门窗合页全自动生产线
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及一种门窗合页,特别涉及一种门窗合页全自动生产线。
背景技术
门窗合页是一种家装材料,目前市面上常见的门窗合页为两折式,由框合页与扇合页组成,是连接物体两个部分并能使之活动的部件;传统的门窗合页在生产时分别在框合页与扇合页的销轴孔座内装上轴套,并由销轴连接框合页与扇合页,最后在两端安装端盖;目前门窗合页的生产厂家在生产门窗合页时大多是采用人工方式进行生产,但是这种方式不但生产效率低、工作强度大、次品率高,极大影响了企业的生产效率。
发明内容
本发明的目的在于解决现有技术的不足,本发明提供了一种结构简单、设计合理、生产效率高、工作强度低、次品率低的门窗合页全自动生产线。
本发明解决其技术问题所采用的技术方案是:一种门窗合页全自动生产线,包括主机架,所述主机架上设有控制箱、主传送带,所述主机架在主传送带上依次设有框合页上料装置、框合页轴套组装装置、框扇合页组合装置、装销轴装置、端盖组装装置、成品取出装置和输出输送带,所述主机架在主传送带上的框合页轴套组装装置处设有与主传送带相平行的副传送带,所述主机架在副传送带上依次设有扇合页上料装置、扇合页轴套组装装置,所述主传送带与副传送带均由电机带动在主机架上传动;
所述主传送带上设有若干个用于定位组装框合页与扇合页的第一工装,所述副传送带上设有若干个用于定位扇合页的第二工装;
所述扇合页轴套组装装置包括扇合页轴套震动送料盘、扇合页轴套送料槽、扇合页轴套安装导轨、扇合页轴套安装机械手,所述扇合页轴套震动送料盘设置于主机架上,所述扇合页轴套震动送料盘的输出端并排设置有两条扇合页轴套送料槽,所述主机架在两条扇合页轴套送料槽的输出端均设置有扇合页轴套翻转机构,所述主机架在扇合页轴套翻转机构上侧与副传送带上侧之间设有扇合页轴套安装导轨、扇合页轴套安装机械手;
所述装销轴装置包括销轴料仓、销轴送料机构、销轴放置槽、销轴安装机构、销轴安装槽,所述销轴料仓设置于主机架上,所述销轴料仓的下端连接销轴送料机构,所述主机架在销轴送料机构上侧设有销轴放置槽、销轴安装槽、用于将销轴放置槽内的销轴安装在主传送带的第一工装上的框合页与扇合页上的销轴安装机构;
所述端盖组装装置包括端盖震动送料盘、端盖送料槽、端盖安装导轨、端盖安装机械手,所述端盖震动送料盘设置于主机架上,所述端盖震动送料盘的输出端并排设置有两条端盖送料槽,所述主机架在端盖送料槽的输出端上侧与主传送带上侧之间设有端盖安装导轨、端盖安装机械手,端盖安装机械手同时将两条端盖送料槽上的端盖抓取安装在主传送带的第一工装上的框合页的两侧外孔内。
作为优选,所述第一工装包括框合页座本体、框合页座安装滚轮、框合页放置台、框合页定位块,所述框合页座安装滚轮设置于框合页座本体两侧且与主传送带相连接,所述框合页放置台设置于框合页座本体上表面,所述框合页定位块设置于框合页放置台的前侧,所述框合页座本体在框合页放置台与框合页定位块之间设有框合页定位槽,所述框合页放置台远离框合页定位块的一侧设有框合页放置斜面,所述框合页放置台朝向框合页定位块的一侧侧壁的中间位置处设有框合页定位凸起,所述框合页本体放置在框合页放置台的上表面,框合页的安装部放置在框合页放置斜面上,框合页的两个销轴孔座放置在框合页定位槽内且前端与框合页定位块相抵接,框合页的两个销轴孔座的后端与框合页放置台的框合页定位凸起两侧的侧壁相抵接;所述第二工装包括扇合页座本体、扇合页座安装滚轮、扇合页放置台、扇合页定位块,所述扇合页座安装滚轮设置于扇合页座本体两侧且与副传送带相连接,所述扇合页放置台设置于扇合页座本体上表面,所述扇合页定位块设置于扇合页放置台的前侧,所述扇合页座本体在扇合页放置台与扇合页定位块之间设有扇合页定位槽,所述扇合页的安装部放置在扇合页放置台的上表面,扇合页本体放置在扇合页放置台朝向扇合页定位块一侧的侧壁上,所述扇合页销轴孔座放置在扇合页定位槽内且与扇合页定位块相抵接。
