一种恒力抛光机构及抛光设备
文献发布时间:2023-06-19 11:42:32
技术领域
本申请涉及机械加工技术领域,具体而言,涉及一种恒力抛光机构及抛光设备。
背景技术
磨削加工是加工环节中的重要一环,在高精度的磨削加工中,对工件施加的磨削压力是影响表面加工质量的重要因素,因此保证磨削压力的恒定是确保磨削质量和效率的关键。
现有的恒力抛光技术主要采用配有传感器和驱动器的末端执行器来实现,通过传感器感知力信号并反馈给控制系统,控制驱动器的位移,从而保持恒力。但是这种方法有以下缺点:第一,进给速度必须足够低,以保证精确力控制,而这会降低加工效率。第二,控制算法和机械结构比被动柔顺复杂的多,所以加工成本较高。第三,在主动柔顺控制中,当末端刚与工件接触时,接触力不可避免的会超过预期值,会造成加工表面的不均匀甚至破坏工件。
发明内容
本申请的目的在于提供一种恒力抛光机构及抛光设备,能够简化机械机构,提高力的控制精度,并提升加工效率。
本申请的实施例是这样实现的:
本申请实施例的一方面,提供一种恒力抛光机构,包括驱动件、恒力传动组件和抛光件,所述恒力传动组件包括基座以及与所述基座连接的恒力机构,所述驱动件通过所述恒力机构与所述抛光件连接,以带动所述抛光件转动,且所述恒力机构的作用力方向与垂直于所述抛光件的抛光面所在方向一致。
可选地,所述恒力机构包括与所述基座固定连接的支撑架,以及通过零刚度梁与所述支撑架连接的导向块,其中,所述驱动件与所述支撑架连接,所述导向块与所述抛光件连接。
可选地,所述零刚度梁包括并联设置的斜臂梁和薄壁梁,其中,所述斜臂梁用于产生负刚度,所述薄壁梁用于产生正刚度,且在所述导向块的预设位移区间内,所述正刚度和所述负刚度叠加为零刚度。
可选地,所述薄壁梁位于两所述斜臂梁之间,所述薄壁梁包括与所述导向块连接的第一连接部、与所述支撑架连接的第二连接部,以及呈迂回设置且连接所述第一连接部和所述第二连接部的支撑部。
可选地,所述零刚度梁以所述导向块为对称中心分别设置在所述导向块的相对两侧。
可选地,所述基座和导向块之间设置有直线滑轨,所述直线滑轨包括设置在所述基座上的滑块,以及设置在所述导向块上的导轨,所述导轨的延伸方向与垂直于所述抛光面的方向一致。
可选地,所述基座上设置有至少一个平衡块。
可选地,所述恒力抛光机构还包括轴套,所述驱动件的输出轴通过所述轴套与所述恒力机构连接。
可选地,所述抛光件的抛光面设置有砂纸。
本申请实施例的另一方面,提供一种抛光设备,包括位移传动组件,以及如上所述的恒力抛光机构,所述位移传动组件上设置有至少一个所述恒力抛光机构。
本申请实施例的有益效果包括:
本申请实施例提供的恒力抛光机构及抛光设备,通过将驱动件通过恒力机构与抛光件连接,在对工件抛光打磨过程中,通过恒力机构对抛光件提供的作用力为恒定力,以使作用在工件表面的力保持恒定。通过将恒力传动组件的基座与恒力机构连接,能够为恒力机构提供稳定的支撑,保证恒力机构对外作用力的恒定。另外,恒力机构的作用力方向与垂直于抛光件的抛光面所在方向一致,在通过抛光面与工件抵持进行抛光打磨时,使得抛光面与工件抵持时的作用力与恒力机构所提供的恒力保持一致。采用上述方式,能够简化机械机构,避免力控制的复杂性,以降低成本。由于恒力传动组件能够在特定的位移区域保持恒力,以减缓振动和缓冲碰撞冲击,有利于提高所允许进给速度的上限,从而提升加工效率,并且提高力的控制精度。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本申请实施例提供的恒力抛光机构的结构示意图之一;
图2为本申请实施例提供的恒力抛光机构的结构示意图之二;
图3为本申请实施例提供的恒力机构的结构示意图之一;
图4为本申请实施例提供的恒力机构的结构示意图之二。
