一种医用支架的制备方法及医用支架
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及合金属材料领域,具体涉及一种医用支架的制备方法及医用支架。
背景技术
目前,国内外市场上已出现了多种类型的人体植入医用金属支架,广泛应用于血管与非血管人体管腔中。按不同金属种类,主要分为316L不锈钢支架,钛镍(TiNi)记忆合金支架、金属钽支架等。
医用金属支架主要通过丝材编织和激光雕刻合金薄壁管材制造,但丝材编织的支架因支撑力较低,容易产生移位的现象。而激光雕刻管材制造的支架既没有焊点结构,又与病变管腔之间为面接触,对病变管腔内壁的作用面积大、作用力较强,不易产生移位现象。同时,这类激光雕刻管材制造的支架结构由于强度高、壁厚较薄,更利于术后腔道畅通,被认为是未来医用支架制造的主流方法。
现有技术中,激光雕刻管材制造的支架需要薄壁合金管材作为基材进行雕刻,因此对薄壁合金管材的质量要求极高。目前国际上只有Minitubes公司、Euroflex公司、Furukawa公司、Integer公司等少数公司能够生产满足要求的高品质医用合金薄壁管材,这一困境造成激光切割制造医用合金支架的造价高昂,阻碍了其广泛应用。
发明内容
本发明针对现有技术的不足,提出了一种医用支架的制备方法,及使用该方法制作的医用支架。该方法突破了现有技术中只能在薄壁管材上激光雕刻制造支架的困境,所制造的支架具有更好的性能。
本发明的技术方案如下:
一种医用支架制备方法,其步骤包括:S1、选取医用实心金属棒材作为基材;S2、在所述基材表面刻划出目标支架需要的支撑与连接体结构的花纹;S3、对刻划花纹后的基材做表面处理,去除刻划形成的表面凸起;S4、将基材做取芯处理,形成薄壁管;S5、做定形处理;
其中,S4的顺序不限定。
进一步,所述S4置于所述S1和S2之间,流程顺序为:S1、S4、S2、S3、S5;或,所述S4置于步骤S2和S3之间,流程顺序为:S1、S2、S4、S3、S5。
进一步,在S5前设置S6,对所述薄壁管进行减材,去除余料部分,只留下预先设计好的支架本体。
进一步,所述S4置于所述S6和S5之间,流程顺序为:S1、S2、S3、S6、S4、S5。
进一步,所述S4的取芯处理为沿所述基材轴心打一贯穿孔,穿切割丝,用电火花线切割机取出芯棒。
进一步,所述S2的刻划方法包括激光雕刻、化学刻蚀、铣刻、磨刻。
进一步,所述S5的定型处理包括扩径和/或热定型。
一种医用支架制备方法,其步骤包括:S1、选取医用厚壁金属管材作为基材;S2、在所述基材表面刻划出目标支架需要的支撑与连接体结构的花纹;S3、对刻划花纹后的基材做表面处理,去除刻划形成的表面凸起;S4、将基材做取芯处理,形成薄壁管;S5、做定形处理;其中,S4的顺序不限定。
进一步,所述S4置于所述S1和S2之间,流程顺序为:S1、S4、S2、S3、S5;或,所述S4置于步骤S2和S3之间,流程顺序为:S1、S2、S4、S3、S5。
进一步,在S5前设置S6,即对所述薄壁管进行减材,去除余料部分,只留下预先设计好的支架本体。
进一步,所述S4置于所述S6和S5之间,流程顺序为:S1、S2、S3、S6、S4、S5。
进一步,所述S4的取芯处理为用电火花线切割机取出芯管。
进一步,所述S2的刻划方法包括激光雕刻、化学刻蚀、铣刻、磨刻。
进一步,所述S5的定型处理包括扩径和/或热定型。
一种医用支架制备方法,其步骤包括:S1、选取医用实心金属棒材或厚壁金属管材作为基材;S2、在所述基材表面刻划出目标支架需要的支撑与连接体结构的花纹;S3、对刻划花纹后的基材做表面处理,去除刻划形成的表面凸起;S4、将基材做取芯处理,形成薄壁管;S5、做定形处理;
