一种环保高分子多孔材料成型机
文献发布时间:2023-06-19 11:37:30
技术领域
本发明具体涉及一种环保高分子多孔材料成型机。
背景技术
高分子多孔新材料俗称为储油一体棉、过滤棉芯,其为由多根细微的有孔无胶纤维丝组合而成型的载体。高分子多孔新材料主要用于空气净化自然缓慢释放和一些需要有引水、过滤功能的产品,适用于日用类(空气清新香氛器)、电子类(USB微型加湿器、电子烟雾化器、微型电脑扫地机)、医用(实验室移液管、制氧机、湿化瓶)等行业。
高分子多孔新材料用途广泛,目前市场上都是采用胶黏剂粘合,生产老土,并且不环保,没有对热融成型生产设备进行相关的深入研究,也就是市场上还没有环保高分子多孔材料成型设备。
发明内容
针对现有技术的不足,本发明提供一种环保高分子多孔材料成型机。
为实现上述目的,本发明的技术方案为:
一种环保高分子多孔材料成型机,包括热成型机箱,所述热成型机箱的一侧上开设有若干高分子多孔材料入口,所述热成型机箱上与开设有高分子多孔材料入口的一侧面相对的一侧面上对应位置开设有高分子多孔材料成型口,所述热成型机箱中部为热融通道,所述热融通道包覆高分子多孔材料入口至高分子多孔材料成型口之间的空间,所述热成型机箱内上侧设有第一送风机和第一发热件,所述第一送风机的底部设有第一入风口,所述第一发热件设置在第一入风口的下方,所述第一送风机的两侧设有第一引风口,所述第一引风口连通有第一热流通道,所述第一热流通道的末端连通有第二热流通道,所述第二热流通道的末端为第一出风口,所述第一出风口连通至热融通道,所述热成型机箱内下侧设有第二送风机和第二发热件,所述第二送风机的顶部设有第二入风口,所述第二发热件设置在第二入风口的上方,所述第二送风机的两侧设有第二引风口,所述第二引风口连接有第三热流通道,所述第三热流通道的末端连通有第四热流通道,所述第四热流通道的末端为第二出风口,所述第二出风口连通至热融通道。
进一步地,所述热成型机箱的顶部和底部均设有进气口。
进一步地,所述热成型机箱的顶部和底部均设有排废口。
进一步地,所述热成型机箱包括箱体和上翻盖,所述上翻盖与箱体铰接。
进一步地,所述上翻盖的两侧设有转轴,所述转轴上设有与转轴同轴转动的第一连杆,所述箱体的对应侧面上设有第二连杆以及液压缸,所述液压缸的输出端与第一连杆铰接,所述液压缸的固定端与第二连杆铰接。
进一步地,所述上翻盖设有转轴的侧面以及箱体设有液压缸的侧面上均设置有护罩。
进一步地,所述第二热流通道设置在热成型机箱内侧顶部,其包括设置在热成型机箱内侧面的顶部的第一夹层通道,所述第一夹层通道的一端连通至第一热流通道,另一端连通至热融通道。
进一步地,所述第四热流通道设置在热成型机箱内侧底部,其包括设置在热成型机箱内侧面的底部的第二夹层通道,所述第二夹层通道的一端连通至第三热流通道,另一端连通至热融通道。
进一步地,所述热成型机箱并排设置有多个,相邻的热成型机箱之间,前一热成型机箱的高分子多孔材料成型口与后一热成型机箱的高分子多孔材料入口相对。
进一步地,所述热成型机箱底部设有底座,所述热成型机箱与底座滑动连接。
