一种防撕层及具有该防撕层的封口垫片
文献发布时间:2023-06-19 11:37:30
技术领域
本发明属于包装材料技术领域,具体涉及一种防撕层及具有该防撕层的封口垫片。
背景技术
中国专利文献号CN201310695528.0公开了一种耐热性、开封性及密封性优秀的容器封装体,包括:上部层,包括环形的热粘合封装用条、环形的开封引导切割条、拉环及开封切割线,上述环形的热粘合封装用条与上述容器的入口面部分紧贴并实现热粘合,上述环形的开封引导切割条沿着容器入口的内周面位于上述热粘合封装用条的内侧,上述拉环借助延伸上述开封引导切割条而形成,上述开封切割线形成于上述热粘合封装用条与上述开封引导切割条之间,当拉拽上述拉环时,使下部层沿着上述开封引导切割条并沿着容器入口的内周面开封,以及下部层,具有耐热性,并与上述上部层的上述热粘合封装用条和上述开封引导切割条实现热粘合;上述上部层包括:表面层,由聚酯薄膜或聚丙烯薄膜构成;中间基材层,层叠在表面层的下部,由具有弹性的聚烯烃类的发泡材质构成;聚酯薄膜层,层叠在上述中间基材层的下部;以及热粘合性第一聚丙烯薄膜层,层叠在上述聚酯薄膜层的下部,上述下部层包括:第二聚丙烯薄膜层,具有热粘合性,并与相同材质的上述上部层的下端部的热粘合性第一聚丙烯薄膜层热粘合;铝箔,层叠在上述第二聚丙烯薄膜层的下部;以及热封粘合层,层叠在上述铝箔的下部,在拉拽上述拉环时,上述开封切割线的内侧与外侧的下部层沿着上述开封切割线相互分离,使得上述容器入口开放,在上述容器入口开放后,上述热粘合封装用条和上述开封切割线的外侧的下部层保留在上述容器的入口面。
问题在于,其封装体的上部层(相当于第一复合体)为四层结构,分别为表面层、中间基材层、聚酯薄膜层和第一聚丙烯薄膜层,表面层一般采用适合进行彩色图案印刷的聚酯薄膜层或具有类似功能的薄膜层,中间基材层、聚酯薄膜层和第一聚丙烯薄膜层为三层结构,三层结构生产过程复杂,需要逐层排布,加工时间较长,存在一定的局限性,并且,由于其上部层下端部使用了第一聚丙烯薄膜层,故其下部层的上端部亦会使用相同材质的第二聚丙烯薄膜层与第一聚丙烯薄膜层进行热粘合,亦增加下部层的加工时间,实际生产过程中,第一聚丙烯薄膜层和第二聚丙烯薄膜层进行热粘合前还需要在两者之间涂布粘接剂以辅助和提高粘结效果。因此,有必要设计一种能够代替前述的中间基材层、聚酯薄膜层和热粘合性第一聚丙烯薄膜层三层结构的薄层材料以及具有该薄层材料的封口垫片。
发明内容
本发明的目的在于克服上述现有技术存在的不足,而提供一种防撕层及具有该防撕层的封口垫片,其第一复合体仅具有防撕层和表面层两层结构,结构简单。
为达到上述目的,本发明实施例提供的技术方案是:
一种防撕层,包括聚乙烯发泡基体及设置在聚乙烯发泡基体上的混合共挤体,聚乙烯发泡基体和混合共挤体共同构成单一整体的防撕层;
所述聚乙烯发泡基体包括以下重量份的原料:
低密度聚乙烯,50-5155份;
所述混合共挤体包括以下重量份的原料:
高分子聚乙烯,10-150份;
尼龙,5-80份;
增韧剂,2-180份。
所述增韧剂包括第一增韧剂和第二增韧剂;
所述混合共挤体包括以下重量份的原料:
高分子聚乙烯,10-150份;
尼龙,5-80份;
第一增韧剂,1-100份;
第二增韧剂,1-80份;