S1’、对所述S4取出的芯进行表面处理,形成二次加工的新基材;S2’、在所述新基材表面刻划出新目标支架需要的支撑与连接体结构的花纹;S3’、对刻划花纹后的新基材做表面处理;S4’、将新基材做取芯处理,形成新薄壁管;S5’、做定形处理;其中,S4对S2~S3的顺序不限定;S4’对S2’~S3’的顺序不限定。
进一步,所述S4的取芯处理为沿所述基材轴心打一贯穿孔,穿切割丝,用电火花线切割机取出芯棒。
进一步,所述S4’的取芯处理为用电火花线切割机取出芯管。
进一步,所述S5和S5’的定型处理包括扩径和/或热定型。
一种使用如上述方法制作的医用支架。
本发明的技术效果如下:
本发明的一种医用支架制备方法,通过在镍钛合金实心金属棒材或厚壁金属管材表面深度刻划支架花纹,之后再通过钻孔取芯的方式,从实心金属棒材中取出雕花的外表层。由于刻划深度大于取芯的外表层厚度,因此支架花纹与花纹包裹的部分分离,即可得镂空的支架本体。本发明的方法直接以实心金属棒材做原料,不需要采用薄壁管进行刻划,因此极大地降低了原料要求,节约了生产成本。
钻孔取芯后的芯棒余料还可利用本发明另一种以厚壁管为原料制取支架的方法,进行二次加工。对芯棒进行表面处理,之后刻划花纹、取芯得到镂空的支架本体。如果支架本体的外径达不到预定要求,可通过扩径方法对支架本体做定型处理。这样可使余料再次进入加工过程,实现物尽其用,进一步节约生产成本。
由于支架通过刻划方式一体成型,因此各部分之间没有编织连接点或焊点,避免在使用中因支撑力较弱发生位移或松脱的现象,保证了支架结构的可靠性。通过刻划方式制造的支架既没有焊点结构,又与病变管腔之间为面接触,对病变管腔内壁的作用面积大、作用力较强,不易产生移位现象。
附图说明
图1为本发明实施例1或实施例2中抛光处理后的钛镍记忆合金棒材示意图
图2为本发明实施例1中在棒材上激光雕刻支架结构的示意图
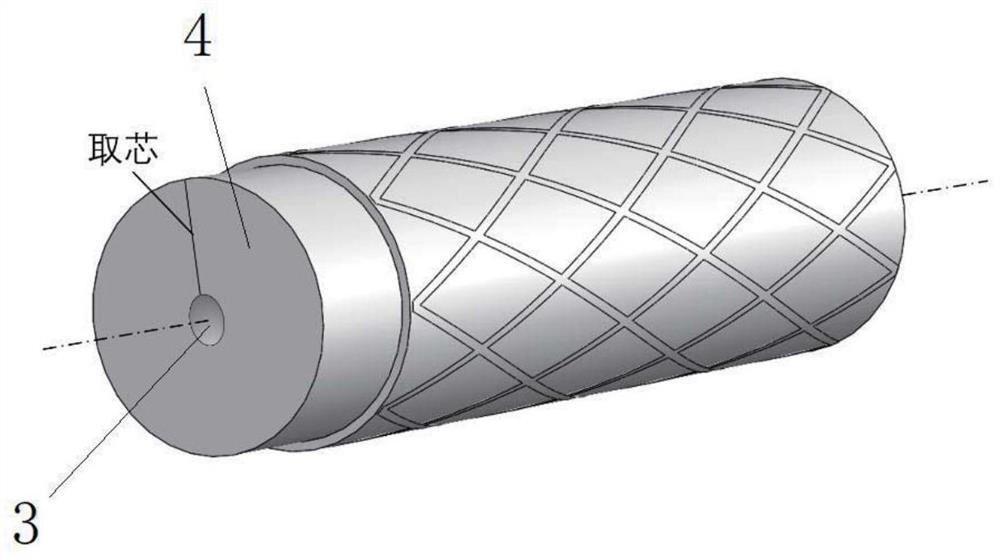
图3为本发明实施例1或实施例2中沿棒材轴心打通孔后,线切割取芯示意图
图4为本发明实施例1或实施例2中支架本体定形处理示意图
图5为本发明实施例2中在棒材上化学蚀刻支架结构的示意图
图6为本发明实施例3中抛光处理后的厚壁管材示意图
图7为本发明实施例3中在厚壁管材上激光雕刻支架结构的示意图
图8为本发明实施例3中与厚壁管材同轴心线切割切出内壁余料的示意图
图9为本发明实施例3中支架本体定形处理示意图
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。
需注意的是,这里所使用的术语,仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
本发明的医用支架制备方法,其步骤包括:
S1、选取医用金属棒材或厚壁管材作为基材;
S2、在基材表面刻划出目标支架需要的支撑与连接体结构的花纹;
S3、对刻划花纹后的基材做表面处理,去除刻划形成的表面凸起;
S4、将表面处理后的基材做取芯处理,形成带有镂空结构的薄壁管;
S5、对薄壁管进行减材,去除余料部分,只留下预先设计好的支架本体;
S6、对支架本体做定形处理。
步骤S1中,医用金属包括TiNi形状记忆合金、钴铬合金、不锈钢、金属钽等,其中优选为TiNi形状记忆合金;棒材或厚壁管材外径尺寸范围为0.2~50.0mm,优选尺寸范围5~30mm。
在对基材进行刻划处理之前,可先对棒材或管材做矫直处理与表面抛光处理,表面处理方法包括机械抛光、电解抛光、化学抛光或它们的组合,但不限于这些方法;
虽然要求对原始棒材进行矫直处理,但是,如果所得棒材或管材已经很直,可以不用再做矫直处理;
同样,虽然要求进行表面抛光处理,但是,如果初始棒材已有较高的表面质量,例如表面粗糙度Ra(μm)≤0.2,也可以不进行表面抛光处理。
