丝印网版的制版方法
文献发布时间:2023-06-19 11:44:10
技术领域
本发明属于丝印网版的制版技术领域,尤其涉及丝印网版的制版方法。
背景技术
在太阳能电池接触电极的制造中,一般使用丝网印刷技术在硅片上印刷金属浆料烧结而成。当硅片直接放在带有栅状电极模版的丝网下面时,丝网印刷金属浆料在刮刀的挤压下穿过丝网中间的网孔,印刷到硅片上。丝网上的模版把一部分丝网小孔封住使得金属浆料不能穿过丝网,而只有栅状电极图像部分能穿过,从而在硅片上印刷出电极图案,再经烘干、烧结工序完成电极制作。丝印网版广泛应用于光伏行业的晶体硅太阳能电池电极的印刷,具有对不同硅片表面结构适应性强、厚膜印刷增加导电、立体感好、成本低、产能高等优点。
丝印网版的常见制版方法有直接制版法、手工刻漆膜法、感光制版法,由于直接制版法和手工刻漆膜法精度不够高,在太阳能电极丝网制版中一般采用感光制版法。感光制版法的流程一般是涂布好感光胶的丝网贴底片经过曝光、显影等工序制成。目前感光制版法有很多不足之处,比如存在着制造步骤过长、成本高等问题。
发明内容
基于此,有必要提供一种丝印网版的制版方法,以简化制版流程、提高制版效率并降低成本。
本发明提供一种丝印网版的制版方法,该方法包括以下步骤:
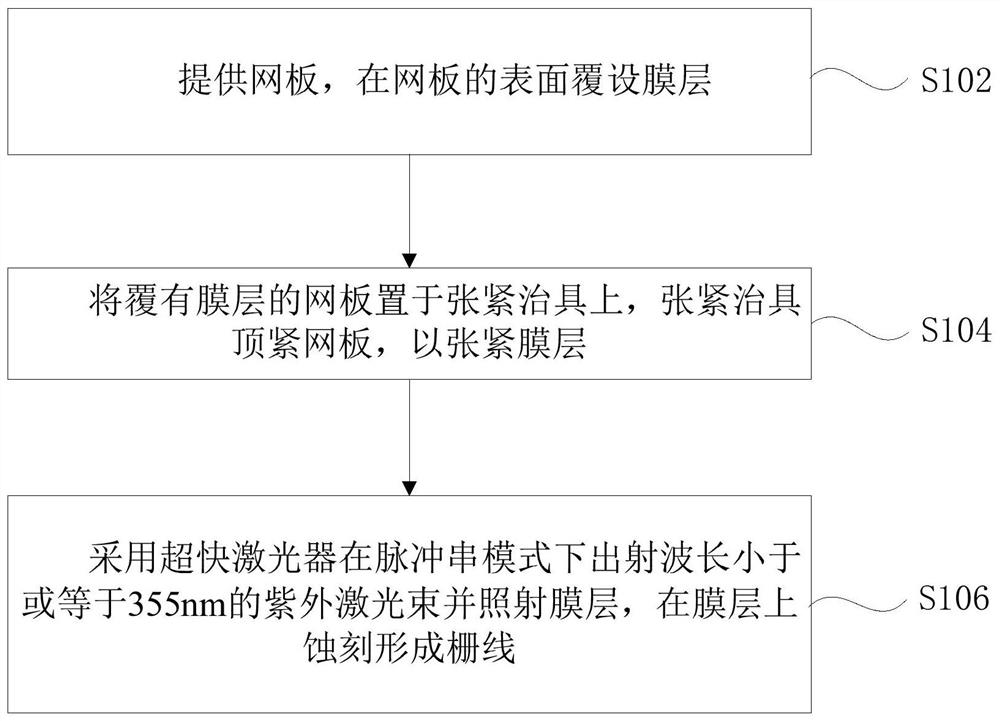
步骤S102,提供网板,在所述网板的表面覆设膜层;
步骤S104,将覆有所述膜层的所述网板置于张紧治具上,所述张紧治具顶紧所述网板,以张紧所述膜层;
步骤S106,采用超快激光器在脉冲串模式下出射波长小于或等于355nm的紫外激光束并照射所述膜层,在所述膜层上蚀刻形成栅线。
在其中一个实施例中,所述步骤S102中,所述膜层由涂覆于所述网板表面的感光胶固化形成。
在其中一个实施例中,所述步骤S102中,所述膜层为PI膜及胶层,所述PI膜通过所述胶层粘结于所述网板上。
在其中一个实施例中,所述步骤S102中,所述网板包括金属网框以及设置于所述金属网框上的塑料膜,所述步骤S102进一步包括步骤:
步骤S1021,提供金属网框,并在所述金属网框上设置塑料膜;
步骤S1022,在所述塑料膜上设置金属丝网并绷紧;
步骤S1023,在所述金属丝网的表面涂覆胶水,并将所述PI膜贴附于所述金属丝网上所涂覆胶水的一侧;
步骤S1024,待所述胶水固化,形成所述胶层。
在其中一个实施例中,所述步骤S1022之后,且在所述步骤S1023之前,还包括步骤:
步骤S202,测试所述金属丝网的张力,并调整所述塑料膜对所述金属丝网的绷紧程度,直至所述金属丝网的张力达到预设张力值;
步骤S204,对所述金属丝网进行脱脂处理并干燥。
在其中一个实施例中,所述步骤S106中,紫外激光束聚焦于所述PI膜及胶层,在所述PI膜上形成第一切槽,在所述胶层上形成第二切槽,所述第一切槽和所述第二切槽相连通且槽壁平滑接合,形成所述栅线。
在其中一个实施例中,所述步骤S106中,所述超快激光器为紫外皮秒激光器、紫外飞秒激光器或深紫外激光器。
