一种实验快堆组件用综合过规
文献发布时间:2023-06-19 11:40:48
技术领域
本发明属于机械及自动化技术领域,具体涉及一种实验快堆组件用综合过规。
背景技术
在快堆研制过程中,快堆组件是反应堆中最为重要的核心部件,而由于反应堆堆芯设计,快堆组件的外形尺寸和形位公差相较其它组件更为严格,需要检测尺寸也更多。
由于快堆组件种类众多,本项目仅涉及实验快堆组件,以下实验快堆组件均简称为快堆组件。
国际上无论是普通产品还是核燃料组件,通常有两种方法,一种是数字模拟(常见有三坐标、投影仪、激光追踪仪等),即通过采集数据、建立模型、算法输出、比较、结果判定,得到判定结果,有检测值输出。
另一种量规,根据需求,设计出一种具备标准尺寸的量规,利用量规与被检产品进行比较,最终判定合格与否,无检测值输出。
数字模拟或量规各有优缺点,需根据不同需求进行选择,考虑到同时检测多种项目,且某些项目间存在关联性,设计成量规更符合当前需求。
通常量规只能满足一种或两种尺寸或公差检测判定,而面对快堆组件多种尺寸和形位公差判定要设计一套通用复合型量规面临巨大挑战,当前俄罗斯采用综合过规可进行上述快堆组件检测,而我国仅有中国原子能研究院有一台俄罗斯进口设备,尚无国产化的综合过规设备,为了加快推进快堆事业的发展,特设计了用于检测实验快堆组件外形尺寸和形位公差(同轴度、扭转度、平行度、对称度)的综合过规,并采用全国产化材料和加工技术制得。
发明内容
本发明的目的是针对现有技术存在的上述缺陷,提供一种实验快堆组件用综合过规,检测实验快堆组件外形尺寸、同轴度、扭转度、平行度、对称度等。
本发明的技术方案如下:
一种实验快堆组件用综合过规,包括柱、内六角螺栓、螺母、平垫圈、弹簧垫圈、导向规块、规块A、方头紧定螺钉、六角螺母、规块B、上部套筒、下部套筒;
柱通过地脚螺栓与地面相连,地面找平后,柱底部水平面为基准面,其上安装并固定其余全部部件;内六角螺栓与螺母、平垫圈、弹簧垫圈配合使用,用于导向规块、规块A、规块B、上部套筒、下部套筒和柱上的直线导轨和直线导轨的端面定位和固定;导向规块用于实验快堆组件被检测前导向,减少吊车将实验快堆组件吊入过程中碰撞检测工装规块A,同时也可以防止无导向而将实验快堆组件卡在综合过规上,导向规块通过内六角螺栓、螺母、平垫圈、弹簧垫圈、方头紧定螺钉、六角螺母固定在柱上;
规块A用于判定实验快堆组件凸起处对边距尺寸、平行度和对称度等是否超差,通过内六角螺栓、螺母、平垫圈、弹簧垫圈、方头紧定螺钉、六角螺母固定在柱上;
方头紧定螺钉和六角螺母配合使用,用于导向规块、规块A、规块B、上部套筒、下部套筒和柱上直线导轨和直线导轨侧面的固定;规块B用于判定实验快堆组件外套管正六边形对边距尺寸、平行度和对称度等是否超差,通过内六角螺栓、螺母、平垫圈、弹簧垫圈、方头紧定螺钉、六角螺母固定在柱上;上部套筒用于判定实验快堆组件下部部件两处直径、平行度和对称度是否超差,通过内六角螺栓、螺母、平垫圈、弹簧垫圈、方头紧定螺钉、六角螺母固定在柱上;下部套筒用于判定实验快堆组件管脚两处直径、平行度和对称度是否超差,通过内六角螺栓、螺母、平垫圈、弹簧垫圈、方头紧定螺钉、六角螺母固定在柱上。
本发明的有益效果在于:
(1)可判断实验快堆组件外形尺寸是否超差;
(2)可判断实验快堆组件同轴度、扭转度、平行度、对称度等是否超差;
(3)相较采用数模的方式,效率更快;
(4)相较采用数模的方式,准确性更高;
(5)相较采用数模的方式,无系统误差等因素干扰;