作为优选,所述框合页上料装置设置于主传送带的输入端一侧,所述框合页上料装置包括框合页送料传送带、框合页放料槽、框合页推料导轨、框合页推料头、框合页过渡输送槽、框合页过渡盘、框合页上料导轨、框合页上料机械手,所述框合页送料传送带上均匀设置有若干条框合页放料槽,所述框合页送料传送带由框合页送料电机、框合页送料主动轴、框合页送料从动轴、框合页送料链轮、框合页送料链条组成,所述框合页送料电机设置于主机架上,所述框合页送料主动轴与框合页送料电机的输出轴相连接,所述框合页送料主动轴、框合页送料从动轴上设有若干个框合页送料链轮,所述框合页送料主动轴、框合页送料从动轴上的框合页送料链轮通过框合页送料链条相连接,所述框合页放料槽设置于框合页送料链条上且与框合页送料主动轴相平行;所述主机架在框合页送料传送带的内侧上方设有框合页推料导轨、框合页推料头,所述框合页过渡盘由框合页过渡座、框合页过渡齿条、框合页过渡气缸组成,所述框合页过渡气缸与框合页过渡齿条相连接,所述框合页过渡齿条与框合页过渡座相连接,框合页过渡气缸通过框合页过渡齿条带动框合页过渡座来回转动;所述主机架在框合页放料槽与框合页过渡盘之间设有框合页过渡输送槽,所述主机架在框合页过渡盘上侧设有框合页上料导轨、框合页上料机械手,框合页放料槽上的框合页通过框合页推料头经框合页过渡输送槽推送至框合页过渡盘上,再由框合页上料机械手抓取后放置在主传送带的第一工装上。
作为优选,所述扇合页上料装置设置于副传送带的输入端一侧,所述扇合页上料装置包括扇合页送料传送带、扇合页放料槽、扇合页推料导轨、扇合页推料头、扇合页过渡输送槽、扇合页过渡盘、扇合页上料导轨、扇合页上料机械手,所述扇合页送料传送带上均匀设置有若干条扇合页放料槽,所述扇合页送料传送带由扇合页送料电机、扇合页送料主动轴、扇合页送料从动轴、扇合页送料链轮、扇合页送料链条组成,所述扇合页送料电机设置于主机架上,所述扇合页送料主动轴与扇合页送料电机的输出轴相连接,所述扇合页送料主动轴、扇合页送料从动轴上设有若干个扇合页送料链轮,所述扇合页送料主动轴、扇合页送料从动轴上的扇合页送料链轮通过扇合页送料链条相连接,所述扇合页放料槽设置于扇合页送料链条上且与扇合页送料主动轴相平行;所述主机架在扇合页送料传送带的内侧上方设有扇合页推料导轨、扇合页推料头,所述扇合页过渡盘由扇合页过渡座、扇合页过渡齿条、扇合页过渡气缸组成,所述扇合页过渡气缸与扇合页过渡齿条相连接,所述扇合页过渡齿条与扇合页过渡座相连接,扇合页过渡气缸通过扇合页过渡齿条带动扇合页过渡座来回转动;所述主机架在扇合页放料槽与扇合页过渡盘之间设有扇合页过渡输送槽,所述主机架在扇合页过渡盘上侧设有扇合页上料导轨、扇合页上料机械手,扇合页放料槽上的扇合页通过扇合页推料头经扇合页过渡输送槽推送至扇合页过渡盘上,再由扇合页上料机械手抓取后放置在副传送带的第二工装上。
作为优选,所述框合页轴套组装装置包括框合页轴套震动送料盘、第一框合页轴套送料槽、第二框合页轴套送料槽、第一框合页轴套安装导轨、第二框合页轴套安装导轨、第一框合页轴套安装机械手、第二框合页轴套安装机械手,所述框合页轴套震动送料盘设置于主机架上,所述框合页轴套震动送料盘的输出端并排设置有第一框合页轴套送料槽、第二框合页轴套送料槽,所述第二框合页轴套送料槽位于第一框合页轴套送料槽的外侧,所述主机架在第一框合页轴套送料槽的输出端上侧与主传送带上侧之间设有第一框合页轴套安装导轨、用于将第一框合页轴套送料槽上的框合页轴套抓取安装在主传送带的第一工装上的框合页的内侧内孔上第一框合页轴套安装机械手,所述主机架在第二框合页轴套送料槽的输出端上侧与主传送带上侧之间设有第二框合页轴套安装导轨,所述第二框合页轴套安装导轨位于第一框合页轴套安装导轨朝向框合页上料装置一侧,所述第二框合页轴套安装导轨上设有用于将第二框合页轴套送料槽上的框合页轴套抓取安装在主传送带的第一工装上的框合页的外侧内孔上第二框合页轴套安装机械手。
作为优选,所述扇合页轴套翻转机构包括设置于主机架上的翻转板,所述翻转板上设有翻转轴,所述翻转轴朝向扇合页轴套送料槽一侧端面上设有翻转放置块,所述翻转放置块上设有用于放置扇合页轴套的翻转槽,所述翻转轴上还设有翻转摆臂,所述翻转板上设有与翻转摆臂相连接的翻转驱动气缸,翻转驱动气缸通过翻转摆臂、翻转轴带动翻转放置块与翻转槽转动,所述翻转板在翻转轴的上下两侧均设有翻转限位块,所述翻转板在翻转放置块的上侧设有用于将扇合页轴套送料槽上的扇合页轴套导入到翻转放置块的翻转槽内的导向板;所述扇合页轴套安装机械手包括设置于扇合页轴套安装导轨的扇合页轴套主滑块,所述扇合页轴套主滑块通过扇合页轴套驱动电机、扇合页轴套驱动丝杆在扇合页轴套安装导轨上滑动,所述扇合页轴套主滑块上竖直设置有扇合页轴套升降气缸、扇合页轴套竖直滑道,所述扇合页轴套竖直滑道上设有与扇合页轴套升降气缸相连接的扇合页轴套副滑块,所述扇合页轴套副滑块的两侧均水平设置有扇合页轴套抓取滑道、扇合页轴套抓取气缸,两个所述扇合页轴套抓取滑道上均设有分别与两个扇合页轴套抓取气缸相连接的扇合页轴套抓取块,两侧所述扇合页轴套抓取块上均设有用于抓取扇合页轴套翻转机构上扇合页轴套的扇合页轴套抓头;所述扇合页轴套抓头包括抓头安装