一种回力车生产用检测装置
文献发布时间:2023-06-19 11:44:10
技术领域
本发明涉及一种检测装置,尤其涉及一种回力车生产用检测装置。
背景技术
回力车的后胎连接的轴与回力齿轮内的齿轮固定相连,当手向后对车做功时,后轮向后旋转,通过轴传递力给回力齿轮做功,齿轮带动回力齿轮结构(弹簧结构或橡皮筋结构),将手做的动能转化为势能,例如橡皮筋旋转拉长或弹簧压缩等。
当玩具厂家制作回力车时,在制作完后会对回力车的回力齿轮机构进行质检,其质检的方法是,手动按压着回力车往后移动,后轮向后旋转,回力齿轮进行做功,然后松开回力车,通过回力齿轮机构会带动后轮向前旋转,带动回力车向前移动,从而来检测回力车是否合格,当回力车的回力齿轮机构做功后不会带动后轮向前旋转则为不合格,人工检测回力车,工作强度较大,需要手动拿取需要检测的回力车进行检测。
基于上述对回力车进行检测时,需要手动拿取回力车,然后再手动对其进行检测,最后还需手动将不合格的回力车挑出,因此需要设计一种对回力车自动检测、需要检测的回力车可以自动放置和不合格的回力车自动推出的回力车生产用检测装置。
发明内容
为了克服以上对回力车进行检测时,需要手动拿取回力车,然后再手动对其进行检测,最后还需手动将不合格的回力车挑出的缺点,本发明的技术问题是:提供一种对回力车自动检测、需要检测的回力车可以自动放置和不合格的回力车自动推出的回力车生产用检测装置。
一种回力车生产用检测装置,包括有:支撑板和支撑架,所述支撑板底部设有三个所述支撑架;支撑座,所述支撑座设置在所述支撑板的一侧中部;伺服电机,所述伺服电机设置在所述支撑座一侧;移动机构,所述移动机构设置在所述支撑板顶部远离所述支撑座的一侧;按压机构,所述按压机构设置在所述支撑板顶部远离所述移动机构的一侧;推料机构,所述推料机构设置在所述支撑座顶部,所述推料机构的部件与所述支撑板连接。
进一步说明,移动机构包括有:导向轨道,所述导向轨道设置在所述支撑板顶部远离所述支撑座的一侧;滑动套,所述滑动套滑动式设置在所述导向轨道中;按压筒,所述按压筒滑动式设置在所述滑动套中;固定座,所述固定座设置在所述滑动套顶部;拉伸弹簧,所述拉伸弹簧设置在所述按压筒顶部与所述固定座之间;压缩弹簧,所述压缩弹簧连接在所述滑动套与所述导向轨道的轨道右壁之间。
进一步说明,按压机构包括有:滑杆,所述滑杆横向对称设置在所述支撑板顶部;第一滑套,所述第一滑套均滑动式设置在所述滑杆上;滑动杆,所述滑动杆连接在所述第一滑套之间;第二滑套,所述第二滑套滑动式设置在所述滑动杆上;压杆,所述压杆设置在所述第二滑套靠近所述按压筒的一侧,所述压杆与所述按压筒配合;转轴,所述转轴转动式设置在所述支撑座上部,所述转轴一端与所述伺服电机的输出轴连接;第三滑套,所述第三滑套设置在所述转轴远离所述伺服电机的一侧;滑轴,所述滑轴滑动式设置在所述第三滑套中,所述滑轴一侧与所述第二滑套转动式连接;第一弹簧,所述第一弹簧连接在所述滑轴与所述第三滑套之间。
进一步说明,推料机构包括有:安装板,所述安装板设置在所述支撑座顶部;第一缸体,所述第一缸体设置在所述安装板后侧中部;第一活塞,所述第一活塞滑动式设置在所述第一缸体下侧;顶板,所述顶板设置在所述第一活塞底端;第二弹簧,所述第二弹簧连接在所述顶板与所述第一缸体之间;第二缸体,所述第二缸体设置在所述支撑板顶部一侧;第二活塞,所述第二活塞滑动式设置在所述第二缸体前侧;液压管道,所述液压管道连接在所述第二缸体一侧与第一缸体顶部之间;固定套,所述固定套均设置在所述支撑座一侧下部与安装板一侧上部;凸轮,所述凸轮设置在所述转轴靠近所述伺服电机的一侧,所述凸轮与所述顶板配合。