(6)相较采用数模的方式,不用设计算法、构成包络面;
(7)设备加工简便、成本低。
附图说明
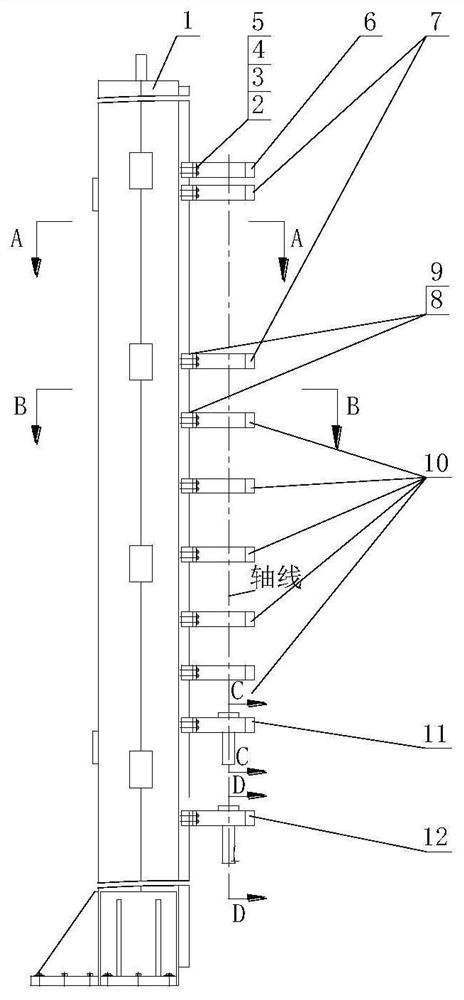
图1-1综合过规主视图;
图1-2综合过规A-A视图;
图1-3综合过规B-B视图;
图1-4综合过规C-C视图;
图1-5综合过规D-D视图;
图2-1柱主视图;
图2-2柱左视图;
图2-3柱E向视图;
图2-4柱F-F视图;
图2-5柱Ⅰ向视图;
图3-1导向规块主视图;
图3-2导向规块俯视图;
图3-3支撑座主视图;
图3-4支撑座俯视图;
图3-5接触块主视图;
图3-6接触块俯视图
图4-1规块1主视图
图4-2规块1俯视图
图4-3支撑座主视图
图4-4支撑座俯视图
图4-5接触块主视图
图4-6接触块俯视图
图5-1规块2主视图
图5-2规块2俯视图
图5-3支撑座主视图
图5-4支撑座俯视图
图5-5接触块刨面图
图5-6接触块俯视图;
图6-1上部套筒主视图;
图6-2上部套筒俯视图;
图6-3支撑座主视图;
图6-4支撑座俯视图;
图6-5接触块1主视图;
图7-1下部套筒主视图;
图7-2下部套筒俯视图;
图7-3支撑座主视图;
图7-4支撑座俯视图;
图7-5接触块2主视图;
图7-6接触块2的G向视图;
图中:1—柱;2—内六角螺栓;3—螺母;4—平垫圈;5—弹簧垫圈;6—导向规块;7—规块A;8—方头紧定螺钉;9—六角螺母;10—规块B;11—上部套筒;12—下部套筒;13-直线导轨A;14-不锈钢板;15-吊耳;16-后板;17- 直线导轨B;18-加强板;19-槽钢;20-地脚螺钉;21-六角螺母;22-平垫圈; 23-弹簧垫圈;24-内六角螺钉;25-底部支座;26—支撑座;27—接触块;28—销;29—支撑座;30—接触块;31—销;32—支撑座;33—接触块;34—销;35-支撑座A;36-接触块A;37-销A;38-支撑座B;39-接触块2;40-销B。
具体实施方式
下面结合附图及具体实施例对本发明作进一步详细说明。
如附图所示,一种实验快堆组件用综合过规包括:柱1、内六角螺栓2、螺母3、平垫圈4、弹簧垫圈5、导向规块6、规块A7、方头紧定螺钉8、六角螺母9、规块B10、上部套筒11、下部套筒12。
柱1通过地脚螺栓与地面相连,地面找平后,柱底部水平面为基准面,其上安装并固定其余全部部件。内六角螺栓2与螺母3、平垫圈4、弹簧垫圈5配合使用,用于导向规块6、规块A7、规块B10、上部套筒11、下部套筒12和柱 1上的直线导轨1和直线导轨2的端面(如下图2-3上的基准面)定位和固定。导向规块6用于实验快堆组件被检测前导向,减少吊车将实验快堆组件吊入过程中碰撞检测工装规块A7,同时也可以防止无导向而将实验快堆组件卡在综合过规上(实验快堆组件有一定重量,通过吊车下降过程中带有一定加速度,且因为外形尺寸为六边形,下降过程伴随着转动,组件与综合过规规块没有对齐,很容易被卡住),导向规块6通过内六角螺栓2、螺母3、平垫圈4、弹簧垫圈5、方头紧定螺钉8、六角螺母9固定在柱1上。规块A7用于判定实验快堆组件凸起处对边距尺寸、平行度和对称度等是否超差,通过内六角螺栓2、螺母3、平垫圈4、弹簧垫圈5、方头紧定螺钉8、六角螺母9固定在柱1上。方头紧定螺钉8和六角螺母9配合使用,用于导向规块6、规块A7、规块B10、上部套筒 11、下部套筒12和柱1上直线导轨1和直线导轨2侧面(图2-3中的定位基准面)的固定。