部、抓头抓取部,所述抓头安装部与抓头抓取部之间设有抓头抓取定位板,所述抓头安装部上设有用于将扇合页轴套抓头安装于扇合页轴套抓取块上的抓头安装螺纹孔,所述抓头抓取部的端部呈圆台状,所述抓头抓取部上至少设有三个轴套紧固孔,所述轴套紧固孔内设有轴套紧固钢珠与轴套紧固弹簧,所述轴套紧固孔设置于扇合页轴套抓头的抓头抓取部的不同截面处,相邻两个所述轴套紧固孔之间的轴向间距与周向夹角均相同;所述扇合页轴套副滑块在两个扇合页轴套抓取块之间设有轴套安装滑槽、轴套安装气缸,所述轴套安装滑槽内设有与轴套安装气缸相连接的轴套安装压板,所述轴套安装压板的下端面设有与扇合页的销轴孔座相匹配的第一弧形槽。
作为优选,所述销轴送料机构包括销轴送料槽,所述销轴送料槽设置于销轴料仓与销轴放置槽之间,所述销轴送料槽内设有若干层用于输送销轴的组合台阶,最下一层所述组合台阶与销轴料仓相连接,最上一层所述组合台阶与销轴放置槽相连接,所述组合台阶均由动台阶、定台阶组成,所述动台阶位于定台阶朝向销轴放置槽的一侧,所述主机架在销轴送料槽的下侧设有用于控制动台阶升降的销轴送料气缸,所述组合台阶上表面均为定台阶一侧高、动台阶一侧低的连续倾斜结构,所述销轴放置槽上侧设有刮板气缸,所述刮板气缸上设有用于将最上一层组合台阶上的销轴刮到销轴放置槽内的销轴刮板;所述销轴安装机构包括销轴安装气缸、销轴安装导轨、销轴安装滑块、销轴安装顶针,所述销轴安装气缸设置于主机架上,所述销轴安装导轨与销轴放置槽平行设置,所述销轴安装滑块设置于销轴安装导轨上且与销轴安装气缸相连接,所述销轴安装顶针设置于销轴安装滑块上,所述销轴安装顶针、销轴放置槽、销轴安装槽均设置于同一直线上,所述主机架在销轴放置槽的上侧设有润滑油滴瓶;所述主机架在主传送带的第一工装上侧设有销轴安装架,所述销轴安装架上设有安装压板气缸,所述安装压板气缸的活塞杆上连接有用于框合页与扇合页在安装销轴时固定框合页与扇合页的销轴安装压板,所述销轴安装压板的下端面设有与框合页与扇合页相匹配的第二弧形槽,所述主机架在销轴安装架朝向框扇合页组合装置的一侧设有用于检测框合页与扇合页是否组装的组合检查传感器。
作为优选,所述端盖安装机械手包括端盖安装水平滑块、端盖安装竖直滑道、端盖安装竖直滑块、端盖竖直驱动气缸、辅助滑轨、辅助活动臂、辅助气缸、端盖吸头、辅助电机,所述端盖安装水平滑块设置于端盖安装导轨上,所述端盖安装导轨上设有用于驱动端盖安装水平滑块在端盖安装导轨上滑动的端盖水平驱动丝杆、端盖水平驱动电机,所述端盖安装水平滑块上设有端盖安装竖直滑道,所述端盖安装竖直滑道上设有端盖安装竖直滑块,所述端盖安装水平滑块上还设有用于驱动端盖安装竖直滑块在端盖安装竖直滑道上移动的端盖竖直驱动气缸,所述端盖安装竖直滑块上设有两条水平平行的辅助滑轨,两条所述辅助滑轨的之间设有两条辅助活动臂,所述辅助滑轨的两侧设有分别用于驱动两条辅助活动臂在辅助滑轨上滑动的辅助气缸,两条所述辅助活动臂的下端均设有用于吸取端盖的端盖吸头,两条所述辅助活动臂的下端还均设有用于控制端盖吸头水平状态与竖直状态切换的辅助电机,所述端盖安装竖直滑块在两条水平平行的辅助滑轨的外侧设有用于定位两个辅助活动臂极限位置的油压缓冲器;所述主机架在端盖安装导轨朝向主传送带输入端一侧设有端盖安装架,所述端盖安装架上往主传送带输出方向向下倾斜设置有端盖安装气缸,所述端盖安装气缸的活塞杆上设有用于在框合页的两侧外孔上安装端盖时抵接于框合页与扇合页上的端盖安装压板,所述主机架在端盖安装导轨下方的主传送带的第一工装两侧设有用于感应销轴安装的销轴检查传感器。
作为优选,所述框扇合页组合装置包括组合导轨、组合机械手,所述主机架在主传送带与副传送带之间的上侧设有组合导轨,所述组合导轨上设有将副传送带的第二工装上的扇合页抓取与主传送带上的第一工装上的框合页相组装的组合机械手;所述主机架在主传送带上的第一工装上侧设有辅助压板架、组合辅助压板,所述辅助压板架上往主传送带的输送方向向下倾斜设置有辅助压板伸缩气缸,所述组合辅助压板与辅助压板伸缩气缸的活塞杆相连接,所述辅助压板伸缩气缸控制组合辅助压板在框合页与扇合页组装时抵压在框合页上,所述组合辅助压板的上表面的端部设有用于扇合页与框合页组装的辅助斜面。
作为优选,所述成品取出装置包括取出架、取出导轨、取出机械手,所述取出架设置于主机架上,所述取出架在主传送带上方与输出输送带上方之间设有取出导轨,所述取出导轨上设有用于将主传送带的第一工装上的成品合页夹取放置到输出输送带上的取出机械手;所述主机架在主传送带、副传送带的输出端上侧均设有传送带清洁装置,所述传送带清洁装置包括清洁支架,所述清洁支架上设有与主传送带或副传送带相平行的清洁导轨、清洁驱动气缸,所述清洁导轨上设有与清洁驱动气缸相连接的清洁横板,所述清洁横板下侧两端设有清洁支板,两块所述清洁支板之间设有清洁支轴、清洁滚筒,所述清洁滚筒表面均匀设置有设有清洁毛刷,所述清洁支板上侧设有与清洁支轴传动连接的清洁电机。
