一种气调膜焊切一体组件及生产设备
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及气调膜加工设备技术领域,尤其涉及一种气调膜焊切一体组件及生产设备。
背景技术
气调膜是冰箱的一个重要部件,安装在冰箱内部与外部通风口处,有过滤空气、阻挡异物等功能。气调膜成品包括PVA膜复合无纺布和PE膜复合无纺布,PVA膜复合无纺布和PE膜复合无纺布四周通过超声波焊接。
现有技术中,生产气调膜需要人工一件件在超声波焊接设备上焊接,然后手工切割成片,该加工方式效率底下,合格率低。由于气调膜需求量大,人工生产力不满足。
发明内容
为解决背景技术中提及的现有气调膜加工方式效率低下、合格率低的技术问题,本发明提供了一种气调膜焊切一体组件及生产设备,以提升气调膜的生产效率和合格率,满足实际生产需要。
为实现上述目的,本发明的一种气调膜焊切一体组件及生产设备的具体技术方案如下:
一种气调膜焊切一体组件,包括相对设置地焊切一体滚轴和模板,模板中部设有容纳焊接头的容腔,气调膜从焊切一体滚轴和焊接头之间穿过,焊切一体滚轴上分别设有焊条,焊条外周设有切刀,驱动焊切一体滚轴转动,从而使焊接和切割同时完成。
进一步的,焊切一体滚轴转动的固定在固定座上,固定座顶面连接有升降机构。
进一步的,升降机构包括气缸,气缸固定在支撑板上,支撑板固定在支撑平台上,气缸的驱动轴与固定座固定连接。
进一步的,气缸的驱动轴与导向件固定连接,导向件包括与气缸连接的升降板,升降板底面设有至少两根导向杆,导向杆贯穿支撑板与固定座固定连接。
进一步的,还包括驱动焊切一体滚轴转动的旋转驱动机构,旋转驱动机构与焊切一体滚轴的转轴连接。
进一步的,旋转驱动机构包括与焊切一体滚轴连接的第一万向节,第一万向节通过连接杆与第二万向节连接,第二万向节连接有链轴,链轴上设有从动链轮,从动链轮通过链条连接有主动链轮,主动链轮固定在电机的驱动轴上。
进一步的,焊切一体滚轴下游设有拉料组件。
进一步的,拉料组件包括上下设置的第一拉料滚轮和第二拉料滚轮,两个拉料滚轮的端部分别转动的固定在端板上,拉料滚轮的端部与动力件连接。
进一步的,第一拉料滚轮的两端转动的固定在调节板上,调节板可升降的设置在端板上,端板上旋紧调节螺母,调节螺母与调节板转动连接。
进一步的,拉料组件连接有传动件,传动件与旋转驱动机构连接。
进一步的,传动件包括与旋转驱动机构的电机连接的主动轮组,主动轮组连接有连杆,连杆的另一端连接有从动轮组,从动轮组与固定在拉料滚轮上的齿轮啮合。
一种气调膜生产设备,包括上述的气调膜焊切一体组件,气调膜焊切一体组件上游设有上料组件,气调膜焊切一体组件下游设有下料组件。
本发明的一种气调膜焊切一体组件及生产设备具有以下优点:
本发明所述的气调膜焊切一体组件,通过在焊切一体滚轴上设有嵌套设置的焊条和切刀,驱动焊切一体滚轴转动,使焊接和切割同时完成,大大简化了生产流程,提高生产效率和产品合格率,降低人员工作量,提高产品品质。