规块B10用于判定实验快堆组件外套管正六边形对边距尺寸、平行度和对称度等是否超差,通过内六角螺栓2、螺母3、平垫圈4、弹簧垫圈5、方头紧定螺钉8、六角螺母9固定在柱1上。上部套筒11用于判定实验快堆组件下部部件两处直径、平行度和对称度是否超差,通过内六角螺栓2、螺母3、平垫圈4、弹簧垫圈5、方头紧定螺钉8、六角螺母9固定在柱1上。下部套筒 12用于判定实验快堆组件管脚两处直径、平行度和对称度是否超差,通过内六角螺栓2、螺母3、平垫圈4、弹簧垫圈5、方头紧定螺钉8、六角螺母9固定在柱1上,如图1-1、1-2、1-3、1-4、1-5。
(2)柱
柱1是由直线导轨A13、不锈钢板14、吊耳15、加强板16、直线导轨B17、后板18、槽钢19、地脚螺钉20、六角螺母21、平垫圈22、弹簧垫圈23、内六角螺钉24、底部支座25共同构成。
直线导轨A13是柱1的重要部件之一,材料选用45#钢,外形为燕尾槽形,与导向规块6、规块A7、规块B10、上部套筒11和下部套筒12连接,连接处表面先进行热处理,提高耐磨性,再通过研磨获得很高的光洁度,以此保证导向规块6、规块A7、规块B10、上部套筒11和下部套筒12同轴度、平行度和对称度;直线导轨A13长度方向外侧面还是导向规块6、规块A7、规块B10、上部套筒11和下部套筒12的定位基准面,直线导轨A13先粗加工外形尺寸,然后焊接在槽钢19上,并利用后板18作为精基准,反复研磨燕尾槽外表面最终制得。不锈钢板14为不锈钢材料制得,是一个长方体板,作为连接件,其目的是将吊耳15和槽钢19通过焊接方式连在一起。吊耳15用于综合过规加工过程和加工后包装、现场安装吊装,其与不锈钢板14通过焊接方式连接。加强板 16为防止两块通过焊接在一起槽钢点焊后发生断裂,起到加强两块槽钢作用,点焊在槽钢19两侧,均布,共4块。直线导轨B17除了长度方向外侧为非定位基准面,其余与直线导轨A13完全相同,而非定位基准面主要是为了便于安装过程中选定基准和位置,防止装错和基准选错。后板18是工艺加工用板,主要用于柱1粗加工时定位基准和精加工时定位基准,通过焊接方式与槽钢19相连,位于柱1背面,共2块。槽钢19是由两块尺寸相同铸造的槽钢通过点焊方式构成,是柱1的主体,之所以点焊而不是满焊,主要是为了防止槽钢焊后发生变形(虽然进行时效处理,仍会发生收缩变化等,为保证长期尺寸不变),槽钢19 分别与直线导轨A13、不锈钢板14、吊耳15、加强板16、直线导轨B17、后板 18、底部支座25焊接在一起,构成柱1。地脚螺钉20用于实现柱牢固竖立在地面上,在打地脚螺钉20前,需要将地面找平,使得柱垂直于水平面,以便综合过规上的规块、套筒内切圆构成的连线能垂直于水平面。六角螺母21、平垫圈22、弹簧垫圈23、内六角螺钉24配合使用,除了预固定外,最主要目的是为了调节水平,当综合过规竖立在找平的地面时,如果底部存在歪斜或凸起,可以通过调节内六角螺钉24,让螺钉支撑在地面上,而不是底部支座25的底面,以此调平(保证综合过规上的规块、套筒内切圆构成的连线能垂直于水平面,即综合过规下底面与水平面平行)综合过规下底面,当调平后,再将地脚螺钉20 打入下面,进行固定。底部支座25是柱1的底座,可以将柱1与地面连接在一起,还可以防止柱1高度过高发生倾覆,分别与槽钢19焊接在一起,与地脚螺钉20、六角螺母21、平垫圈22、弹簧垫圈23、内六角螺钉24通过螺栓结构相连,共3块。如图2-1、2-2、2-3、2-4、2-5。
(3)导向规块