本发明仅需要人工在框合页放料槽与扇合页放料槽上分别放置框合页与扇合页,然后通过控制箱控制框合页与扇合页的进料、输送、轴套安装、框合页与扇合页组装、销轴安装、端盖安装及成品出料,极大地提高了门窗合页的生产效率及合格率,降低了工作强度与人工成本;本发明具有结构简单、设计合理、生产效率高、工作强度低、次品率低等优点。
附图说明
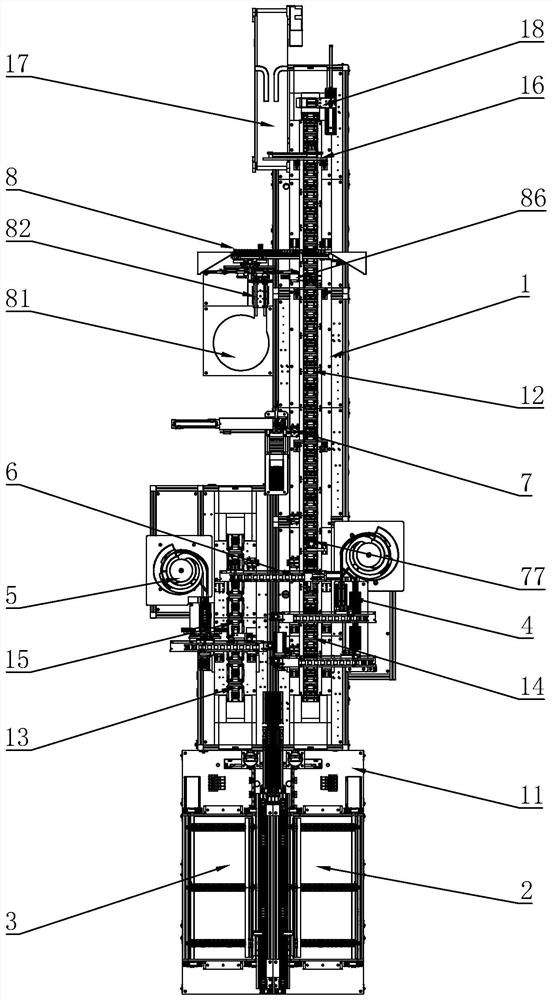
图1是本发明实施例的一种侧视图;
图2是本发明实施例的一种俯视图;
图3是本发明框合页上料装置的一种俯视图;
图4是本发明扇合页上料装置的一种俯视图;
图5是本发明框合页轴套组装装置的结构示意图;
图6是本发明扇合页轴套组装装置的结构示意图;
图7是本发明扇合页轴套安装机械手的结构示意图;
图8是本发明扇合页轴套抓头的一种主视图;
图9是本发明图8的A-A剖视图;
图10是本发明扇合页轴套抓头的一种后视图;
图11是本发明扇合页轴套翻转机构的结构示意图;
图12是本发明扇合页轴套翻转机构的一种侧视图;
图13是本发明框扇合页组合装置的结构示意图;
图14是本发明装销轴装置的结构示意图;
图15是本发明销轴安装架的结构示意图;
图16是本发明端盖组装装置的结构示意图;
图17是本发明端盖安装架的结构示意图;
图18是本发明成品取出装置的结构示意图;
图19是本发明传送带清洁装置的结构示意图;
图20是本发明第一工装的结构示意图;
图21是本发明第二工装的结构示意图。
图中:1、主机架;11、控制箱;12、主传送带;13、副传送带;14、第一工装;141、框合页座本体;142、框合页座安装滚轮;143、框合页放置台;144、框合页定位块;145、框合页定位槽;146、框合页放置斜面;147、框合页定位凸起;15、第二工装;151、扇合页座本体;152、扇合页座安装滚轮;153、扇合页放置台;154、扇合页定位块;155、扇合页定位槽;16、成品取出装置;161、取出架;162、取出导轨;163、取出机械手;17、输出输送带;18、传送带清洁装置;181、清洁支架;182、清洁导轨;183、清洁驱动气缸;184、清洁横板;185、清洁支板;186、清洁支轴;187、清洁滚筒;188、清洁毛刷;189、清洁电机;2、框合页上料装置;21、框合页送料传送带;211、框合页送料电机;212、框合页送料主动轴;213、框合页送料从动轴;214、框合页送料链轮;215、框合页送料链条;22、框合页放料槽;23、框合页推料导轨;24、框合页推料头;25、框合页过渡输送槽;26、框合页过渡盘;261、框合页过渡座;262、框合页过渡齿条;263、框合页过渡气缸;27、框合页上料导轨;28、框合页上料机械手;3、扇合页上料装置;31、扇合页送料传送带;311、扇合页送料电机;312、扇合页送料主动轴;313、扇合页送料从动轴;314、扇合页送料链轮;315、扇合页送料链条;32、扇合页放料槽;33、扇合页推料导轨;34、扇合页推料头;35、扇合页过渡输送槽;36、扇合页过渡盘;361;扇合页过渡座;362、扇合页过渡齿条;363、扇合页过渡气缸;37、扇合页上料导轨;38、扇合页上料机械手;4、框合页轴套组装装置;41、框合页轴套震动送料盘;42、第一框合页轴套送料槽;43、第二框合页轴套送料槽;44、第一框合页轴套安装导轨;45、第二框合页轴套安装导轨;46、第一框合页轴套安装机械手;47、第二框合页轴套安装机械手;5、扇合页轴套组装装置;51、扇合页轴套震动送料盘;52、扇合页轴套送料槽;53、扇合页轴套安装导轨;531、扇合页轴套驱动电机;532、扇合页轴套驱动丝杆;54、扇合页轴套安装机械手;541、扇合页轴套主滑块;542、扇合页轴套升降气缸;543、扇合页轴套竖直滑道;544、扇合页轴套副滑块;545、扇合页轴套抓取滑道;546、扇合页轴套抓取气缸;547、扇合页轴套抓取块;55、扇合页轴套翻转机构;551、翻转板;552、翻转轴;553、翻转放置块;554、翻转槽;555、翻转摆臂;556、翻转驱动气缸;557、翻转限位块;558、导向板;56、扇合页轴套抓头;561、抓头安装部;562、抓头抓取部;563、抓头抓取定位板;564、抓头安装螺