所述第一增韧剂和第二增韧剂为乙烯-乙酸乙烯共聚物、乙烯-辛烯共聚物、乙烯丙烯酸乙酯共聚物、乙烯-丙烯酸甲酯共聚物、苯乙烯-丁二烯嵌段共聚物、氢化苯乙烯-丁二烯嵌段共聚物中的其中两种。
所述聚乙烯发泡基体还包括以下重量份的原料:
色母,5-215份。
所述聚乙烯发泡基体的厚度范围为0.6-4mm。
所述混合共挤体的厚度范围为0.018-0.46mm。
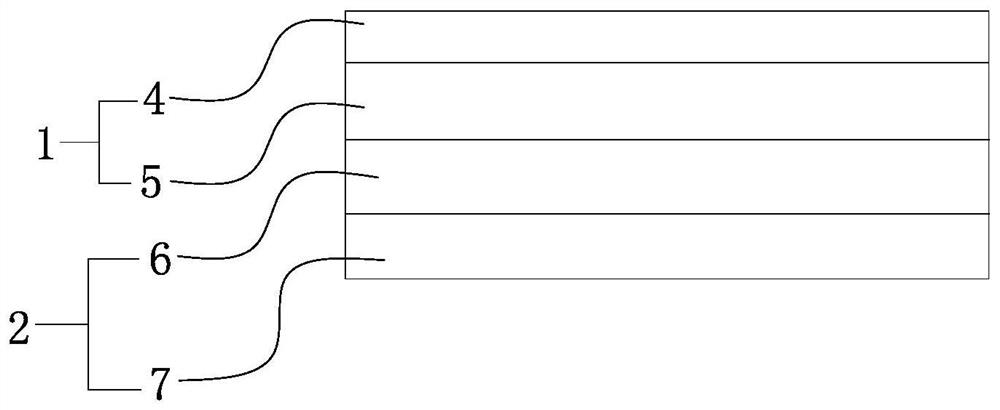
一种封口垫片,包括第一复合体和第二复合体;
所述第一复合体包括表面层及前述的防撕层,防撕层的聚乙烯发泡基体复合连接在表面层的下部;
所述第二复合体包括连接在防撕层混合共挤体下部的铝箔层及设置在铝箔层下部的封口层。
所述表面层和防撕层通过第一粘接剂连接。
所述铝箔层和封口层通过第二粘接剂连接。
所述防撕层和铝箔层通过第三粘接剂连接。
所述铝箔层通过电磁感应加热与防撕层粘结。
本发明的有益效果如下:
所述防撕层能够代替中间基材层、聚酯薄膜层和热粘合性第一聚丙烯薄膜层的三层结构。
本发明封口垫片的第一复合体仅具有表面层和防撕层的两层结构,结构简单,缩短加工时间,有利于降低生产成本。
附图说明
图1为本发明一实施例封口垫片的结构示意图。
图2为本发明一实施例封口垫片的结构示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
参见图1-2,本防撕层,包括聚乙烯发泡基体及设置在聚乙烯发泡基体上的混合共挤体,聚乙烯发泡基体和混合共挤体共同构成单一整体的防撕层;
所述聚乙烯发泡基体和混合共挤体通过共挤机加工而成并构成单一整体的防撕层,聚乙烯发泡基体和混合共挤体之间紧密连接,防撕层能够代替中间基材层、聚酯薄膜层和热粘合性第一聚丙烯薄膜层的三层结构。
所述聚乙烯发泡基体包括以下重量份的原料:
低密度聚乙烯,50-5155份;
所述低密度聚乙烯发泡后的聚乙烯发泡基体的相对密度根据发泡倍率的不同而不同, 发泡聚乙烯属于缓冲性材质,拉伸强度低,起到增加弹性和缓冲作用,本防撕层中,低密度聚乙烯发泡后的密度为0.512 g/cm^3。
所述混合共挤体包括以下重量份的原料:
高分子聚乙烯,10-150份;
尼龙,5-80份;
增韧剂,2-180份。
所述高分子聚乙烯(或称高分子PE、高密度PE),相对密度0.92~0.96g/cm^3,高分子聚乙烯属于耐腐蚀热熔性材质,拉伸强度高。
所述高分子聚乙烯和尼龙的使用主要提高混合共挤体的强度。
进一步地,所述增韧剂包括第一增韧剂和第二增韧剂;
所述混合共挤体包括以下重量份的原料:
高分子聚乙烯,10-150份;
尼龙,5-80份;
第一增韧剂,1-100份;
第二增韧剂,1-80份;
所述第一增韧剂和第二增韧剂为乙烯-乙酸乙烯共聚物、乙烯-辛烯共聚物、乙烯丙烯酸乙酯共聚物、乙烯-丙烯酸甲酯共聚物、苯乙烯-丁二烯嵌段共聚物、氢化苯乙烯-丁二烯嵌段共聚物中的其中两种。
优选地,所述第一增韧剂为乙烯-乙酸乙烯共聚物,第二增韧剂为乙烯-辛烯共聚物。
进一步地,所述聚乙烯发泡基体还包括以下重量份的原料:
色母,5-215份。
进一步地,所述聚乙烯发泡基体的厚度范围为0.6-4mm。
进一步地,所述混合共挤体的厚度范围为0.018-0.46mm。
本封口垫片,包括第一复合体1和第二复合体2;
所述第一复合体1包括表面层4及前述的防撕层5,防撕层5的聚乙烯发泡基体复合连接在表面层4的下部;