导向规块6可在实验快堆组件吊入规块、套筒检测前预先导向找正,导向规块6由支撑座26、接触块27、销28构成。支撑座26材料为2Cr13,进行热处理制得,用于支撑和保护其内部的接触块27,通过销28与接触块27相连,通过综合过规上的内六角螺栓2、螺母3、平垫圈4、弹簧垫圈5固定在柱1的直线导轨A13、直线导轨B17基准面上,通过综合规格上的方头紧定螺钉8、六角螺母9固定在柱1的直线导轨A13,导向规块6上基准面与柱的直线导轨A13 定位基准面紧密贴合,再通过调节综合过规上的方头紧定螺钉8、六角螺母9松紧使得导向规块6与水平面平行。接触块27为聚乙烯材料,内部为正六边形,并有倒圆角,为接触实验快堆组件的部分,通过销28与支撑座26固定。销28 为圆锥形,限制接触块径向方向发生移动,共2个,对称均布。如下图3-1、3-2、 3-3、3-4、3-5、3-6,其中对边距A为重要尺寸(此外还包括平行度、对称度等)。
(4)规块A
规块A7用于判定实验快堆组件凸起处对边距尺寸、平行度和对称度等是否超差,规块A7与上述导向规块6设计方法除规块A7中接触块30对边距不同外,其余全部一样,其中对边距B为核心尺寸(此外还包括平行度、对称度等核心尺寸也与导向规块相同)。
(5)规块B
规块B10用于判定实验快堆组件外套管正六边形对边距尺寸、平行度和对称度等是否超差,规块B10与上述导向规块6设计方法除规块B10中接触块33 对边距不同外,其余全部一样,其中对边距C为核心尺寸(此外还包括平行度、对称度等核心尺寸也与导向规块相同)。
(6)上部套筒
上部套筒11用于判定实验快堆组件下部部件两处直径、平行度和对称度是否超差,上部套筒11由支撑座A35、接触块A36、销A37构成。支撑座A35 材料为2Cr13,进行热处理制得,用于支撑和保护其内部的接触块A36,通过销 A37与接触块A36相连,通过综合过规上的内六角螺栓、螺母、平垫圈、弹簧垫圈固定在柱的直线导轨1、直线导轨2基准面上,通过综合规格上的方头紧定螺钉、六角螺母固定在柱的直线导轨1,导向规块上基准面与柱的直线导轨1定位基准面紧密贴合,再通过调节综合过规上的方头紧定螺钉、六角螺母松紧使得导向规块与水平面平行。接触块A36为聚乙烯材料,内部为两个不同直径的圆孔,为接触实验快堆组件的部分,通过销A37与支撑座A35固定。销A37为圆锥形,限制接触块径向方向发生移动,共2个,对称均布。
(7)下部套筒
下部套筒12用于判定实验快堆组件管脚两处直径、平行度和对称度是否超差,与上部套筒11相同设计方法,但有两点区别:其一是两通孔尺寸不同,其二是开设有可视窗口,便于下降过程中及时观察实验快堆组件是否快到达底面,以控制吊车下降速度。
7.3使用方法
(1)将模拟器(标准实验快堆组件)用吊车吊起;(2)依次将其吊入综合过规的导向规块、规块1、规块2、上部套筒、下部套筒中;(3)在下部套筒可视窗口观察,当模拟器快到底前,减缓吊入速度,防止速度过快撞击;(4)吊入到底部后匀速吊出;(5)吊出的模拟器顺时针旋转120°,再按照上述(1)~ (4)操作;(6)吊出的模拟器顺时针再旋转120°,再按照上述(1)~(4) 操作,上述即完成检验前对综合过规精度等校验。再将模拟器换成待检的实验快堆组件,按照上述(1)~(6)步骤依次进行,完成实验快堆组件外形尺寸、形位公差等判定,根据吊入、吊出过程有无发生卡阻或无法吊入/吊出作为合格与否的判定依据。
- 一种实验快堆组件用综合过规
- 一种通用型钠冷快堆组件单体水力实验台架及其实验方法