纹孔;565、轴套紧固孔;566、轴套紧固钢珠;567、轴套紧固弹簧;57、轴套安装压板;571、轴套安装滑槽;572、轴套安装气缸;573、第一弧形槽;6、框扇合页组合装置;61、组合导轨;62、组合机械手;63、辅助压板架;64、组合辅助压板;65、辅助压板伸缩气缸;66、辅助斜面;7、装销轴装置;71、销轴料仓;72、销轴送料机构;721、销轴送料槽;722、组合台阶;723、动台阶;724、定台阶;725、销轴送料气缸;73、销轴放置槽;731、刮板气缸;732、销轴刮板;74、销轴安装机构;741、销轴安装气缸;742、销轴安装导轨;743、销轴安装滑块;744、销轴安装顶针;75、销轴安装槽;76、销轴安装架;761、安装压板气缸;762、销轴安装压板;763、第二弧形槽;77、组合检查传感器;78、润滑油滴瓶;8、端盖组装装置;81、端盖震动送料盘;82、端盖送料槽;83、端盖安装导轨;831、端盖水平驱动电机;832、端盖水平驱动丝杆;84、端盖安装机械手;840、油压缓冲器;841、端盖安装水平滑块;842、端盖安装竖直滑道;843、端盖安装竖直滑块;844、端盖竖直驱动气缸;845、辅助滑轨;846、辅助活动臂;847、辅助气缸;848、端盖吸头;849、辅助电机;85、端盖安装架;851、端盖安装气缸;852、端盖安装压板;86、销轴检查传感器。
具体实施方式
下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体说明。
实施例:
如图1至图2所示的一种门窗合页全自动生产线,包括主机架1,所述主机架1上设有控制箱11、主传送带12,所述主传送带12上设有若干个用于定位组装框合页与扇合页的第一工装14,所述主机架1在主传送带12上依次设有框合页上料装置2、框合页轴套组装装置4、框扇合页组合装置6、装销轴装置7、端盖组装装置8、成品取出装置16和输出输送带17,所述主机架1在主传送带12上的框合页轴套组装装置4处设有与主传送带12相平行的副传送带13,所述副传送带13上设有若干个用于定位扇合页的第二工装15,所述主机架1在副传送带13上依次设有扇合页上料装置3、扇合页轴套组装装置5,所述主传送带12与副传送带13均由电机带动在主机架1上传动,所述主机架1在主传送带12、副传送带13的输出端上侧均设有传送带清洁装置18。
如图20所示,所述第一工装14包括框合页座本体141、框合页座安装滚轮142、框合页放置台143、框合页定位块144,所述框合页座安装滚轮142设置于框合页座本体141两侧且与主传送带12相连接,所述框合页放置台143设置于框合页座本体141上表面,所述框合页定位块144设置于框合页放置台143的前侧,所述框合页座本体141在框合页放置台143与框合页定位块144之间设有框合页定位槽145,所述框合页放置台143远离框合页定位块144的一侧设有框合页放置斜面146,所述框合页放置台143朝向框合页定位块144的一侧侧壁的中间位置处设有框合页定位凸起147,所述框合页本体放置在框合页放置台143的上表面,框合页的安装部放置在框合页放置斜面146上,框合页的两个销轴孔座放置在框合页定位槽145内且前端与框合页定位块144相抵接,框合页的两个销轴孔座的后端与框合页放置台143的框合页定位凸起147两侧的侧壁相抵接。
如图21所示,所述第二工装15包括扇合页座本体151、扇合页座安装滚轮152、扇合页放置台153、扇合页定位块154,所述扇合页座安装滚轮152设置于扇合页座本体151两侧且与副传送带13相连接,所述扇合页放置台153设置于扇合页座本体151上表面,所述扇合页定位块154设置于扇合页放置台153的前侧,所述扇合页座本体151在扇合页放置台153与扇合页定位块154之间设有扇合页定位槽155,所述扇合页的安装部放置在扇合页放置台153的上表面,扇合页本体放置在扇合页放置台153朝向扇合页定位块154一侧的侧壁上,所述扇合页销轴孔座放置在扇合页定位槽155内且与扇合页定位块154相抵接。
