一种多工位刀具磨削装置与硬质合金刀具磨削方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及刀具加工领域,具体涉及一种多工位刀具磨削装置与硬质合金刀具磨削方法。
背景技术
中国实用新型申请CN 209681870 U公开了一种六工位旋转式多功能全自动数字磨床装置,设置有机架总成,所述机架总成的上端设置有旋转分度总成,以所述旋转分度总成的为圆心,相互之间的中心线成60°夹角等分布置有平面磨总成、左侧倒角总成、开槽总成、自动上料总成和自动下料总成、右侧倒角总成。实现了自动上料、自动磨削平面、自动倒角、自动开槽,自动下料等功能,实现了全自动化无人生产,可靠保证产品质量,提高了生产效率、提高了产品竞争力。
发明内容
为了解决上述现有技术方案中的不足,本发明提供了一种多工位刀具磨削装置与硬质合金刀具磨削方法。
具体技术方案如下:
一种多工位刀具磨削装置,包括料盘、机械臂、探测定位机构、机座、机罩、液压分度器、夹持轴组、防缠绕机构、磨削机构;
所述机座是一个安装平台,所述液压分度器安装在机座靠近机械臂一侧,所述夹持轴组固定安装在液压分度器上,且夹持轴组有四个依次成度安装,所述防缠绕机构安装在液压分度器中心位置,所述机罩安装在机座外围构成全封闭式的加工环境。
优选地,所述料盘包括上料盘和下料盘。
优选地,所述探测定位机构包括定位探针,该定位探针安装在机座靠近机械臂一侧,该定位探针用于刀具的探测和定位。
优选地,所述夹持轴组包括夹筒、气动夹头、谐波减速器,所述夹筒用于夹持刀具,所述气动夹头用于连接气动管路。
优选地,所述防缠绕机构连接供电线路和气动管路,该防缠绕机构能防止供电线路和气动管路互相缠绕。
优选地,所述磨削机构包括砂轮固定座、上下移动机构、横向移动机构、纵向移动机构,所述上下移动机构、横向移动机构、纵向移动机构均采用丝杆滑块结构,所述磨削机构能实现三轴运动。
优选地,所述磨削机构有三个分别为前刀面磨削机构、后刀面粗磨机构和后刀面精磨机构,所述前刀面磨削机构、后刀面粗磨机构和后刀面精磨机构均固定安装在机座上远离机械臂的三个夹持轴组所对应的位置。
一种硬质合金刀具的磨削方法,使用所述的多工位刀具磨削装置,所述夹持轴组有四个分别为轴组A、轴组B、轴组C、轴组D;靠近机械臂的一侧为上下料探测工位;
具体的步骤如下:
S1:机械臂从上料盘上按顺序取下刀具送入轴组A的张开的夹筒,夹筒闭合,机械臂松开刀具并复位;
S2:轴组A上谐波减速器做正反转与定位探针移动同步配合完成工件定位,得出两个或多个刀片之间的等分度误差并传输到控制系统作为磨削定位依据;
S3:轴组A通过液压分度器顺时针旋转90度进入到前刀面磨削机构对应工位,通过前刀面磨削机构对刀具进行前刀面工序磨削加工,磨削砂轮采用180目-270目的蝶型砂轮,磨削线速度为16-23米/分钟,进给速度为40-60毫米/分钟,同时轴组D顺时针旋转到上下料探测工位进行上料和探测,轴组B、轴组C相应同步旋转;
S4:轴组A通过液压分度器顺时针旋转90度进入到后刀面粗磨机构对应工位,通过后刀面粗磨机构对产品进行粗磨后刀面工序磨削加工,磨削砂轮采用180目-200目的平行砂轮,磨削线速度为18-22米/分钟,进给速度为80-120毫米/分钟,同时轴组D顺时针旋转到前刀面磨削机构对应工位进行相应加工,轴组C顺时针旋转到上下料探测工位进行上料和探测,轴组C相应同步旋转;