本发明与现有技术相比,具有如下优点:
本发明通过热成型机箱将纤维丝组逐渐熔融并相互黏合结合,其内部采用电热丝以及风机结构相互作用,使得箱体内部充满热空气,同时通过上下两端同时进行加热,令其纤维丝能够充分地、均匀地受热,并且采用本申请的装置结构,与现有技术相比,能够降低能源的消耗且提高能源的利用率。
附图说明
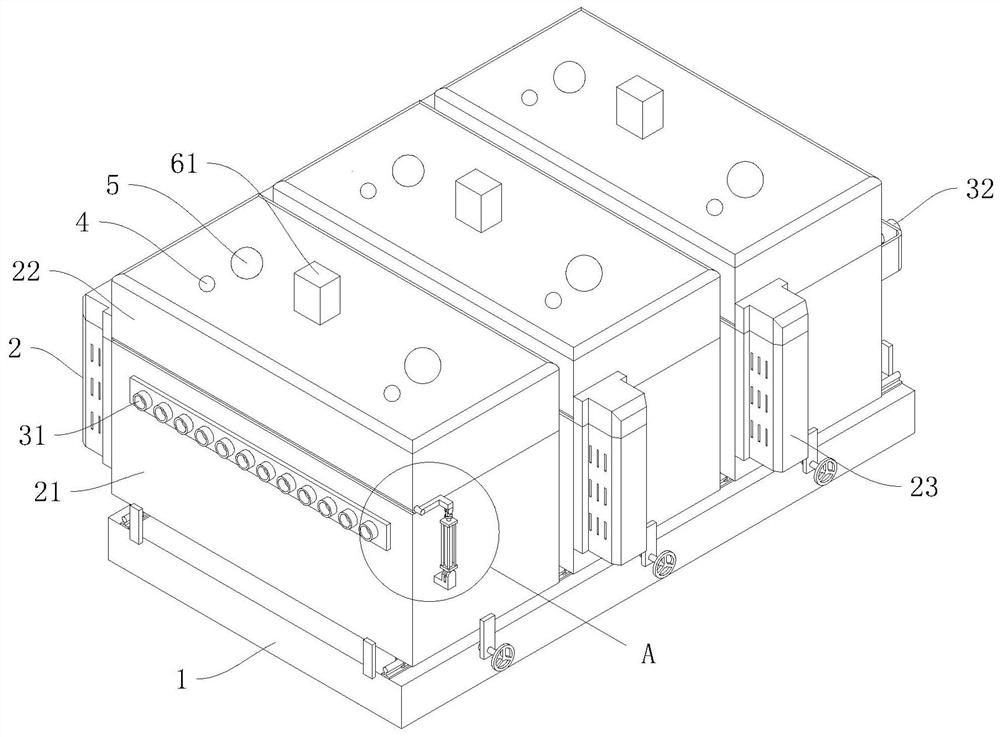
图1为环保高分子多孔材料成型机的整体结构示意图;
图2为图1中A部分放大结构示意图;
图3为环保高分子多孔材料成型机的侧视结构示意图;
图4为环保高分子多孔材料成型机的内部结构示意图(图中虚线为用于区分区域用,并非实际结构线);
附图标记说明:1、底座;2、热成型机箱;21、箱体;211、第二连杆;22、上翻盖;221、转轴;222、第一连杆;223、液压缸;23、护罩;31、高分子多孔材料入口;32、高分子多孔材料成型口;33、连接管;4、进气口;5、排废口;51、废气管;61、第一送风机;611、第一入风口;612、第一引风口;62、第二送风机;621、第二入风口;622、第二引风口;71、第一热流通道;72、第二热流通道;73、第三热流通道;74、第四热流通道;8、热融通道;91、第一发热件;92、第二发热件。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例
如图1至图4所示,一种环保高分子多孔材料成型机,包括热成型机箱2,热成型机箱2的一侧上开设有若干高分子多孔材料入口31,热成型机箱2上与开设有高分子多孔材料入口31的一侧面相对的一侧面上对应位置开设有高分子多孔材料成型口32,热成型机箱2中部为热融通道8,热融通道8包覆高分子多孔材料入口31至高分子多孔材料成型口32之间的空间,热成型机箱2内上侧设有第一送风机61和第一发热件91,第一送风机61的底部设有第一入风口611,第一发热件91设置在第一入风口611的下方,第一送风机61的两侧设有第一引风口612,第一引风口612连通有第一热流通道71,第一热流通道71的末端连通有第二热流通道72,第二热流通道72的末端为第一出风口,第一出风口连通至热融通道8,热成型机箱2内下侧设有第二送风机62和第二发热件92,第二送风机62的顶部设有第二入风口621,第二发热件92设置在第二入风口621的上方,第二送风机62的两侧设有第二引风口622,第二引风口622连接有第三热流通道73,第三热流通道73的末端连通有第四热流通道74,第四热流通道74的末端为第二出风口,第二出风口连通至热融通道8。
如图4所示,具体地,热成型机箱2为方形,其内部具体分为上部加热结构以及下部加热结构,通过上部加热结构与下部加热结构共同作用,使得热成型机箱2内部的热风循环流动,对纤维丝进行均匀充分的加热,保证纤维丝的产品质量。