如图3所示,所述框合页上料装置2设置于主传送带12的输入端一侧,所述框合页上料装置2包括框合页送料传送带21、框合页放料槽22、框合页推料导轨23、框合页推料头24、框合页过渡输送槽25、框合页过渡盘26、框合页上料导轨27、框合页上料机械手28,所述框合页送料传送带21上均匀设置有若干条框合页放料槽22,所述框合页送料传送带21由框合页送料电机211、框合页送料主动轴212、框合页送料从动轴213、框合页送料链轮214、框合页送料链条215组成,所述框合页送料电机211设置于主机架1上,所述框合页送料主动轴212与框合页送料电机211的输出轴相连接,所述框合页送料主动轴212、框合页送料从动轴213上设有若干个框合页送料链轮214,所述框合页送料主动轴212、框合页送料从动轴213上的框合页送料链轮214通过框合页送料链条215相连接,所述框合页放料槽22设置于框合页送料链条215上且与框合页送料主动轴212相平行;所述主机架1在框合页送料传送带21的内侧上方设有框合页推料导轨23、框合页推料头24,所述框合页过渡盘26由框合页过渡座261、框合页过渡齿条262、框合页过渡气缸263组成,所述框合页过渡气缸263与框合页过渡齿条262相连接,所述框合页过渡齿条262与框合页过渡座261相连接,框合页过渡气缸263通过框合页过渡齿条262带动框合页过渡座261来回转动;所述主机架1在框合页放料槽22与框合页过渡盘26之间设有框合页过渡输送槽25,所述主机架1在框合页过渡盘26上侧设有框合页上料导轨27、框合页上料机械手28,框合页放料槽22上的框合页通过框合页推料头24经框合页过渡输送槽25推送至框合页过渡盘26上,再由框合页上料机械手28抓取后放置在主传送带12的第一工装14上。
如图4所示,所述扇合页上料装置3设置于副传送带13的输入端一侧,所述扇合页上料装置3包括扇合页送料传送带31、扇合页放料槽32、扇合页推料导轨33、扇合页推料头34、扇合页过渡输送槽35、扇合页过渡盘36、扇合页上料导轨37、扇合页上料机械手38,所述扇合页送料传送带31上均匀设置有若干条扇合页放料槽32,所述扇合页送料传送带31由扇合页送料电机311、扇合页送料主动轴312、扇合页送料从动轴313、扇合页送料链轮314、扇合页送料链条315组成,所述扇合页送料电机311设置于主机架1上,所述扇合页送料主动轴312与扇合页送料电机311的输出轴相连接,所述扇合页送料主动轴312、扇合页送料从动轴313上设有若干个扇合页送料链轮314,所述扇合页送料主动轴312、扇合页送料从动轴313上的扇合页送料链轮314通过扇合页送料链条315相连接,所述扇合页放料槽32设置于扇合页送料链条315上且与扇合页送料主动轴312相平行;所述主机架1在扇合页送料传送带31的内侧上方设有扇合页推料导轨33、扇合页推料头34,所述扇合页过渡盘36由扇合页过渡座361、扇合页过渡齿条362、扇合页过渡气缸363组成,所述扇合页过渡气缸363与扇合页过渡齿条362相连接,所述扇合页过渡齿条362与扇合页过渡座361相连接,扇合页过渡气缸363通过扇合页过渡齿条362带动扇合页过渡座361来回转动;所述主机架1在扇合页放料槽32与扇合页过渡盘36之间设有扇合页过渡输送槽35,所述主机架1在扇合页过渡盘36上侧设有扇合页上料导轨37、扇合页上料机械手38,扇合页放料槽32上的扇合页通过扇合页推料头34经扇合页过渡输送槽35推送至扇合页过渡盘36上,再由扇合页上料机械手38抓取后放置在副传送带13的第二工装15上。
如图5所示,所述框合页轴套组装装置4包括框合页轴套震动送料盘41、第一框合页轴套送料槽42、第二框合页轴套送料槽43、第一框合页轴套安装导轨44、第二框合页轴套安装导轨45、第一框合页轴套安装机械手46、第二框合页轴套安装机械手47,所述框合页轴套震动送料盘41设置于主机架1上,所述框合页轴套震动送料盘41的输出端并排设置有第一框合页轴套送料槽42、第二框合页轴套送料槽43,所述第二框合页轴套送料槽43位于第一框合页轴套送料槽42的外侧,所述主机架1在第一框合页轴套送料槽42的输出端上侧与主传送带12上侧之间设有第一框合页轴套安装导轨44、用于将第一框合页轴套送料槽42上的框合页轴套抓取安装在主传送带12的第一工装14上的框合页的内侧内孔上第一框合页轴套安装机械手46,所述主机架1在第二框合页轴套送料槽43的输出端上侧与主传送带12上侧之间设有第二框合页轴套安装导轨45,所述第二框合页轴套安装导轨45位于第一框合页轴套安装导轨44朝向框合页上料装置2一侧,所述第二框合页轴套安装导轨45上设有用于将第二框合页轴套送料槽43上的框合页轴套抓取安装在主传送带12的第一工装14上的框合页的外侧内孔上第二框合页轴套安装机械手47。
如图6所示,所述扇合页轴套组装装置5包括扇合页轴套震动送料盘51、扇合页轴套送料槽52、扇合页轴套安装导轨53、扇合页轴套安装机械手54,所述扇合页轴套震动送料盘51设置于主机架1上,所述扇合页轴套震动送料盘51的输出端并排设置有两条扇合页轴套送料槽52,所述主机架1在两条扇合页轴套送料槽52的输出端均设置有扇合页轴套翻转机构55,所述主机架1在扇合页轴套翻转机构55上侧与副传送带13上侧之间设有扇合页轴套安装导轨53、扇合页轴套安装机械手54。