附图说明
图1为本发明气调膜的生产设备的结构示意图;
图2为本发明气调膜焊切一体组件的结构示意图;
图3为本发明气调膜焊切一体组件内部的结构示意图;
图4为本发明气调膜焊切一体组件的后视图;
图5为本发明气调膜焊切一体组件的右视图;
图6为本发明焊切一体滚轴第一实施例的结构示意图;
图7为本发明焊切一体滚轴第二实施例的结构示意图。
图中标号说明:1、焊切一体组件;11、焊切一体滚轴;111、切刀;112、焊条;113、固定座;12、模板;13、升降机构;131、气缸;132、升降板;133、导向杆;14、转动驱动机构;141、第一万向节;142、连接杆;143、第二万向节;144、链轴;145、从动链轮;146、主动链轮;147、电机;148、主动轮组;149、连杆;1410、从动轮组;15、支撑板;151、安装板;2、上料组件;21、支撑架;22、支撑轴;3、拉料组件;31、第一拉料滚轮;32、第二拉料滚轮;4、下料组件。
具体实施方式
为了更好地了解本发明的目的、结构及功能,下面结合附图,对本发明的一种气调膜焊切一体组件及生产设备做进一步详细的描述。
如图1-图3所示,本发明的气调膜焊切一体组件,包括相对设置地焊切一体滚轴11和模板12,模板12中部设有容纳焊接头的容腔,气调膜从焊切一体滚轴11和焊接头之间穿过,焊切一体滚轴11上分别设有焊条112,焊条112外周设有切刀111,驱动焊切一体滚轴11转动,从而使焊接和切割同时完成,大大简化了生产流程,提高生产效率和产品合格率,降低人员工作量,提高产品品质。
根据气调膜的品种和需求,如图6所示,气调膜还包括PE膜复合无纺布气调膜,PE膜为透明膜,尺寸为60mm*200mm,生产PE膜复合无纺布气调膜的焊切一体滚轴11设有两个长条框状的焊条112和切刀111,可同时生产两片PE膜复合无纺布气调膜;如图7所示,气调膜包括PVA膜复合无纺布气调膜,PVA膜为蓝膜,尺寸为180mm*250mm,生产PVA膜的焊切一体滚轴11设有一个长条框状的焊条112和切刀111。
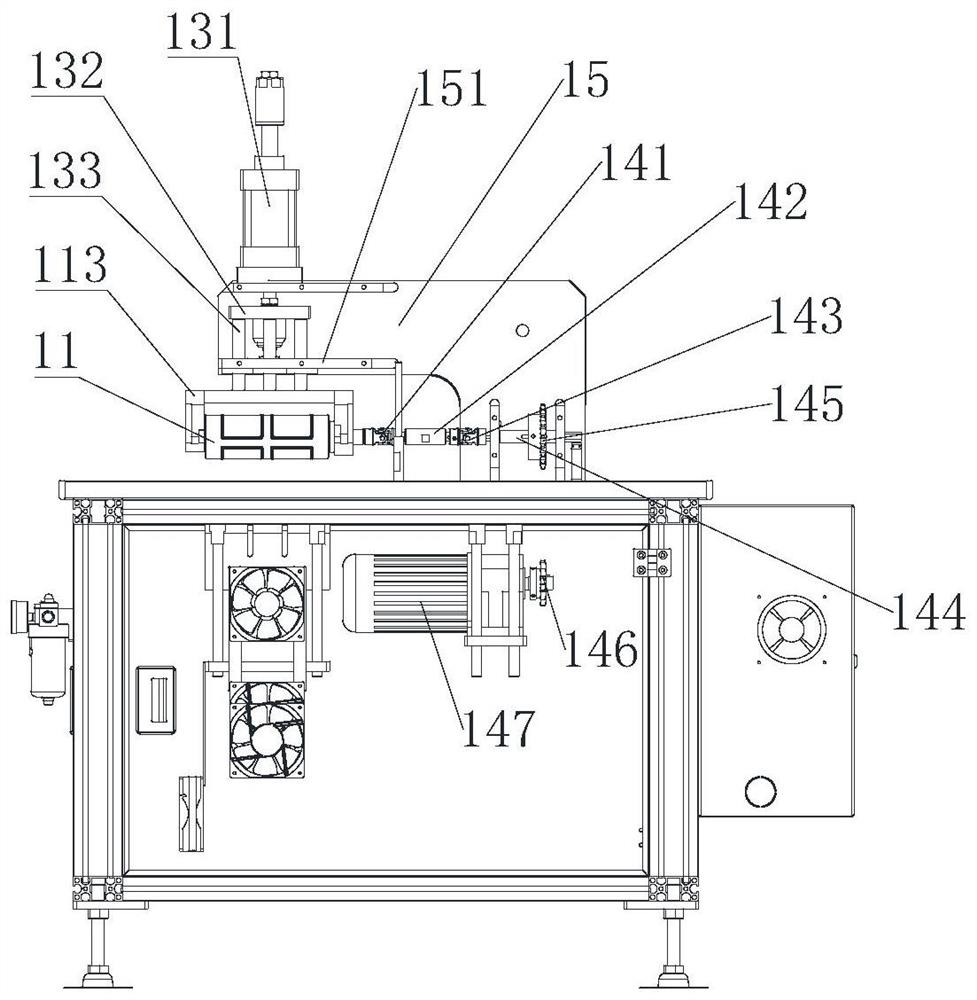
为了方便更换物料,如图4所示,焊切一体滚轴11转动的固定在固定座113上,固定座113顶面连接有升降机构13,升降机构13能够控制焊切一体滚轴11的高度,以调节焊切一体滚轴11按压在气调膜上的压力。
在一个实施例中,升降机构13包括气缸131,气缸131固定在支撑板15上,支撑板15固定在支撑平台上,气缸131的驱动轴与固定座113固定连接。
支撑平台上设有容纳模板12的开孔,支撑平台下方设有超声波焊接组件,模板12中部设有开口,超声波焊接组件的焊接头伸入到模板12的开口内。
为了控制固定座113在升降过程中更平稳,气缸131的驱动轴与导向件固定连接,导向件包括与气缸131连接的升降板132,升降板132底面设有至少两根导向杆133,导向杆133底端贯穿支撑板15底部的安装板151与固定座113固定连接。