步骤S2中,刻划方法包括但不限于激光雕刻、化学刻蚀、铣刻、磨刻等方法,其中,优选激光雕刻。且步骤S2中若采用蚀刻或铣刻等方法已经去除支架余料部分,步骤5可不做。
步骤S3中,表面处理方法包括但不限于喷砂后电解抛光、机械抛光、化学抛光等,其中,优选喷砂后电解抛光。
步骤S4中,取芯的优选方法是沿棒材轴线打通孔后,再用线切割切出棒芯,但不限于此方法。
上述S1~S6的标号并不代表先后顺序,本领域技术人员能够对上述顺序进行变换而并不离开本发明的保护范围。例如,按照步骤S4的介入时间不同,上述方法还可衍生出以下流程:
步骤S4可置于步骤S1和S2之间,流程顺序为:S1、S4、S2、S3、S5、S6;
步骤S4可置于步骤S2和S3之间,流程顺序为:S1、S2、S4、S3、S5、S6;
步骤S4可置于步骤S5和S6之间,流程顺序为:S1、S2、S3、S5、S4、S6。
实施例1:
1、如图1所示,将外径6mm的钛镍记忆合金棒材1在500℃下做矫直处理;
2、将矫直后的棒材1做机械抛光处理,表面粗糙度达到Ra(μm)0.02;
3、如图2所示,利用激光在抛光好的棒材1上雕刻支架需要的支撑与连接体结构的花纹2,雕刻深度约为0.8mm;
4、将雕刻好的棒材1做喷砂与电解抛光处理,表面粗糙度达到Ra(μm)0.02;
5、如图3所示,利用电火花沿棒材轴心打一个贯穿孔3,穿切割丝,用电火花线切割机做取芯处理,取出的棒芯4外径为5.5mm;
6、去除雕刻支架的余料部分,获得厚度约为0.5mm,外径6mm的镂空支架本体5;
7、如图4所示,对支架本体5做扩径与定形热处理,获得目标支架的尺寸与构型。
实施例2:
1、如图1所示,将外径6mm的钛镍记忆合金棒材1在500℃下做矫直处理;
2、将矫直后的棒材1做机械抛光处理,表面粗糙度达到Ra(μm)0.02;
3、如图5所示,利用化学刻蚀在抛光好的棒材1上雕刻支架需要的支撑与连接体结构的花纹2,雕刻深度约为0.8mm;
4、将激光雕刻好的棒材1做喷砂与电解抛光处理,表面粗糙度达到Ra(μm)0.02;
5、如图3所示,利用电火花沿棒材轴心打一个贯穿孔3,穿切割丝,用电火花线切割机做取芯处理,取出的棒芯4外径为5.5mm;
6、去除雕刻支架不需要的部分,获得厚度约为0.5mm,外径6mm的镂空支架本体5;
7、如图4所示,将支架本体5做扩径与定形热处理,获得目标支架的尺寸与构型。
实施例3:
1、如图6所示,将外径6mm内径4mm的钛镍记忆合金厚壁管材6在500℃下做矫直处理;
2、将矫直后的厚壁管材6做机械抛光处理,表面粗糙度达到Ra(μm)0.02;
3、如图7所示,利用激光在抛光好的厚壁管材6上雕刻支架需要的支撑与连接体结构的花纹7,雕刻深度约为0.8mm;
4、将激光雕刻好的厚壁管材6做喷砂与电解抛光处理,表面粗糙度达到Ra(μm)0.02;
5、如图8所示,利用电火花线切割机做取芯处理,取出的芯管8外径为5.5mm;
6、去除雕刻支架的余料部分,获得厚度约为0.5mm,外径6mm的镂空支架本体9;
7、如图9所示,将支架本体9做扩径与定形热处理,获得目标支架的尺寸与构型。
应当指出,以上所述具体实施方式可以使本领域的技术人员更全面地理解本发明创造,但不以任何方式限制本发明创造。因此,尽管本说明书参照附图和实施例对本发明创造已进行了详细的说明,但是,本领域技术人员应当理解,仍然可以对本发明创造进行修改或者等同替换,总之,一切不脱离本发明创造的精神和范围的技术方案及其改进,其均应涵盖在本发明创造专利的保护范围当中。
- 一种医用支架的制备方法及医用支架
- 取向连通多孔生物医用支架的制备方法及其制备的支架和该支架在制备医疗产品中的用途