在其中一个实施例中,所述步骤S106中,所述超快激光器所出射的紫外激光束对所述膜层进行加工时,扫描速度为1000mm/s~3000mm/s,填充间距0.004mm~0.010mm。
在其中一个实施例中,所述步骤S106中,所述超快激光器所出射的紫外激光束对所述膜层进行加工时,激光脉冲重复频率为500KHz~1000KHz,脉冲串包络中的子脉冲数量为1~4。
在其中一个实施例中,所述超快激光器的外部光路配置有高倍扩束整形器、平顶光束整形器或者M型光束整形器,以进行激光整形。
本发明的丝印网版的制版方法,采用超快激光器在脉冲串模式下出射波长小于或等于355nm的紫外激光束并照射膜层,在膜层上蚀刻形成栅线。这种方法不需要更换底片,简化制版流程,提高制版效率,同时超快激光器在脉冲串模式下出射激光束的加工方式,能够尽量减小对金属丝网的损伤,从而延长金属丝网使用寿命,降低成本。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他实施例的附图。
图1为一实施例的丝印网版的制版方法的步骤流程示意图;
图2为一实施例的丝印网版的制版方法中,网板的结构示意图;
图3为一实施例的丝印网版的制版方法中,网板的金属丝网上通过胶层覆设PI膜时的结构示意图;
图4为图3示出的金属丝网上通过胶层覆设PI膜时,激光刻蚀PI膜及胶层的示意图;
图5为一实施例的丝印网版的制版方法中,提供网板并在网板的表面覆设膜层的步骤流程示意图;
图6为一实施例的丝印网版的制版方法中,对金属丝网进行预处理的步骤流程示意图。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“内”、“外”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
结合图1和图3所示,本发明实施例提供的一种丝印网版的制版方法,该方法包括以下步骤:
步骤S102,提供网板10,在网板10的表面覆设膜层20。
网板10作为支撑载体,能够较好的对膜层20起到较好的支撑效果,以便后续对膜层20加工时,膜层20不会移位,以确保加工精度。
结合图2所示,网板10包括金属网框11以及设置于金属网框11上的塑料膜12,塑料膜12中部位置设有金属丝网13,利用塑料膜12的弹性将金属丝网13张紧在金属网框11上,以满足对金属丝网13的张紧程度进行调整的需要,以便金属丝网13以合适的张紧力承托待加工的膜层20。
步骤S104,将覆有膜层20的网板10置于张紧治具(图未示出)上,张紧治具顶紧网板10,以张紧膜层20。
结合图3所示,膜层20覆设在金属丝网13上,从而在需要对膜层20进行加工时,可以将网板10的金属丝网13张紧,以使得膜层20不出现褶皱或移位,从而确保加工精度。
步骤S106,采用超快激光器在脉冲串模式下出射波长小于或等于355nm的紫外激光束30并照射膜层20,在膜层20上蚀刻形成栅线23(参阅图4所示)。