上部加热结构具体包括第一送风机61和第一发热件91,第一送风机61设置在热成型机箱2内侧顶部中间位置处,而第一送风机61的第一入风口611在第一送风机61底部,第一发热件91设置在第一入风口611的下方,从而利用第一送风机61将热成型机箱2内部的空气从第一入风口611出吸入,经过第一发热件91升温;第一送风机61的侧面为第一热流通道71,第一热流通道71连接第二热流通道72,第二热流通道72连通至热融通道8,从而将热空气绕经第一热流通道71和第二热流通道72后吹至高分子多孔材料的上部进行加热工序。下部加热结构与上部加热结构相似,区别之处主要在于第二送风机62设置在热成型机箱2内侧底部中间位置处,而第二送风机62的第二入风口621则在第二送风机62的顶部,第二发热件92设置在第二入风口621的上方,经过下部加热结构对空气的加热以及运送,将热空气绕经第三热流通道73和第四热力通道后吹至高分子多孔材料的下部进行加热工序。第一发热件91和第二发热件92具体可以采用电热丝,通过上部加热结构和下部加热结构的加热,使得热成型机箱2内部的热空气形成上部循环和下部循环,从而均匀地加热高分子多孔材料的上下部,从而保证高分子多孔材料的加工质量。
如图1和图3所示,在某一实施例中热成型机箱2包括箱体21和上翻盖22,上翻盖22与箱体21铰接。
具体地,箱体21部分高度占比大约为2/3,上翻盖22部分高度占比大约为1/3,从而使得上翻盖22在翻动的时候,能够更容易操作,同时,高分子多孔材料入口31以及高分子多孔材料成型口32设置在热成型机箱2的中部,因而这样设置,高分子多孔材料入口31以及高分子多孔材料成型口32均会设置在箱体21上,在打开热成型机箱2的时候,也不会影响到箱体21上的高分子多孔材料入口31和高分子多孔材料成型口32,保障高分子多孔材料成型的质量。
如图1和图2所示,在某一实施例中,上翻盖22的两侧设有转轴221,转轴221上设有与转轴221同轴转动的第一连杆222,箱体21的对应侧面上设有第二连杆211以及液压缸223,液压缸223的输出端与第一连杆222铰接,液压缸223的固定端与第二连杆211铰接,上翻盖22设有转轴221的侧面以及箱体21设有液压缸223的侧面上均设置有护罩23。
具体地,上翻盖22与箱体21之间的铰接,通过设置在上翻盖22的转轴221进行,转轴221上固定连接有第一连杆222,第一连杆222的端部下方与液压缸223的输出端铰接,箱体21上固定连接有第二连杆211,第二连杆211与液压缸223的固定端端部铰接,从而在需要打开上翻盖22的时候,启动液压缸223带动第一连杆222,进而带动上翻盖22翻转,实现打开热成型机箱2的功能。热成型机箱2的打开,能够有利于内部零部件的修理与维护,有效提高机器的使用寿命。
如图1所示,在某一实施例中,热成型机箱2的顶部和底部均设有进气口4以及排废口5。
具体地,进气口4在热成型机箱2的顶部和底部分别设置有两个,也就是在热成型机箱2的顶部设置两个,在热成型机箱2的底部设置两个,一共四个,而排废口5的设置与进气口4相似,亦是在热成型机箱2的顶部和底部分别设置有两个,一共四个,进气口4的作用在于为热成型机箱2内部提供空气,而排废口5的作用在于将高分子多孔材料在加热过程中,融化产生的废气排出。在排废口5的位置处,还设有排废管,以设置在热成型机箱2顶部的排废管为例,两个排废管对称设置在热成型机箱2的顶部,且两个排废管的端部相向完全并最终汇合,形成一个排废管对热成型机箱2内的废气进行排出。