在本封口垫片中,所述表面层4为聚酯薄膜层(或称PET薄膜层),PET属于中等阻隔性材质,拉伸强度高,此层适合进行彩色图案印刷,当然表面层4亦可采用其他材质制造而成,表面层4采用聚酯薄膜层时,表面层4的厚度范围为0.005-0.08mm,在本封口垫片中,表面层4的厚度为0.012mm。
所述第二复合体2包括连接在防撕层5混合共挤体下部的铝箔层6及设置在铝箔层6下部的封口层7。
所述封口层7为聚乙烯薄膜层、聚丙烯薄膜层、热封聚酯薄膜层中的其中一种,封口层7的厚度范围为0.012-0.07mm;
在本封口垫片中,所述封口层7采用聚乙烯薄膜层(或称PE薄膜层),封口层7的厚度为0.04mm。
所述铝箔层6为金属银色无透明体,耐热性能660℃,铝箔层6能够用于导热封口,铝箔层6的厚度范围为0.015-0.03mm,在本封口垫片中,铝箔层6的厚度为0.02mm。
所述封口层7通过电磁感应加热密封设置在容器口部上。
所述表面层4和防撕层5通过第一粘接剂连接。
所述铝箔层6和封口层7通过第二粘接剂连接。
所述防撕层5和铝箔层6通过第三粘接剂连接。
所述第一粘接剂、第二粘接剂、第三粘接剂可采用双组份高强度、耐腐蚀的聚氨酯干式复合胶粘剂,用于主要增加两层之间的连接强度。
所述铝箔层6通过电磁感应加热与防撕层5粘结。
所述高分子聚乙烯的熔体粘度大,含有高分子聚乙烯的防撕层5同样具有该特性,混合共挤体与铝箔层6相接,在容器进行电磁感应加热封口的过程中,容器口部设置有盖体,封口垫片位于盖体内顶面和容器口部之间,封口垫片的封口层7与容器口部相对,铝箔层6在电磁感应加热的情况下瞬间达到300-500°C的高温,让混合共挤体内的高分子聚乙烯和第三粘接剂受热并处于熔体状态,混合共挤体内的高分子聚乙烯熔体和第三粘接剂熔体紧密粘结在铝箔层6上。
所述第一复合体1包括外环部10及用于开启封口垫片的拉环部3;
口部具有封口垫片的容器需要打开时,用户抓取拉环部3并向上拉拽,同时带动铝箔层6和封口层7沿容器口部的内周开封,拉环部3的设置方便封口垫片的开启。
所述拉环部3包括设置在外环部10内侧的切割条11及连接在切割条11内侧的头部12;
所述第一复合体1包括设置在外环部10内侧和切割条11外围之间的切割线部18及连接头部12和切割线部18的引导切割线部19;
所述切割线部18和引导切割线部19是第一复合体1加工时,对相应部分进行预切割,但仍保持切割条11不脱离第一复合体1,此种设置方式方便拉环部3与外环部10的分离。
具体地,用户打开封口垫片,需要抓取头部12并向上拉拽使与头部12相接的切割条11逐渐掀起,切割条11逐渐掀起的同时带动铝箔层6和封口层7沿容器口部的内周开封。
所述第一复合体1包括设置在切割条11内侧和头部12之间的镂空部17。
所述镂空部17的设置方便头部12的抓取。
所述拉环部3、切割线部18、引导切割线部19和镂空部17在第一复合体1上的表面层4和防撕层5上切割加工而成。
本发明的第一复合体1仅具有表面层和防撕层的两层结构,结构简单,有利于降低生产成本。
所述防撕层具有自润性强、高韧性、高强度的特性,满足封口垫片的要求。
所述封口垫片通过电磁感应加热的方式设置在容器口部上,铝箔层6在电磁感应加热的情况下瞬间达到300-500°C的高温,封口层7受热并与容器口部密封连接。