如图11至图12所示,所述扇合页轴套翻转机构55包括设置于主机架1上的翻转板551,所述翻转板551上设有翻转轴552,所述翻转轴552朝向扇合页轴套送料槽52一侧端面上设有翻转放置块553,所述翻转放置块553上设有用于放置扇合页轴套的翻转槽554,所述翻转轴552上还设有翻转摆臂555,所述翻转板551上设有与翻转摆臂555相连接的翻转驱动气缸556,翻转驱动气缸556通过翻转摆臂555、翻转轴552带动翻转放置块553与翻转槽554转动,所述翻转板551在翻转轴552的上下两侧均设有翻转限位块557,所述翻转板551在翻转放置块553的上侧设有用于将扇合页轴套送料槽52上的扇合页轴套导入到翻转放置块553的翻转槽554内的导向板558。
如图7所示,所述扇合页轴套安装机械手54包括设置于扇合页轴套安装导轨53的扇合页轴套主滑块541,所述扇合页轴套主滑块541通过扇合页轴套驱动电机531、扇合页轴套驱动丝杆532在扇合页轴套安装导轨53上滑动,所述扇合页轴套主滑块541上竖直设置有扇合页轴套升降气缸542、扇合页轴套竖直滑道543,所述扇合页轴套竖直滑道543上设有与扇合页轴套升降气缸542相连接的扇合页轴套副滑块544,所述扇合页轴套副滑块544的两侧均水平设置有扇合页轴套抓取滑道545、扇合页轴套抓取气缸546,两个所述扇合页轴套抓取滑道545上均设有分别与两个扇合页轴套抓取气缸546相连接的扇合页轴套抓取块547,两侧所述扇合页轴套抓取块547上均设有用于抓取扇合页轴套翻转机构55上扇合页轴套的扇合页轴套抓头56;所述扇合页轴套副滑块544在两个扇合页轴套抓取块547之间设有轴套安装滑槽571、轴套安装气缸572,所述轴套安装滑槽571内设有与轴套安装气缸572相连接的轴套安装压板57,所述轴套安装压板57的下端面设有与扇合页的销轴孔座相匹配的第一弧形槽573。
如图8至图10所示,所述扇合页轴套抓头56包括抓头安装部561、抓头抓取部562,所述抓头安装部561与抓头抓取部562之间设有抓头抓取定位板563,所述抓头安装部561上设有用于将扇合页轴套抓头56安装于扇合页轴套抓取块547上的抓头安装螺纹孔564,所述抓头抓取部562的端部呈圆台状,所述抓头抓取部562上至少设有三个轴套紧固孔565,所述轴套紧固孔565内设有轴套紧固钢珠566与轴套紧固弹簧567,所述轴套紧固孔565设置于扇合页轴套抓头56的抓头抓取部562的不同截面处,相邻两个所述轴套紧固孔565之间的轴向间距与周向夹角均相同。
如图13所示,所述框扇合页组合装置6包括组合导轨61、组合机械手62,所述主机架1在主传送带12与副传送带13之间的上侧设有组合导轨61,所述组合导轨61上设有将副传送带13的第二工装15上的扇合页抓取与主传送带12上的第一工装14上的框合页相组装的组合机械手62;所述主机架1在主传送带12上的第一工装14上侧设有辅助压板架63、组合辅助压板64,所述辅助压板架63上往主传送带12的输送方向向下倾斜设置有辅助压板伸缩气缸65,所述组合辅助压板64与辅助压板伸缩气缸65的活塞杆相连接,所述辅助压板伸缩气缸65控制组合辅助压板64在框合页与扇合页组装时抵压在框合页上,所述组合辅助压板64的上表面的端部设有用于扇合页与框合页组装的辅助斜面66。
如图14至图15所示,所述装销轴装置7包括销轴料仓71、销轴送料机构72、销轴放置槽73、销轴安装机构74、销轴安装槽75,所述销轴料仓71设置于主机架1上,所述销轴料仓71的下端连接销轴送料机构72,所述主机架1在销轴送料机构72上侧设有销轴放置槽73、销轴安装槽75、用于将销轴放置槽73内的销轴安装在主传送带12的第一工装14上的框合页与扇合页上的销轴安装机构74;所述销轴送料机构72包括销轴送料槽721,所述销轴送料槽721设置于销轴料仓71与销轴放置槽73之间,所述销轴送料槽721内设有若干层用于输送销轴的组合台阶722,最下一层所述组合台阶722与销轴料仓71相连接,最上一层所述组合台阶722与销轴放置槽73相连接,所述组合台阶722均由动台阶723、定台阶724组成,所述动台阶723位于定台阶724朝向销轴放置槽73的一侧,所述主机架1在销轴送料槽721的下侧设有用于控制动台阶723升降的销轴送料气缸725,所述组合台阶722上表面均为定台阶724一侧高、动台阶723一侧低的连续倾斜结构,所述销