采用超快激光器在脉冲串模式下出射波长小于或等于355nm的紫外激光束30并照射膜层20,在膜层20上蚀刻形成栅线23,所获得的栅线23的宽度较窄,从而减小电池发射区的重掺杂浓度,同时,单位面积内能够加工出更多,也即栅线23的数量增多、密度增加,这将有助于减慢电池的表面复合速率,改善短波光谱响应,增大电池的开路电压和短路电流,从而提高太阳能电池光电转换效率。
此外,这种方法只需要在超快激光器中设置相应的激光加工参数,例如,激光加工路径或激光功率等,而不需要更换底片,简化制版流程,提高制版效率。而超快激光器采用脉冲串模式出射激光束,激光能量以多个能量较低的脉冲串形式出射,从而在对膜层20进行激光加工时,可以避免激光灼伤承托膜层20的金属丝网13,也即尽量减小对金属丝网13的损伤,从而延长金属丝网13使用寿命,降低成本。
在一些实施方式中,膜层20可以是由涂覆于网板10表面的感光胶固化形成。在其他实施方式中,结合图3所示,膜层20也可以包括PI膜21及胶层22,PI膜21通过胶层22粘结于网板10上。本申请的实施例中,对膜层20的材料要求较灵活,具体地,该实施例中,采用超快激光器对膜层20进行加工,也就是说,膜层20只要能够适应超快激光器所出射的激光加工需要即可。
下面以膜层20包括PI膜21及胶层22为例,对步骤S102作进一步说明。
结合图5所示,步骤S102进一步包括步骤:
步骤S1021,提供金属网框11,并在金属网框11上设置塑料膜12。
金属网框11作为撑开塑料膜12的载体,其刚性较强,不易变形,从而在塑料膜12固定在金属网框11上时,能够获得稳定的张紧力,从而有利于在塑料膜12上设置金属丝网13,即下述步骤。
步骤S1022,在塑料膜12上设置金属丝网13并绷紧。
由于金属丝网13时通过塑料膜12张紧在金属网框11上,从而塑料膜12能够为金属丝网13提供良好张力,此外,塑料膜12具有一定的变形性能,以适应金属丝网13在张紧治具的抵顶下的张紧需要,避免金属丝网13绷的过紧,长期使用容易变形,影响后续激光刻蚀的精度。
步骤S1023,在金属丝网13的表面涂覆胶水,并将PI膜21贴附于金属丝网13上所涂覆胶水的一侧。
步骤S1024,待胶水固化,形成胶层22。
胶水可以是UV胶,在紫外光的照射下,能够快速的固化,以将PI膜21稳定地粘接在金属丝网13上。
在一些实施例中,步骤S1022之后,且在步骤S1023之前,还包括对金属丝网13进行预处理的步骤,结合图6所示,该步骤具体包括:
步骤S202,测试金属丝网13的张力,并调整塑料膜12对金属丝网13的绷紧程度,直至金属丝网13的张力达到预设张力值。
该步骤S202中,预设张力可是根据待激光蚀刻的膜层20的材料进行设置,例如,采取PI膜21时,需要利用张紧后的金属丝网13对PI膜21进行固定,以确保激光对PI膜21的刻蚀精度,从而通过对金属丝网13的张力进行测试,并将金属丝网13控制在合适的绷紧程度,即能够适应对PI膜21的稳定支撑需要,同时,避免金属丝网13绷得过紧而发生变形,不利于长期加工时的精度。
步骤S204,对金属丝网13进行脱脂处理并干燥。