S5:轴组A通过液压分度器顺时针旋转90度进入到后刀面精磨机构对应工位,通过后刀面精磨机构对产品进行精磨后刀面工序及端刃角的磨削加工,精磨后刀面磨削砂轮采用240目-270目的蝶型或碗型砂轮,磨削线速度为18-23米/分钟,进给速度为60-80毫米/分钟,端刃角采用同一砂轮,磨削线速度为18-23米/分钟,进给速度为80-120毫米/分钟,同时轴组D顺时针旋转到后刀面粗磨机构对应工位进行相应加工,轴组C顺时针旋转到前刀面磨削机构对应工位进行相应加工,轴组B顺时针旋转到上下料探测工位进行下料和探测;
S6:轴组A通过液压分度器顺时针旋转90度回到上下料探测工位,通过机械臂取下加工完的刀具到下料盘,并进行未加工刀具的上料与探测工作,同时轴组D顺时针旋转到后刀面精磨机构对应工位进行相应加工,轴组C顺时针旋转到后刀面粗磨机构对应工位进行相应加工,轴组B顺时针旋转到前刀面磨削机构对应工位进行相应加工;
S7:进入连续循环工作状态。
本发明的有益效果是:
(1)通过探测定位机构和谐波减速器实现刀具上料后探测定位的快速完成;
(2)通过多路编码器信号与防缠绕机构,防止四个工位在连续旋转运行过程中的电气线路互相缠绕;
(3)通过液压分度器提高产品工位的定位精度,分度精度:±60arc sec~±20arcsec。
附图说明
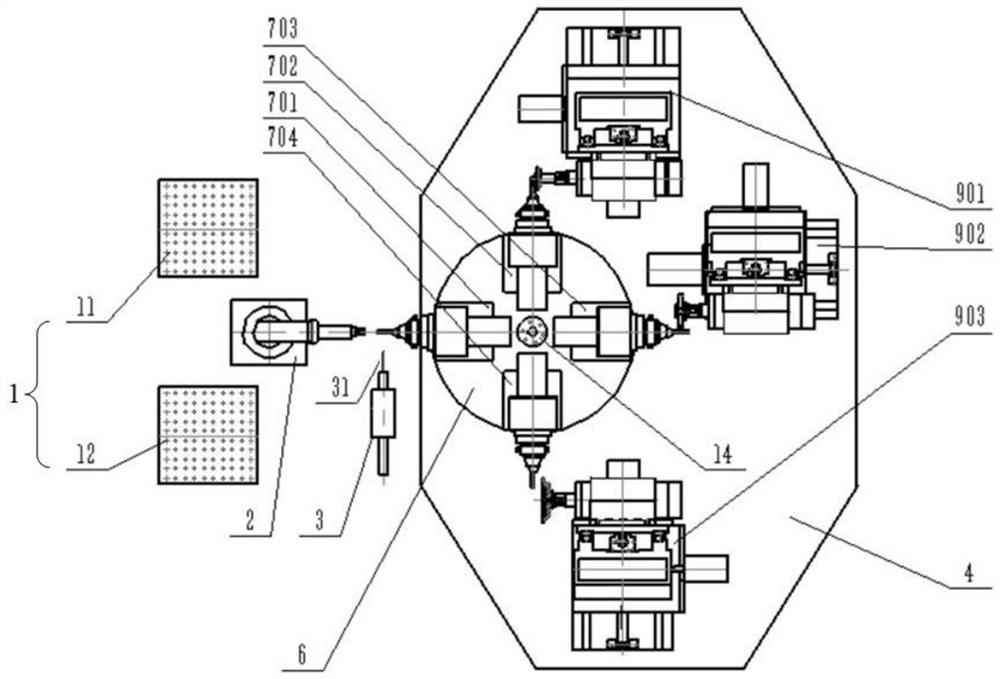
图1是本发明一种多工位刀具磨削装置的俯视结构示意图;
图2是本发明一种多工位刀具磨削装置的侧面剖视图;
图3是本发明的夹持轴组以及磨削机构的结构示意图;
图中标号,1-料盘;11-上料盘;12-下料盘;2-机械臂;3-探测定位机构;31-定位探针;4-机座;5-机罩;6-液压分度器;7-夹持轴组;71-夹筒;72-气动夹头;73谐波减速器;701-轴组A;702-轴组B;703-轴组C;704-轴组D;8-防缠绕机构;9-磨削机构;91-砂轮固定座;92-上下移动机构;93-横向移动机构;94-纵向移动机构;901-前刀面磨削机构;902-后刀面粗磨机构;903-后刀面精磨机构。
具体实施方式
下面详细描述本发明的实施例,下面的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
一种多工位刀具磨削装置,包括料盘1、机械臂2、探测定位机构3、机座4、机罩5、液压分度器6、夹持轴组7、防缠绕机构8、磨削机构9;
所述机座4是一个安装平台,所述液压分度器6安装在机座4靠近机械臂2一侧,所述夹持轴组7固定安装在液压分度器6上,且夹持轴组7有四个依次成90度安装,所述防缠绕机构8安装在液压分度器6中心位置,所述机罩5安装在机座4外围构成全封闭式的加工环境。
所述料盘1包括上料盘11和下料盘12。所述探测定位机构3包括定位探针31,该定位探针31安装在机座4靠近机械臂2一侧,该定位探针31用于刀具的探测和定位。
所述夹持轴组7包括夹筒71、气动夹头72、谐波减速器73,所述夹筒71用于夹持刀具,所述气动夹头72用于连接气动管路。
所述防缠绕机构8连接供电线路和气动管路,该防缠绕机构8能防止供电线路和气动管路互相缠绕。
所述磨削机构9包括砂轮固定座91、上下移动机构92、横向移动机构93、纵向移动机构94,所述上下移动机构92、横向移动机构93、纵向移动机构94均采用丝杆滑块结构,所述磨削机构9能实现三轴运动。