图标:100-恒力抛光机构;110-驱动件;112-输出轴;120-恒力传动组件;122-基座;124-滑块;126-导轨;128-平衡块;130-抛光件;132-抛光面;140-恒力机构;142-支撑架;1422-安装孔;144-零刚度梁;1442-斜臂梁;1444-薄壁梁;1444a-第一连接部;1444b-第二连接部;1444c-支撑部;146-导向块;150-轴套;160-安装座。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本申请实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本申请的实施例的详细描述并非旨在限制要求保护的本申请的范围,而是仅仅表示本申请的选定实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
在本申请的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本申请中的具体含义。
在工业制造中,抛光打磨是用来获取平滑且光亮的工件表面的重要加工步骤。它能使不平的表面变平并且降低粗糙度,在工业领域中有着广泛的应用。目前,有些抛光打磨仍然是人工执行的,人工抛光打磨主要存在打磨质量不均匀,效率不高,工人工作环境差等问题。由于数控加工中心(Computerized Numerical Control Machining Center,CNC)加工具有高位置精度,能沿设计路径打磨,CNC首先被尝试用来克服人工的缺陷。但是,因为CNC加工存在加工区域有限,复杂形状工件需要特殊夹具,低精度的力控制等缺点,所以需要更加高效,更加灵巧的加工方法。
近些年来,机器人加工在工业和研究领域受到了越来越多的关注,以求减少人工成本,提高加工质量和效率。相比CNC加工,机器人加工在有各种各样的驱动器、传感器和末端执行器的帮助下,可以实现相对精确的力控制。此外,机器人加工不会受限于加工空间和特殊的固定夹具。因此,机器人加工是一种更灵活,更有效,更经济的加工方式。目前,机器人加工的力控制主要分为两种:直接力控制和间接力控制。直接力控制是通过控制机器人铰链力矩的方式实现的。但是这种方式对动态模型的精确度和实时控制算法要求很高,导致力控制精度不高。除此之外,由于惯性较大,直接力控制的响应速度普遍偏低。而间接力控制通常是通过末端执行器来实现的,末端执行器具有灵活且惯性小的特点。这种力与位移的混合控制能明显提高响应速度和控制精度。
为了实现接触力的控制,末端执行器需要具有柔顺性以避免与工件刚性接触。此柔顺性可以通过主动柔顺和被动柔顺来实现。被动柔顺是通过控制弹簧或者柔顺机构来实现的,是一种开环控制。它的特点是实现起来简单,但是力控制精度差,其取决于柔性机构的高刚度机械变形大小。主动柔顺通常是通过采用气缸或音圈电机并配以不同的传感器来实现力的控制。根据不同的驱动方法,柔顺控制的末端执行器可分为机械末端、气动末端、电驱末端或电磁末端等。气动末端是通过控制气缸活塞的位置来控制力,具有良好的柔顺性优点,但是它存在迟滞、响应速度低、控制精度有限的缺点。电驱末端通常是通过控制音圈电机的可移动线圈的位置来实现力控制,具有力控制精度高、响应速度快和容易维修的优点,但是它的结构相对复杂。电磁末端虽然很高的力控制精度,但是被加工工件必须是磁导体。
为克服主动柔顺的众多缺点,被动柔顺成为研究的关键,而传统的被动柔顺是通过弹簧或者柔性机构的变形来达到低精度的力控制,因此需要设计更好的被动机构代替传统的机构,特提出以下申请方案。
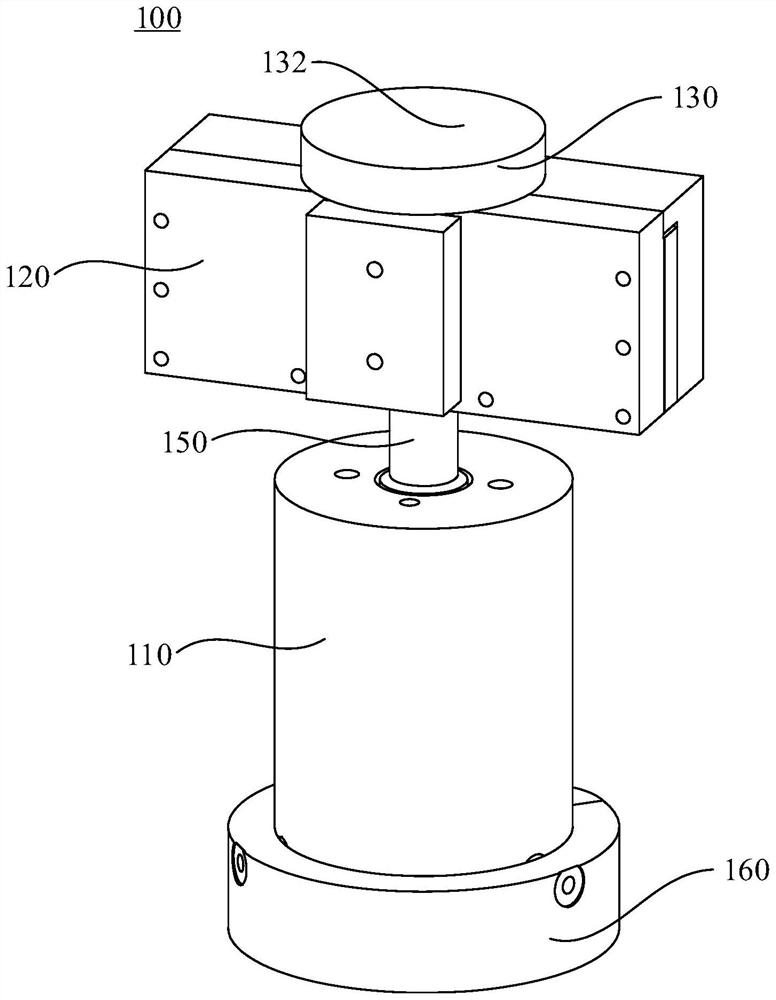
如图1和图2所示,本申请实施例提供一种恒力抛光机构100,包括驱动件110、恒力传动组件120和抛光件130,恒力传动组件120包括基座122以及与基座122连接的恒力机构140,驱动件110通过恒力机构140与抛光件130连接,以带动抛光件130转动,且恒力机构140的作用力方向与垂直于抛光件130的抛光面132所在方向一致。
