一种熔模铸件加工余量预留方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明属于铸件加工领域,尤其是一种熔模铸件加工余量预留预留方法。
背景技术
采用熔模铸造工艺生产的产品,在设计铸件制造工艺时,铸件机加工平面上有1-3mm厚的余量,机加工平面的棱边采用圆角结构。在铸造件有大机加工面时,采用平面结构存在以下问题:1)大的机加工平面在铸造过程中容易出现鼓包、凹陷缺陷,导致铸件返修或报废;2)大的机加工平面切除余量后容易出现渣(砂)孔,导致产品返修或报废。
发明内容
本发明提供了一种铸件加工余量预留方法,解决铸造件的大机加工面导致废品率高的问题。
为了解决上述技术问题,本发明的技术方案是:一种熔模铸件加工余量预留方法,其特征在于:浇注开模后,铸件的机加工面呈规则分布的凸凹面。
对上述技术方案进一步地限定,所述机加工面的加工余量在1-3mm之间。
对上述技术方案进一步地限定,所述凸面和凹面均为长条状。
对上述技术方案进一步地限定,所述凹面与凸面的高度差为0.5mm-1.5mm。
对上述技术方案进一步地限定,所述凹面和凸面的宽度为6mm-12mm。
对上述技术方案进一步地改进,所述铸件机加工面的棱边采用30-45°的倒角结构。
有益效果:凹凸结构的机加工面,强化了模壳强度,有效地解决了铸件易出现鼓包、凹陷的问题,密集的凸凹结构具有吸附渣(砂)子的功能,吸附在凹凸结构上的渣(砂)子在机加工时被去除,有效解决了机加工后渣(砂)孔率偏高的问题。
附图说明
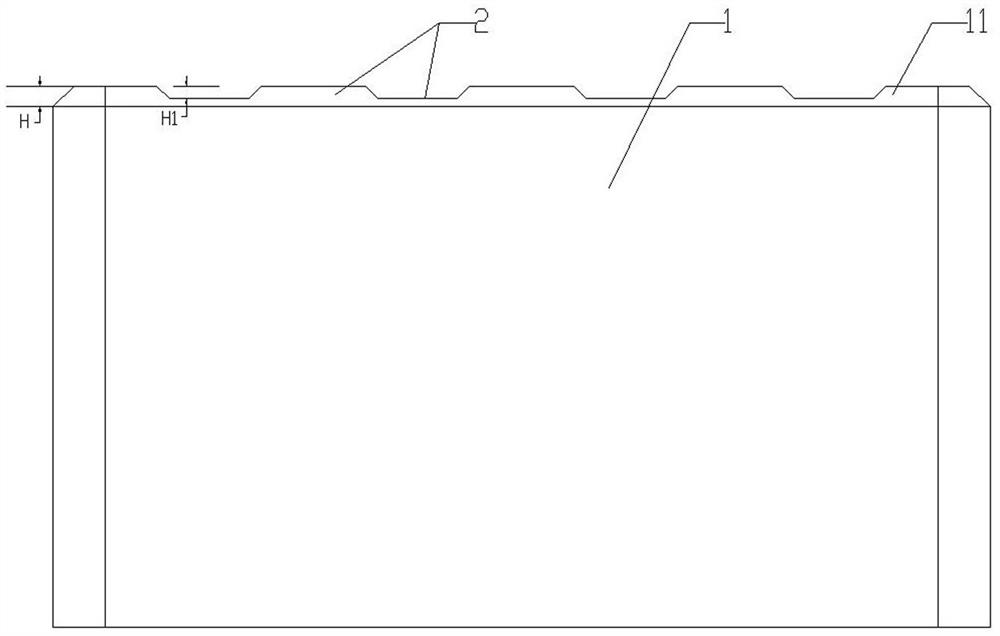
图1是本发明的机加工面结构示意图。
图2是图1的仰视图。
具体实施方式
如图1和图2所示,一种熔模铸件加工余量预留方法,具体步骤如下:浇注开模后,铸件的机加工面呈规则分布的凸凹面;
如图2所示,所述机加工面的加工余量H在1-3mm之间;最优取值是2mm;加工余量偏小,凸凹结构使用效果不佳,加工余量偏大,加工效率低下;
如图1和图2所示,所述凸面和凹面为长条状,其两者的横截面类似于等腰梯形;长条状结构便于产品在取模阶段的模具设计,利于模具抽芯,降低模具活块数量,提高蜡模取模效率;
如图2所示,所述凹面与凸面高度差H1为0.5mm-1.5mm;最优取值是断面加工余量的1/2;高度差偏小,对改善铸件鼓包、跑火效果降低,高度差偏大,对改善加工面渣气孔效果降低;
如图1和图2所示,所述凹面与凸面宽度6mm-12mm;凹面与凸面宽度可设计一致,也可不一致,宽度太小或太大,降低模壳强度,降低鼓包、跑火改善效果;
如图1和图2所示,所述铸件机加工面的棱边11采用30°-45°的倒角结构;机加工面棱边采用30-45°的倒角结构,机加工过程不产生毛刺,省去了去毛刺工序。
本发明所述的方法能避免铸造中易出现的渣气孔、鼓包、跑火等技术问题,从而降低了铸造产品的废品率;该技术实现提前识别,提前预防,降低了生产成本。
- 一种熔模铸件加工余量预留方法
- 一种薄壁叶片侧铣精加工余量预留方法