如图4所示,在某一实施例中,第二热流通道72设置在热成型机箱2内侧顶部,其包括设置在热成型机箱2内侧面的顶部的第一夹层通道,第一夹层通道的一端连通至第一热流通道71,另一端连通至热融通道8;第四热流通道74设置在热成型机箱2内侧底部,其包括设置在热成型机箱2内侧面的底部的第二夹层通道,第二夹层通道的一端连通至第三热流通道73,另一端连通至热融通道8。
具体地,第一热流通道71具体仅为第一送风机61两侧的空间,其空间连通至第二热流通道72,第二热流通道72具体为设置在热成型机箱2内侧面的顶部的第一夹层通道,通过第一夹层通道引流热空气从第一热流通道71的端部流向热融通道8,为高分子多孔材料加热,第三热流通道73的设置与第一热流通道71相似,第四热流通道74的设置则与第二热流通道72相似,在热成型机箱2内侧面的底部设置有第二夹层通道,从而通过第二夹层通道引流热空气从第三热流通道73的端部流向热融通道8,俄日高分子多孔材料加热。
如图1所示,在某一实施例中,热成型机箱2并排设置有多个,相邻的热成型机箱2之间,前一热成型机箱2的高分子多孔材料成型口32与后一热成型机箱2的高分子多孔材料入口31相对。
具体地,热成型机箱2在本实施例中并排设置有三个,相邻的热成型机箱2之间的高分子多孔材料成型口32与高分子多孔材料入口31之间通过连接管33相连,通过这样设置,从而可通过多个热成型机箱2逐层对高分子多孔材料的外部进行加热,而相邻的两个热成型机箱22之间的空余位置能够对热处理后的纤维丝组外部作适当的冷却,加强成型质量与结构,有效提升产品的质量。
在某一实施例中,热成型机箱2底部设有底座1,热成型机箱2与底座1滑动连接。
具体地,热成型机箱2与底座1滑动连接,使得相邻的热成型机箱2之间的间隔距离可调,由于在工序中高分子多孔材料的进料速度是一定的,因而通过调节相邻的热成型机箱2之间的间隔距离,则可以实现冷却程度不同的调整,从而提高成品质量。
具体在使用的时候,只需将高分子多孔材料从一端的热成型机箱2的高分子多孔材料入口31伸入,并从另一端的热成型机箱2的高分子多孔材料成型口32伸出,利用后方的机器对其缓慢地拉动,在拉动的时候,高分子多孔材料会一共经过三个热成型机箱2,并依次在其内部进行热处理,每经过一个热成型机箱2后,高分子多孔材料就会向中部熔融内缩,当经过全部热成型机箱2后,高分子多孔材料便会形成所需的粗度,完成制作。在热处理时生成的废气,将会顺着热成型机箱2的废气管51排出。
上述实施例只是为了说明本发明的技术构思及特点,其目的是在于让本领域内的普通技术人员能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡是根据本发明内容的实质所做出的等效的变化或修饰,都应涵盖在本发明的保护范围内。
- 一种环保高分子多孔材料成型机
- 环保型多孔高分子材料及其制备方法