具体的,驱动件110可采用电机、气动旋转件或液压旋转油缸等,只要能够为抛光件130稳定提供所需的旋转动力即可。恒力传动组件120作为连接驱动件110和抛光件130的桥梁,在起到连接作用的同时,为抛光件130与工件之间提供恒定的抵持力。
恒力传动组件120通过基座122为恒力机构140的稳定运行提供所需的载体,恒力机构140作为可以在不需要力控制的情况下,在特定的位移区域保持恒力的被动式柔顺机构。因此,由恒力机构140构成的末端具有允许高速磨削、在设计位移区域保持恒力、避免接触力超调并且结构简单等优点。
恒力抛光机构100在使用时,只需控制驱动件110转动,并使抛光件130的抛光面132与工件表面抵持即可。在抛光面132与工件表面抵持后,恒力机构140会受力变形,以使在恒力机构140的作用力方向的位于区域内保持对工件表面恒定的抵持力。
本申请实施例提供的恒力抛光机构100,通过将驱动件110通过恒力机构140与抛光件130连接,在对工件抛光打磨过程中,通过恒力机构140对抛光件130提供的作用力为恒定力,以使作用在工件表面的力保持恒定。通过将恒力传动组件120的基座122与恒力机构140连接,能够为恒力机构140提供稳定的支撑,保证恒力机构140对外作用力的恒定。另外,恒力机构140的作用力方向与垂直于抛光件130的抛光面132所在方向一致,在通过抛光面132与工件抵持进行抛光打磨时,使得抛光面132与工件抵持时的作用力与恒力机构140所提供的恒力保持一致。采用上述方式,能够简化机械机构,避免力控制的复杂性,以降低成本。由于恒力传动组件120能够在特定的位移区域保持恒力,以减缓振动和缓冲碰撞冲击,有利于提高所允许进给速度的上限,从而提升加工效率,并且提高力的控制精度。
如图2和图3所示,恒力机构140包括与基座122固定连接的支撑架142,以及通过零刚度梁144与支撑架142连接的导向块146,其中,驱动件110与支撑架142连接,导向块146与抛光件130连接。
具体的,在抛光件130与工件抵持时,由于抛光件130与导向块146连接,导向块146通过零刚度梁144与支撑架142连接,抛光件130与工件抵持的反作用力传导至导向块146时,导向块146承受力的作用,使零刚度梁144受力发生弹性形变,以保证传导至导向块146的作用力与在工件接触表面产生的反作用力为恒定力,从而保证抛光时力的稳定性。
如图3所示,零刚度梁144包括并联设置的斜臂梁1442和薄壁梁1444,其中,斜臂梁1442用于产生负刚度,薄壁梁1444用于产生正刚度,且在导向块146的预设位移区间内,正刚度和负刚度叠加为零刚度。
具体的,刚度可以认为是构件抵抗变形的能力,通常来说,产生同样的位移(变形量),需要施加的载荷越大,则刚度越大,对刚度进行量化来说,可以认为是力与位移的斜率。其中,要让构件受力产生的变形量越大,那么需要加的力就越大,所以曲线斜率都是正的,称之为正刚度。如果使构件在载荷作用下产生位移时,位移越大,需要的力越小,则是负刚度。
通过本申请斜臂梁1442和薄壁梁1444并联设置的形式,利用正刚度和负刚度相抵消的形式以产生零刚度,示例的,斜臂梁1442随着位移增大,所施加的力先增大,当到达屈曲点后,力开始减小。薄壁梁1444随着位移的增大,所施加的力一直增大。将负刚度结构和正刚度结构并联在一起,导向块146就会出现零刚度特性,此时导向块146会在一定的位移区域内,所施加的力会保持一个定值,从而实现恒力抛光的目的。
需要说明的是,斜臂梁1442和薄壁梁1444可采用柔性铰链的形式,其中,柔性铰链可采用直圆型、椭圆型、直角型、抛物线型和双割线型等形式,柔性铰链利用了弹性材料微小角变形及其自回复的特性而具有许多优点,如:运动平稳、无需润滑、无回退空程、无摩擦和高精度等。有利于提升恒力抛光机构100使用时的可靠性,并简化结构形式。