需要注意的是,经过预切割并与切割线部18和引导切割线部19相对的防撕层5部分的纵向撕裂强度和横向撕裂强度必然小于未经切割的防撕层5部分的纵向撕裂强度和横向撕裂强度,此种切割线部18和引导切割线部19的设置用于引导拉环部3的撕裂轨迹。
所述防撕层5通过第三粘接剂以及电磁感应加热的方式粘结在铝箔层6上后,防撕层5和铝箔层6之间的粘结力度远大于撕裂铝箔层6的力度以及撕裂单一防撕层5的力度;
以厚度为0.02mm的铝箔层6为例,需要使用8N以上的力实现铝箔层6的撕裂,封口层7跟随铝箔层6撕裂,故防撕层5的纵向撕裂强度和横向撕裂强度大于8N/mm即能够满足封口垫片的技术要求。
以下,选取具体的聚乙烯发泡基体、混合共挤体构成的防撕层进行实验检测:
实施例1
所述聚乙烯发泡基体包括以下重量份的原料:
低密度聚乙烯,485份;
色母,48份;
所述混合共挤体包括以下重量份的原料:
高分子聚乙烯,30份;
尼龙,17份;
乙烯-乙酸乙烯共聚物,25份;
乙烯-辛烯共聚物,4份。
所述聚乙烯发泡基体的厚度范围为0.9mm。
所述混合共挤体的厚度范围为0.075mm。
所述防撕层5的纵向撕裂强度为19.64N/mm,横向撕裂强度16.17N/mm,抗拉强度为7.74MPa,延伸率为61.7%,密度为0.548g/cm^3。
实施例2
所述聚乙烯发泡基体包括以下重量份的原料:
低密度聚乙烯,485份;
色母,48份;
所述混合共挤体包括以下重量份的原料:
高分子聚乙烯,30份;
尼龙,5份;
乙烯-乙酸乙烯共聚物,40份;
乙烯-辛烯共聚物,20份。
所述聚乙烯发泡基体的厚度范围为0.9mm。
所述混合共挤体的厚度范围为0.099mm。
所述防撕层5的纵向撕裂强度为17.51N/mm,横向撕裂强度15.13N/mm,抗拉强度为6.82MPa,延伸率为65.5%,密度为0.554g/cm^3。
实施例3
所述聚乙烯发泡基体包括以下重量份的原料:
低密度聚乙烯,800份;
色母,80份;
所述混合共挤体包括以下重量份的原料:
高分子聚乙烯,100份;
尼龙,30份;
乙烯-乙酸乙烯共聚物,60份;
乙烯-辛烯共聚物,20份。
所述聚乙烯发泡基体的厚度范围为1.5mm。
所述混合共挤体的厚度范围为0.211mm。
所述防撕层5的纵向撕裂强度为21.72N/mm,横向撕裂强度17.81N/mm,抗拉强度为8.85MPa,延伸率为72.1%,密度为0.567g/cm^3。
实施例4
所述聚乙烯发泡基体包括以下重量份的原料:
低密度聚乙烯,1450份;
色母,145份;
所述混合共挤体包括以下重量份的原料:
高分子聚乙烯,120份;
尼龙,25份;
乙烯-乙酸乙烯共聚物,50份;
乙烯-辛烯共聚物,10份。
所述聚乙烯发泡基体的厚度范围为2.69mm。
所述混合共挤体的厚度范围为0.205mm。
所述防撕层5的纵向撕裂强度为20.21N/mm,横向撕裂强度16.71N/mm,抗拉强度为8.11MPa,延伸率为69.5%,密度为0.543g/cm^3。
上述为本发明的优选方案,显示和描述了本发明的基本原理、主要特征和本发明的优点。本领域的技术人员应该了解本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等同物界定。
- 一种防撕层及具有该防撕层的封口垫片
- 撕一张换一层的不透汗多层结构鞋垫片