进一步说明,还包括有:电动推杆,所述电动推杆设置在所述支撑板顶部靠近所述导向轨道的一侧;推板,所述推板设置在所述电动推杆的伸缩杆末端;下料斗,所述下料斗设置在所述支撑板左侧,所述下料斗位于所述推板远离所述导向轨道的一侧。
进一步说明,还包括有:安装座,所述安装座横向对称设置在所述支撑板底部;挡板,所述挡板转动式设置在所述安装座之间;扭力弹簧,所述扭力弹簧均连接在两侧所述安装座与挡板之间。
有益效果为:本发明达到了回力车的自动检测、需要检测的回力车自动放置和不合格的回力车自动推出的效果。
开启伺服电机,压杆会带动着按压筒按压着回力车往右侧拉后再向上移动松开,以此来检测回力车是否合格,实现了自动回力车的自动检测。
当上个回力车被检测完,电动推杆运作会带动最右侧的一个回力车向后侧移动至按压筒的下方进行检测,而不合格的回力车则会被第一活塞推出。
附图说明
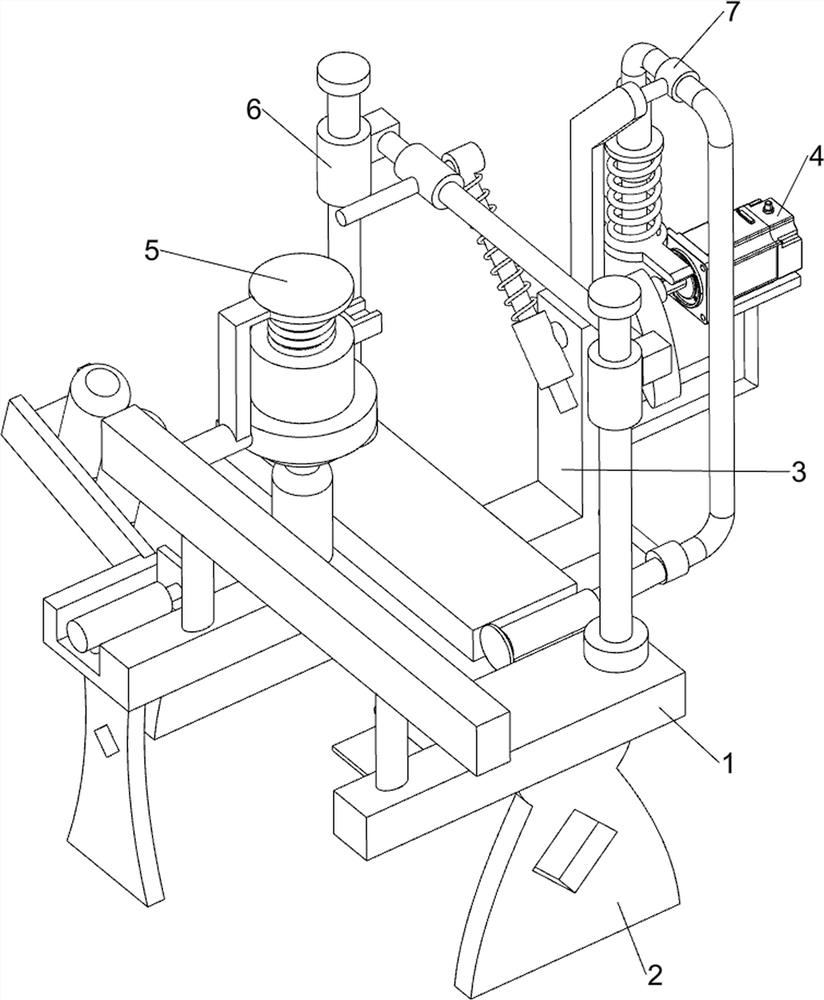
图1为本发明的立体结构示意图。
图2为本发明机构移动机构的立体结构示意图。
图3为本发明按压机构的立体结构示意图。
图4为本发明推料机构的立体结构示意图。
图5为本发明的部分立体结构示意图。
图中零部件名称及序号:1-支撑板,2-支撑架,3-支撑座,4-伺服电机,5-移动机构,50-导向轨道,51-滑动套,52-按压筒,53-固定座,54-拉伸弹簧,55-压缩弹簧,6-按压机构,60-滑杆,61-第一滑套,62-滑动杆,63-第二滑套,64-压杆,65-转轴,66-第三滑套,67-滑轴,68-第一弹簧,7-推料机构,70-安装板,71-第一缸体,72-第一活塞,73-顶板,74-第二弹簧,75-第二缸体,76-第二活塞,77-液压管道,78-固定套,79-凸轮,8-电动推杆,9-推板,10-下料斗,11-安装座,12-挡板,13-扭力弹簧。
具体实施方式
下面结合附图详细说明本发明的优选技术方案。
实施例1
一种回力车生产用检测装置,如图1、图2、图3和图4所示,包括有支撑板1、支撑架2、支撑座3、伺服电机4、移动机构5、按压机构6和推料机构7,支撑板1底部设有三个支撑架2,支撑板1后侧中部设有支撑座3,支撑座3后侧设有伺服电机4,支撑板1顶部前侧设有移动机构5,支撑板1顶部后侧设有按压机构6,支撑座3上设有推料机构7,推料机构7的部件与支撑板1连接,伺服电机4的输出轴与按压机构6的部件连接。
移动机构5包括有导向轨道50、滑动套51、按压筒52、固定座53、拉伸弹簧54和压缩弹簧55,支撑板1顶部前侧设有导向轨道50,导向轨道50中滑动式设有滑动套51,滑动套51与导向轨道50的轨道右壁之间连接有压缩弹簧55,滑动套51中滑动式设有按压筒52,滑动套51顶部设有固定座53,按压筒52顶部与固定座53之间连接有拉伸弹簧54。
按压机构6包括有滑杆60、第一滑套61、滑动杆62、第二滑套63、压杆64、转轴65、第三滑套66、滑轴67和第一弹簧68,支撑板1顶部左右对称设有滑杆60,滑杆60位于导向轨道50后侧,滑杆60上均滑动式设有第一滑套61,第一滑套61之间连接有滑动杆62,滑动杆62上滑动式连接有第二滑套63,第二滑套63前侧设有压杆64,支撑座3上部转动式设有转轴65,转轴65后端与伺服电机4的输出轴连接,转轴65前端设有第三滑套66,第三滑套66中滑动式设有滑轴67,滑轴67左侧与第三滑套66之间连接有第一弹簧68,滑轴67左侧与第二滑套63转动式连接。