如图3和图4所示,薄壁梁1444位于两斜臂梁1442之间,薄壁梁1444包括与导向块146连接的第一连接部1444a、与支撑架142连接的第二连接部1444b,以及呈迂回设置且连接第一连接部1444a和第二连接部1444b的支撑部1444c。
具体的,薄壁梁1444一般指截面的最大尺寸远小于纵向尺寸的梁,斜臂梁1442与薄壁梁1444可根据实际需要,设置不同的形式,以保证所需的压力和精度。示例的,薄壁梁1444的支撑部1444c可以根据实际需要设置迂回的圈数和相互间的间隔距离,以和斜臂梁1442相匹配,共同组成零刚度以输出恒力。采用上述方式,能够更精准的控制恒力输出的大小,使得控制精度在1N之内。
如图3所示,零刚度梁144以导向块146为对称中心分别设置在导向块146的相对两侧。这样一来,使得导向块146的受力更加均衡,有利于提升导向块146受力后运动方向的稳定性,保证输出恒力的可靠性。
如图1所示,基座122和导向块146之间设置有直线滑轨,直线滑轨包括设置在基座122上的滑块124,以及设置在导向块146上的导轨126,导轨126的延伸方向与垂直于抛光面132的方向一致。
具体的,采用上述形式,当抛光件130与工件之间接触时,导向块146受力会沿垂直于抛光面132的方向运动,避免在恒力机构140侧向运动时使导向块146受侧向力发生偏移,从而通过直线滑轨抵消侧向力。可以理解的,在本申请的可选实施例中,也可以将滑块124设置在导向块146上,将导轨126设置在基座122上,只要能够保证所需的滑动要求即可。
如图2所示,在本申请的可选实施例中,基座122上设置有至少一个平衡块128。示例的,在两基座122上可分别设置一平衡块128,以使恒力传动组件120的质心在转动轴线上,从而使恒力抛光机构100在运动时更加平稳。也可以将平衡块128在基座122上分散设置多个,只要能够保证恒力传动组件120的质心在转动轴线上即可。
如图1和图2所示,恒力抛光机构100还包括轴套150,驱动件110的输出轴112通过轴套150与恒力机构140连接。
具体的,驱动件110的输出轴112和轴套150的内圈对应设置有相互配合的轴扁位,以使输出轴112与轴套150之间稳定连接,避免产生相对转动。同时,轴套150的外圈与恒力机构140的支撑架142上的安装孔1422连接,以形成所需的连接关系。可以理解的,轴套150也可以与连接法兰焊接形成连接件,使套筒通过连接法兰与恒力机构140的支撑架142连接。
在本申请的可选实施例中,抛光件130的抛光面132设置有砂纸。这样一来,可以通过砂纸对工件进行抛光打磨,有利于避免对抛光件130的磨损,从而提升抛光件130的使用寿命,具体使用过程中,可以根据要加工表面粗糙度的不同设置不同目数的砂纸,以满足抛光要求。可以理解的,抛光件130可以根据工件的属性设置不同的形式,示例的,抛光件130可设置为砂轮、树脂或海绵等。
本申请实施例还公开了一种抛光设备,包括位移传动组件,以及前述实施例中的恒力抛光机构100,位移传动组件上设置有至少一个恒力抛光机构100。在对工件表面进行打磨抛光时,可以通过位移传动组件移动抛光处的位置,另外,当在位移传动组件上设置多个恒力抛光机构100时,可通过安装座160与位移传动组件连接,需要注意的是,恒力抛光机构100抛光的基准面需要一致,在进一步提升工作效率的前提下,以保证输出恒力的稳定性。该抛光设备包含与前述实施例中的恒力抛光机构100相同的结构和有益效果。恒力抛光机构100的结构和有益效果已经在前述实施例中进行了详细描述,在此不再赘述。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
- 一种恒力抛光机构及抛光设备
- 一种抛光工件轴抛光压力自动补偿机构及抛光设备