取送滑轨224上运动,以使取送手上的第一凸出部221和第二凸出部222夹住标带的两条对齐的自由端,夹住之后,气缸驱动滑架223向一侧移动以使取送手移至工作平台一侧,气缸驱动取送手在竖直滑轨217上移动,通过移动使得取送手将夹住的标带移送至定长折边设备1处进行标带的上料,相较于现有技术中的取送手,本发明中的取送手能够准确的夹取对折焊接后的标带两条对齐的自由端,且通过第一凸出部221和第二凸出部222的夹持后能够稳定的移送至对折的腹部垫上,避免在移送过程中对齐的两自由端脱离或者位置偏移,安置手227会向定长折边设备1的出料口移动,将腹部垫夹取后复位;
缝纫过程:首先,横梁305受到动力源驱动以使远离移送机构315一侧的夹持臂306对准安置手227上的腹部垫折边,该条折边为标带放置的边,然后调整靠近移动机构一侧的夹持臂306对准折安置手227上的腹部垫另一条折边,该条边为腹部垫的头端折叠与尾端折叠后再折叠在一起后,通过定长折边设备1夹住,通过动力源驱动该侧的夹持臂306在横梁305上运动,调整两组夹持臂306的间距,随后通过动力源驱动横梁305前后移动,以使两组夹持臂306移动至折边加工装置的腹部垫处,缝纫下夹板310的上表面位于腹部垫底面,缝纫上夹板307底面位于腹部垫的上表面,气缸驱动缝纫上夹板307向下移动将腹部垫的折边按压至缝纫下夹板310上,然后横梁305回移至原来位置,两组夹持臂306将腹部垫夹至缝纫平台303上,缝纫机302先对腹部垫的中心线进行缝纫,当中心线缝纫好之后,缝纫机302向一侧移动或者夹持臂306向缝纫平台303一侧移动以使缝纫针对准折边处进行缝纫,当两条折边均缝纫完成后,移送机构315在气缸的驱动下向夹持机构304一侧运动,此时的上压板130是高于夹持臂306的,两块立板317是低于夹持臂306的,因此上压板130以及两块立板317均移动至缝纫平台303与夹持臂306之间,上压板130向下移动,限位板328先抵压在外侧的立板317上表面,气缸继续向下驱动上压板130,上压板130的水平抵压部320作用在限位板328上,竖直插入部321将腹部垫压入受压空间326内,此时气缸驱动一块立板317向另一块立板317移动以使夹紧压入的腹部垫,然后上压板130上移复位,气缸驱动滑板316向收料门327上方移动,两块立板317拉取腹部垫至收料门327上方,两块立板317放开,腹部垫水平掉落在收料门327上,此时,按压杆323向下按压使得收料门327打开,腹部垫随着收料门327打开向中间滑落至缝制机架301内的收集箱中,实现整齐的叠放。
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种腹部垫加工系统
- 腹部垫加工系统