为了控制焊切一体滚轴11转动,还包括驱动焊切一体滚轴11转动的旋转驱动机构,旋转驱动机构与焊切一体滚轴11的转轴连接。
为了确保焊切一体滚轴11在位置降低后,仍可自由转动,焊切一体滚轴11的转轴穿过固定座113的侧壁,并伸出到固定座113外部,旋转驱动机构包括与焊切一体滚轴11的转轴连接的第一万向节141,第一万向节141的另一端连接有连接杆142,连接杆142的端部连接第二万向节143,第二万向节143的另一端与链轴144连接,驱动链轴144转动,从而使焊切一体滚轴11在下压后仍可自由转动,完成气调膜的生产。
链轴144上设有从动链轮145,从动链轮145通过链条连接有主动链轮146,主动链轮146固定在电机147的驱动轴上。
为了保证气调膜在生产过程中具有一定的传输动力,如图1所示,焊切一体滚轴11下游设有拉料组件3,拉料组件3为整体机构提供动力。
拉料组件3包括上下设置的第一拉料滚轮31和第二拉料滚轮32,两个拉料滚轮的端部分别转动的固定在端板上,拉料滚轮的端部与动力件连接。
如图2所示,第一拉料滚轮31的两端转动的固定在调节板上,端板上设有容纳调节板的容腔,容腔顶部旋紧调节螺母,调节螺母的端部与调节板的顶面转动连接,从而调节两个拉料滚轮的间距,以对不同厚度的气调膜夹紧。
为了保证气调膜的拉料组件3与焊切一体组件1的节奏一致,拉料组件3连接有传动件,传动件与旋转驱动机构连接,从而使两者的速度一致,提升系统的稳定性。
如图5所示,传动件包括与旋转驱动机构的电机147连接的主动轮组148,主动轮组148连接有连杆149,连杆149的另一端连接有从动轮组1410,拉料滚轮的转轴端部设有与从动轮组1410啮合的齿轮,从而一个电机147驱动拉料组件3和焊切一体滚轴11。
本发明还提供了一种气调膜生产设备,包括上述的气调膜焊切一体组件1,气调膜焊切一体组件1上游设有上料组件2,气调膜焊切一体组件1下游设有下料组件4。
上料组件2包括支撑架21,支撑架21上设有多个支撑轴22,缠有气调膜的料盘固定在支撑轴22上,支撑架21上还设有导向杆133。
如图1所示,下料组件4包括架体,架体上设有多个收料位,收料位上固定有收料电机,收料电机的驱动轴上设有转轴。
该气调膜焊切一体组件,通过在焊切一体滚轴11上设有嵌套设置的焊条112和切刀111,驱动焊切一体滚轴11转动,使焊接和切割同时完成,大大简化了生产流程,提高生产效率和产品合格率,降低人员工作量,提高产品品质。
可以理解,本发明是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处所公开的具体实施例的限制,所有落入本申请的权利要求范围内的实施例都属于本发明所保护的范围内。
- 一种气调膜焊切一体组件及生产设备
- 一种光伏组件串焊排版一体生产设备