推料机构7包括有安装板70、第一缸体71、第一活塞72、顶板73、第二弹簧74、第二缸体75、第二活塞76、液压管道77、固定套78和凸轮79,支撑座3顶部设有安装板70,安装板70后侧中部设有第一缸体71,第一缸体71下侧滑动式设有第一活塞72,第一活塞72下端设有顶板73,顶板73与第一缸体71之间连接有第二弹簧74,支撑板1顶部右后侧设有第二缸体75,第二缸体75前侧滑动式设有第二活塞76,第二缸体75后侧与第一缸体71顶部之间连接有液压管道77,支撑座3右侧下部与安装板70后侧上部均设有固定套78,液压管道77通过固定套78支撑固定,转轴65后侧设有凸轮79,凸轮79与顶板73配合。
当需要对回力车进行检测时,将需要检测的回力车放置在支撑板1上的检测位置,然后启动伺服电机4,伺服电机4的输出轴转动带动转轴65转动,转轴65转动通过第三滑套66带动滑轴67转动,滑轴67向下转动通过第二滑套63带动滑动杆62、压杆64和第一滑套61向下移动,压杆64向下移动与按压筒52接触带动其向下移动,拉伸弹簧54被拉伸,按压筒52向下移动与需要检测的回力车接触,并对其进行按压,然后滑轴67向右侧转动通过带动第二滑套63向右侧移动,第二滑套63向右侧移动通过压杆64带动按压筒52和滑动套51向右侧移动,压缩弹簧55被压缩,按压筒52向右侧移动按压回力车向右侧移动,回力车向右侧移动时,回力车内的回力齿轮做功产生势能,滑轴67随后向上转动带动压杆64向上移动,压杆64向上移动与按压筒52脱离接触,拉伸弹簧54先复位带动按压筒52向上移动复位,按压筒52不再按压回力车,压缩弹簧55复位带动滑动套51和按压筒52向左侧移动复位,随后回力车内的回力齿轮所产生的势能释放带动回力车直线向左侧移动,如果回力车质量不行则不会往前移动,转轴65带动滑轴67向上转动的同时,会带动凸轮79向上转动与顶板73接触,通过顶板73推动第一活塞72向上移动,第二弹簧74被压缩,第一活塞72向上移动通过液压挤压着第二活塞76向前移动,第二活塞76向前移动将不合格的回力车推出,凸轮79继续转动与顶板73脱离接触,第二弹簧74复位带动第一活塞72向下移动复位,第一活塞72向下移动复位通过液压带动第二活塞76向下移动复位,当滑轴67向水平位置转动时,滑轴67会逐渐向内侧移动,第一弹簧68逐渐被压缩,滑轴67转离水平位置时,第一弹簧68复位带动滑轴67逐渐向外侧移动,然后再将需要检测的回力车放置在支撑板1上的检测位置,以此往复,即可不停的对回力车进行检测,检测完毕后,关闭伺服电机4。
实施例2
在实施例1的基础之上,如图5所示,还包括有电动推杆8、推板9和下料斗10,支撑板1顶部左前侧设有电动推杆8,电动推杆8的伸缩杆末端设有推板9,支撑板1左侧前部设有下料斗10,下料斗10位于推板9的左侧。
还包括有安装座11、挡板12和扭力弹簧13,支撑板1底部左右对称设有安装座11,安装座11位于支撑板1底部右侧,安装座11之间转动式设有挡板12,两侧安装座11与挡板12之间均连接有扭力弹簧13。
开启伺服电机4前,先将需要检测的回力车放置在下料斗10中,合格的回力车被推出后或者合格的回力车移出后,启动电动推杆8,电动推杆8的伸缩杆向后移动通过推板9推动下料斗10最右侧需要检测的回力车移动到按压筒52下方,进行回力车的自动放置。
在第二活塞76将不合格的回力车推出时,会掉落在挡板12上,回力车的重力压着挡板12向下转动,扭力弹簧13变形,回力车从挡板12上滑落后,扭力弹簧13复位带动挡板12复位,回力车在被推出后通过挡板12进行缓冲掉落,不会直接掉落,不易对回力车造成损坏。
应当理解,以上的描述仅仅用于示例性目的,并不意味着限制本发明。本领域的技术人员将会理解,本发明的变型形式将包含在本文的权利要求的范围内。
- 一种回力车生产用检测装置
- 一种磁铁回力玩具车