所述磨削机构9有三个分别为前刀面磨削机构901、后刀面粗磨机构902和后刀面精磨机构903,所述前刀面磨削机构901、后刀面粗磨机构902和后刀面精磨机构903均固定安装在机座4上远离机械臂2的三个夹持轴组7所对应的位置。
一种硬质合金刀具的磨削方法,使用所述的多工位刀具磨削装置,所述夹持轴组7有四个分别为轴组A701、轴组B702、轴组C703、轴组D704;靠近机械臂2的一侧为上下料探测工位;
具体的步骤如下:
S1:机械臂2从上料盘11上按顺序取下刀具送入轴组A701的张开的夹筒71,夹筒71闭合,机械臂2松开刀具并复位;
S2:轴组A701上谐波减速器73做正反转与定位探针31移动同步配合完成工件定位,得出两个或多个刀片之间的等分度误差并传输到控制系统作为磨削定位依据;
S3:轴组A701通过液压分度器6顺时针旋转90度进入到前刀面磨削机构901对应工位,通过前刀面磨削机构901对刀具进行前刀面工序磨削加工,磨削砂轮采用180目-270目的蝶型砂轮,磨削线速度为16-23米/分钟,进给速度为40-60毫米/分钟,同时轴组D704顺时针旋转到上下料探测工位进行上料和探测,轴组B702、轴组C703相应同步旋转;
S4:轴组A701通过液压分度器6顺时针旋转90度进入到后刀面粗磨机构902对应工位,通过后刀面粗磨机构902对产品进行粗磨后刀面工序磨削加工,磨削砂轮采用180目-200目的平行砂轮,磨削线速度为18-22米/分钟,进给速度为80-120毫米/分钟,同时轴组D704顺时针旋转到前刀面磨削机构901对应工位进行相应加工,轴组C703顺时针旋转到上下料探测工位进行上料和探测,轴组C703相应同步旋转;
S5:轴组A701通过液压分度器6顺时针旋转90度进入到后刀面精磨机构903对应工位,通过后刀面精磨机构903对产品进行精磨后刀面工序及端刃角的磨削加工,精磨后刀面磨削砂轮采用240目-270目的蝶型或碗型砂轮,磨削线速度为18-23米/分钟,进给速度为60-80毫米/分钟,端刃角采用同一砂轮,磨削线速度为18-23米/分钟,进给速度为80-120毫米/分钟,同时轴组D704顺时针旋转到后刀面粗磨机构902对应工位进行相应加工,轴组C703顺时针旋转到前刀面磨削机构901对应工位进行相应加工,轴组B702顺时针旋转到上下料探测工位进行下料和探测;
S6:轴组A701通过液压分度器6顺时针旋转90度回到上下料探测工位,通过机械臂2取下加工完的刀具到下料盘12,并进行未加工刀具的上料与探测工作,同时轴组D704顺时针旋转到后刀面精磨机构903对应工位进行相应加工,轴组C703顺时针旋转到后刀面粗磨机构902对应工位进行相应加工,轴组B702顺时针旋转到前刀面磨削机构901对应工位进行相应加工;
S7:进入连续循环工作状态。
多工位刀具磨削装置可在四个工位上同时进行工件磨削,多种砂轮头架的选项可为每种工件提供定制磨削工艺和最佳配置。多工位刀具磨削装置实现了硬质合金刀具定位探测、磨前刀面、粗磨后角、精磨后角、磨端刃角和工件更换操作同时进行,具体优势包括减少停机时间,高质量成品和快速生产时间。与传统单机组合相比,将多工位结合到同一机床床身,降低投资的同时也提高了效益。单支产品加工时间由原来的单机加工7-10分钟降低到2-3分钟。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
- 一种多工位刀具磨削装置与硬质合金刀具磨削方法
- 一种用激光磨削硬质合金刀具的装置