一种用于超硬材料的激光抛光系统及其加工方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及激光抛光系统技术领域,尤其涉及一种用于超硬材料的激光抛光系统及其加工方法。
背景技术
超硬材料如金刚石/钻石、碳化硅等的抛光有很大的市场需求,常规的抛光方式一般为研磨式抛光,配合硬度更强的材料微粉单粒研磨抛光生产;需要经过粗研磨、精研磨、粗抛光、精抛光等多种工序,这些工序所涉及的设备较多也较为复杂,抛光耗时长。
因此,有必要设计一种新的系统,实现快速有效的对超硬材料进行抛光处理,具有抛光速度快,设备损耗低。
发明内容
本发明要解决的技术问题是提供一种用于超硬材料的激光抛光系统及其加工方法。
为解决上述技术问题,本发明的目的是通过以下技术方案实现的:提供一种用于超硬材料的激光抛光系统,包括激光器以及光束处理组件,所述激光器与所述光束处理组件连接,所述光束处理组件输出的激光光束与待抛光样品表面呈一倾斜角,所述倾斜角的角度为0°至90°。
其进一步技术方案为:所述激光器发出的激光光束的波长355nm至1064nm。
其进一步技术方案为:所述激光器发出的激光光束的脉宽小于10ps。
其进一步技术方案为:所述激光器发出的激光光束的脉冲能量大于1uJ。
其进一步技术方案为:还包括移动平台,所述移动平台位于所述光束处理组件的下方。
其进一步技术方案为:所述光束处理组件包括扩束镜。
其进一步技术方案为:所述光束处理组件还包括反射镜以及透镜,所述反射镜与所述扩束镜连接,所述透镜与所述反射镜连接。
其进一步技术方案为:所述光束处理组件还包括顺次连接的振镜以及场镜,所述振镜与所述扩束镜连接。
另外,本发明要解决的技术问题是还在于提供一种用于超硬材料的激光抛光系统的加工方法,其特征在于,包括:
激光器发射出激光光束,通过光束处理组件处理后,以与待抛光样品表面呈一倾斜角的方向射在待抛光样品表面,对待抛光样品表面进行抛光。
本发明与现有技术相比的有益效果是:本发明通过设置激光器以及光束处理组件,光束处理组件输出的激光光束与待抛光样品表面呈一倾斜角,通过设置该倾斜角的数值以及激光器的参数,采用常规设备实现对材料的激光抛光方式,实现快速有效的对超硬材料进行抛光处理,具有抛光速度快,设备损耗低。
下面结合附图和具体实施例对本发明作进一步描述。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
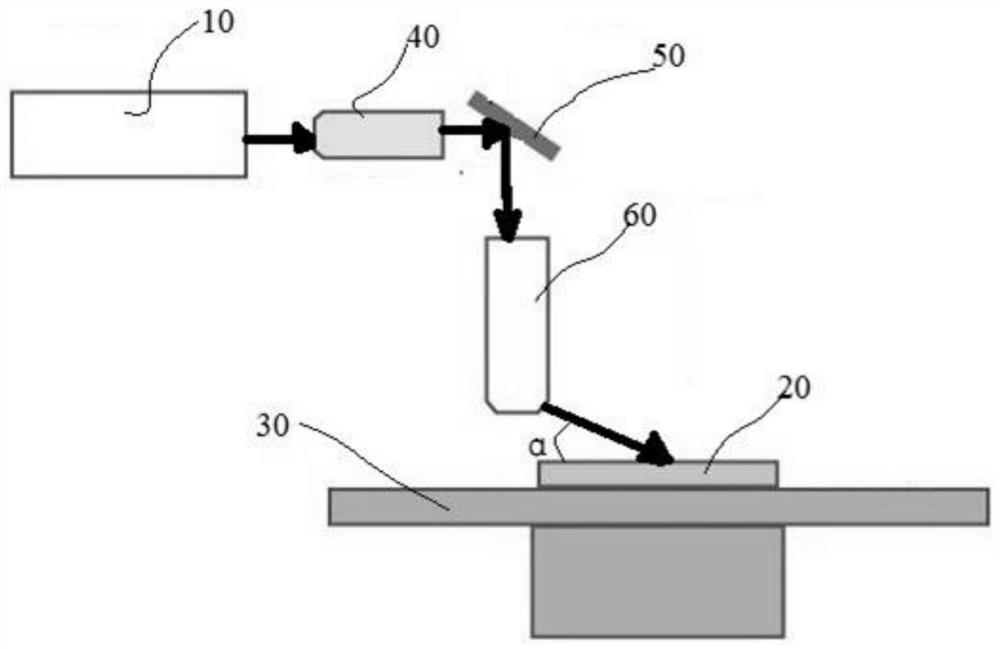
图1为本发明实施例一提供的一种用于超硬材料的激光抛光系统的示意性框图。
图2为本发明实施例二提供的一种用于超硬材料的激光抛光系统的示意性框图。
图中标识说明:
10、激光器;20、待抛光样品;30、移动平台;40、扩束镜;50、反射镜;60、透镜;70、振镜;80、场镜。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
还应当理解,在此本发明说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本发明。如在本发明说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
还应当进一步理解,在本发明说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
请参阅图1,图1为本发明实施例一提供的一种用于超硬材料的激光抛光系统的示意性框图,可以运用在如金刚石/钻石、碳化硅等超硬材料的抛光场景中,实现快速有效的对超硬材料进行抛光处理,具有抛光速度快,设备损耗低。
请参阅图1,上述的一种用于超硬材料的激光抛光系统,包括激光器10以及光束处理组件,激光器10与光束处理组件连接,光束处理组件输出的激光光束与待抛光样品20表面呈一倾斜角,倾斜角的角度为0°至90°。