通过脱脂,金属丝网13表面的油脂杂质将被去除,从而能够确保金属丝网13表面洁净,以便后续胶水将PI膜21稳定地粘接在金属丝网13上,避免PI膜21从金属丝网13脱落或移位,影响激光蚀刻栅线23的精度。
在一些实施例中,步骤S106中,紫外激光束30聚焦于PI膜21及胶层22,在PI膜21上形成第一切槽23a,在胶层22上形成第二切槽23b,第一切槽23a和第二切槽23b相连通且槽壁平滑接合,形成栅线23。
需要说明的是,由于紫外激光束30对PI膜21和胶层22进行激光加工时,紫外激光的聚焦点位于PI膜21和胶层22上,从而使得所加工的栅线23能够做得更窄,例如,采取激光加工出的栅线23的线宽能够做到15μm以下。
在一些实施例中,步骤S106中,超快激光器为紫外皮秒激光器、紫外飞秒激光器或深紫外激光器。这些紫外激光器发出的波长足够小,从而维持低激光能量对膜层20进行刻蚀,避免灼伤承托膜层20的金属丝网13,以有效延长金属丝网13的使用寿命,降低耗材成本。以加工PI膜21获得具有栅线23的丝印网版为例,超快激光刻蚀PI膜21材料形成栅线23,使用PI膜21的丝印网版其使用寿命更长,印刷次数可达8-10万次以上。
需要特别指出的是,采用超快激光器出射紫外激光在PI膜21上蚀刻的作用机理是利用了光化学原理和等离子体蚀除原理。具体低,超快激光器在脉冲串模式下出射波长小于或等于355nm的紫外激光束30属于短波长激光,短波长激光在作用在PI膜21时,可以将PI膜21的材料中的C-C键和C-N键打断,实现对材料的分解。此外,超快激光器在脉冲串模式下,其出射的激光束具有峰值能量高的特点,在作用于材料时可以直接将材料气化,且由于短波长、短脉宽的激光热效应小,从而可以保证加工的边缘平整锐利,进而刻蚀获得的栅线23精度较高。
步骤S106中,超快激光器所出射的紫外激光束30对膜层20进行加工时,扫描速度为1000mm/s~3000mm/s,比如1000mm/s、1500mm/s或3000mm/s;填充间距0.004mm~0.010mm,比如0.004mm、0.006mm、0.008mm或0.01mm。在上述加工参数下,膜层20上形成的栅线23宽度小,且金属丝网13不易被灼伤。
在一些实施例中,步骤S106中,超快激光器所出射的紫外激光束30对膜层20进行加工时,激光脉冲重复频率为500KHz~1000KHz,比如500KHz、600KHz、700KHz、800KHz、900KHz或1000KHz。脉冲串包络中的子脉冲数量为1~4,较佳的,脉冲串包络2或3个子脉冲。将激光能量以多个低能量的子脉冲的形式出射,能够减少加时局部激光能量过高而难以控制加工槽线宽度的情况,继而提高在膜层20上刻蚀得到的槽线的加工精度,且这种形式能够减少激光对金属丝网13的损伤,有效延长金属丝网13使用寿命,降低成本。
超快激光器的外部光路配置有高倍扩束整形器、平顶光束整形器或者M型光束整形器,以进行激光整形,形成合适光斑对膜层20进行蚀刻。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 丝印网版的制版工艺及其网版
- 一种丝印网版激光制版机