轴放置槽73上侧设有刮板气缸731,所述刮板气缸731上设有用于将最上一层组合台阶722上的销轴刮到销轴放置槽73内的销轴刮板732;所述销轴安装机构74包括销轴安装气缸741、销轴安装导轨742、销轴安装滑块743、销轴安装顶针744,所述销轴安装气缸741设置于主机架1上,所述销轴安装导轨742与销轴放置槽73平行设置,所述销轴安装滑块743设置于销轴安装导轨742上且与销轴安装气缸741相连接,所述销轴安装顶针744设置于销轴安装滑块743上,所述销轴安装顶针744、销轴放置槽73、销轴安装槽75均设置于同一直线上,所述主机架1在销轴放置槽73的上侧设有润滑油滴瓶78;所述主机架1在主传送带12的第一工装14上侧设有销轴安装架76,所述销轴安装架76上设有安装压板气缸761,所述安装压板气缸761的活塞杆上连接有用于框合页与扇合页在安装销轴时固定框合页与扇合页的销轴安装压板762,所述销轴安装压板762的下端面设有与框合页与扇合页相匹配的第二弧形槽763,所述主机架1在销轴安装架76朝向框扇合页组合装置6的一侧设有用于检测框合页与扇合页是否组装的组合检查传感器77。
如图16至图17所示,所述端盖组装装置8包括端盖震动送料盘81、端盖送料槽82、端盖安装导轨83、端盖安装机械手84,所述端盖震动送料盘81设置于主机架1上,所述端盖震动送料盘81的输出端并排设置有两条端盖送料槽82,所述主机架1在端盖送料槽82的输出端上侧与主传送带12上侧之间设有端盖安装导轨83、端盖安装机械手84,端盖安装机械手84同时将两条端盖送料槽82上的端盖抓取安装在主传送带12的第一工装14上的框合页的两侧外孔内;所述端盖安装机械手84包括端盖安装水平滑块841、端盖安装竖直滑道842、端盖安装竖直滑块843、端盖竖直驱动气缸844、辅助滑轨845、辅助活动臂846、辅助气缸847、端盖吸头848、辅助电机849,所述端盖安装水平滑块841设置于端盖安装导轨83上,所述端盖安装导轨83上设有用于驱动端盖安装水平滑块841在端盖安装导轨83上滑动的端盖水平驱动丝杆832、端盖水平驱动电机831,所述端盖安装水平滑块841上设有端盖安装竖直滑道842,所述端盖安装竖直滑道842上设有端盖安装竖直滑块843,所述端盖安装水平滑块841上还设有用于驱动端盖安装竖直滑块843在端盖安装竖直滑道842上移动的端盖竖直驱动气缸844,所述端盖安装竖直滑块843上设有两条水平平行的辅助滑轨845,两条所述辅助滑轨845的之间设有两条辅助活动臂846,所述辅助滑轨845的两侧设有分别用于驱动两条辅助活动臂846在辅助滑轨845上滑动的辅助气缸847,两条所述辅助活动臂846的下端均设有用于吸取端盖的端盖吸头848,两条所述辅助活动臂846的下端还均设有用于控制端盖吸头848水平状态与竖直状态切换的辅助电机849,所述端盖安装竖直滑块843在两条水平平行的辅助滑轨845的外侧设有用于定位两个辅助活动臂846极限位置的油压缓冲器840;所述主机架1在端盖安装导轨83朝向主传送带12输入端一侧设有端盖安装架85,所述端盖安装架85上往主传送带12输出方向向下倾斜设置有端盖安装气缸851,所述端盖安装气缸851的活塞杆上设有用于在框合页的两侧外孔上安装端盖时抵接于框合页与扇合页上的端盖安装压板852,所述主机架1在端盖安装导轨83下方的主传送带12的第一工装14两侧设有用于感应销轴安装的销轴检查传感器86。
如图18所示,所述成品取出装置16包括取出架161、取出导轨162、取出机械手163,所述取出架161设置于主机架1上,所述取出架161在主传送带12上方与输出输送带17上方之间设有取出导轨162,所述取出导轨162上设有用于将主传送带12的第一工装14上的成品合页夹取放置到输出输送带17上的取出机械手163。
如图19所示,所述传送带清洁装置18包括清洁支架181,所述清洁支架181上设有与主传送带12或副传送带13相平行的清洁导轨182、清洁驱动气缸183,所述清洁导轨182上设有与清洁驱动气缸183相连接的清洁横板184,所述清洁横板184下侧两端设有清洁支板185,两块所述清洁支板185之间设有清洁支轴186、清洁滚筒187,所述清洁滚筒187表面均匀设置有设有清洁毛刷188,所述清洁支板185上侧设有与清洁支轴186传动连接的清洁电机189。
以上所述的实施例只是本发明的一种较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
- 门窗合页全自动生产线
- 合页组件及具有该合页组件的门窗组件