激光器10发出激光光束后经过光束处理组件传输后,光束处理组件输出的激光光束对位于移动平台30上的待抛光样品20表面进行激光抛光,具体地,光束处理组件输出的激光光束与待抛光样品20表面呈一倾斜角α,该倾斜角α可以通过倾斜入射的激光光束、或者倾斜待抛光样品20、或者在入射激光光束和待抛光样品20之间设置反射镜50等方式实现。实际抛光过程中,该倾斜角α可以是固定值,也可以根据具体需要在上述范围内变动。
在一实施例中,上述的激光器10发出的激光光束的波长355nm至1064nm。
在一实施例中,上述的激光器10发出的激光光束的脉宽小于10ps。
在一实施例中,上述的激光器10发出的激光光束的脉冲能量大于1uJ,
在一实施例中,上述的激光器10发出的激光光束的频率大于10kHz。
实际抛光过程中,通过设置合适的激光参数和倾斜角α,配合激光光束与待抛光样品20之间的相对运动,完成抛光处理。
在一实施例中,请参阅图1,上述的一种用于超硬材料的激光抛光系统还包括移动平台30,移动平台30位于光束处理组件的下方。
移动平台30上设有夹具,利用夹具夹紧待抛光样品20,光束处理组件输出的激光光束与待抛光样品20之间的相对运动可以通过移动平台30实现,或者通过振镜70扫描实现,或者通过移动平台30与振镜70协同实现。
在一实施例中,请参阅图1,上述的光束处理组件包括扩束镜40。
在一实施例中,请参阅图1,上述的光束处理组件还包括反射镜50以及透镜60,反射镜50与扩束镜40连接,透镜60与反射镜50连接。
激光器10发出的激光光束均经过扩束器进行扩束后,扩束镜40用于扩大平行输入光束的直径至较大的平行输出光束,再经过反射镜50进行偏转后进入透镜60聚焦并投射至设置于移动平台30表面的待抛光样品20,以实现静态聚焦的加工模式,结合移动平台30的移动,完成待抛光样品20的抛光。
举个例子:激光器10的参数:激光光束的波长为1064nm,所述激光器10发出的激光光束的脉宽为900fs,激光光束的脉冲能量为6W,激光光束的频率为100kHz,扩束后光斑直径10mm;聚焦透镜60焦距为100mm;光束处理组件输出激光光束与待抛光样品20表面夹角α=80°;激光光束的扫描速度500mm/s,扫描线间距10um。
请参阅图2,图2是本发明实施例二提供的一种用于超硬材料的激光抛光系统的示意性框图,该实施例二与实施例一的区别在于:
上述的光束处理组件还包括顺次连接的振镜70以及场镜80,振镜70与扩束镜40连接。激光器10发出的激光光束均经过扩束镜40进行扩束后,扩束镜40用于扩大平行输入光束的直径至较大的平行输出光束,再经过反射镜50进行偏转后进入振镜70,进而由场镜80聚焦并投射至设置于移动平台30表面的待抛光样品20,以实现振镜70扫描的加工模式。
上述的一种用于超硬材料的激光抛光系统,通过设置激光器10以及光束处理组件,光束处理组件输出的激光光束与待抛光样品20表面呈一倾斜角,通过设置该倾斜角的数值以及激光器10的参数,采用常规设备实现对材料的激光抛光方式,实现快速有效的对超硬材料进行抛光处理,具有抛光速度快,设备损耗低。
在一实施例中,还提供了一种用于超硬材料的激光抛光系统的加工方法,包括:
激光器10发射出激光光束,通过光束处理组件处理后,以与待抛光样品20表面呈一倾斜角的方向射在待抛光样品20表面,对待抛光样品20表面进行抛光。
需要说明的是,所属领域的技术人员可以清楚地了解到,上述一种用于超硬材料的激光抛光系统的加工方法的具体实现过程,可以参考前述的一种用于超硬材料的激光抛光系统的方法实施例中的相应描述,为了描述的方便和简洁,在此不再赘述。
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
- 一种用于超硬材料的激光抛光系统及其加工方法
- 一种适用于加工超硬材料的激光加工装置及加工方法