薄壁锥形件冲压成型模具
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及冲压模具技术领域,特别地,涉及一种薄壁锥形件冲压成型模具。
背景技术
某发动机零件,如图1所示,材料为GH4169,材料厚度0.3mm,零件剖面上存在三个不同的锥角,分别为11.2°、63.4°和4°。改进前采用硬冲模成形锥形坯料的方法获得后续精密成形所需坯料。
由于零件型面为锥面,采用硬冲模成型过程中,零件在冲头与阴模之间并未完全贴死,零件处于悬空状态,如图2所示。
零件在成型过程中一直处于悬空状态,且零件壁厚较薄,只有0.3mm。成型过程中如果压边力小,材料流入冲头与阴模间的材料就会聚集在一起,由于材料厚度偏薄,在成型过程中就会“失稳”,出现侧壁起皱的现象;成型过程中,增加压边力,由于零件比较薄,零件抗拉强度不够,零件容易在冲头圆角部出现裂纹,这两个问题,导致零件的合格率一直很低,基本很难满足设计的外观要求,即使在零件不发生破裂的情况下,零件侧壁或多或少均存在起皱现象,后续通过钳工也很难将波纹面较平,后续还需通过消除应力、精密成形等加工工序完成零件的加工,但零件很难合格。
发明内容
本发明提供了一种薄壁锥形件冲压成型模具,以解决现有刚性冲模成型零件时存在的“零件壁面易起皱”的技术问题。
本发明采用的技术方案如下:
一种薄壁锥形件冲压成型模具,包括:凹模组件、压边组件、及冲头组件;凹模组件与压边组件相对设置,且凹模组件与压边组件分别与冲压设备的第一驱动部件和第二驱动部件相连,以在第一驱动部件和第二驱动部件的作用下使凹模组件与压边组件相对运动;凹模组件朝向压边组件的端面内凹、形成用于成型出锥形零件的成型凹腔,压边组件内设有与成型凹腔相对布设且连通的安装腔;冲头组件装设于安装腔内且与冲压设备的安装平台固定,冲头组件用于支撑待冲压成型的毛坯板件,以便凹模组件和压边组件相对夹紧毛坯板件,冲头组件还用于在凹模组件和压边组件夹紧毛坯板件朝其移动过程中变形挤入成型凹腔内,以将毛坯板料压紧于成型凹腔的内壁面和冲头组件的外壁面之间,以成型出锥形零件并防止锥形零件壁面起皱。
进一步地,凹模组件包括与第一驱动部件相连的上模板、及与上模板的板面固定的阴模环;阴模环呈两端连通的空心环状,其固定端与上模板的板面固定,其自由端朝向压边组件延伸,且阴模环的内环腔形成成型凹腔。
进一步地,压边组件包括相对阴模环布设的压边环,压边环呈两端连通的空心环状,且压边环的内环腔形成安装腔;压边环远离阴模环的连接端连接有顶杆,顶杆与第二驱动部件相连,阴模环和压边环用于在对应的第一驱动部件和第二驱动部件的作用下相对移动后夹紧支撑于冲头组件上的毛坯板件。
进一步地,薄壁锥形件冲压成型模具还包括限位销,限位销连接于压边环的自由端上,以用于与支撑于冲头组件上的毛坯板件顶抵,以对毛坯板件进行限位;且阴模环的自由端上设有用于避让限位销的避让孔。
进一步地,冲头组件包括固定设置于安装腔中的弹性冲头,弹性冲头由弹性材料制备形成,以用于当阴模环和压边环夹紧毛坯板件朝弹性冲头移动过程中,变形后挤入成型凹腔内,以将毛坯板料压紧于成型凹腔的内壁面和弹性冲头的外壁面之间,以成型出锥形零件并防止锥形零件壁面起皱。
进一步地,弹性冲头呈圆锥台状,以用于顺畅挤入成型凹腔中。
进一步地,冲头组件还包括用于安装、固定弹性冲头的安固构件,安固构件包括下模板、过渡板、及连接杆组;下模板与安装平台固定,顶杆穿设下模板后连接第二驱动部件;过渡板位于安装腔内且固定支撑于下模板上,弹性冲头支撑于过渡板上;连接杆组穿设下模板后,将过渡板和弹性冲头连接固定成整体。
进一步地,安固构件还包括由刚性材料制备形成的第一连接板和第二连接板;弹性冲头的两端各设有内凹的安装槽,第一连接板和第二连接板分设于两个安装槽中,且套装于连接杆组的外圆上,以用于通过第一连接板和第二连接板使弹性冲头稳定固定于连接杆组上。
进一步地,连接杆组包括连接杆、及螺纹连接于连接杆第一端外圆上的锁紧螺母,且连接杆第二端的外圆上设有限位台阶;连接杆的第二端依次穿设过渡板、第一连接板、弹性冲头、及第二连接板后伸出,以将过渡板、第一连接板、弹性冲头、及第二连接板固紧于锁紧螺母和限位台阶之间,并连接杆的第二端伸出第二连接板后用于与凹模组件顶抵,以对凹模组件的滑移进行限位。
进一步地,凹模组件还包括滑动装设于成型凹腔内的顶块、及与顶块相连的打杆;顶块位于弹性冲头和上模板之间,且顶块上设有成型过程中排气的排气通孔;打杆的固定端连接顶块,打杆的自由端穿设上模板后伸出,以用于在外力作用下推动顶块移动,进而将成型后卡滞于成型凹腔内的锥形零件顶出成型凹腔。
本发明具有以下有益效果:
本发明的薄壁锥形件冲压成型模具适用于薄壁、锥形截面的钣金零件成型,适用范围广、成型过程简单、稳定性好;采用本发明的薄壁锥形件冲压成型模具将毛坯板料冲压成型为锥形零件时,通过冲头组件的变形挤压,使毛坯板料紧贴于成型凹腔的内壁面和冲头组件的外壁面,进而减少零件回弹,不仅有效保证零件型面轮廓度要求,避免由于零件成形过程中“失稳”产生壁面起皱的现象,且后续无需再通过钳工将起皱面较平,减少钳工工作强度和难度,提高生产加工效率及合格率,使零件的合格率从不足10%提高到90%以上。
除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
图1是待成型出的锥形零件的剖面结构示意图;
图2是硬冲模成型过程中零件状态示意图;
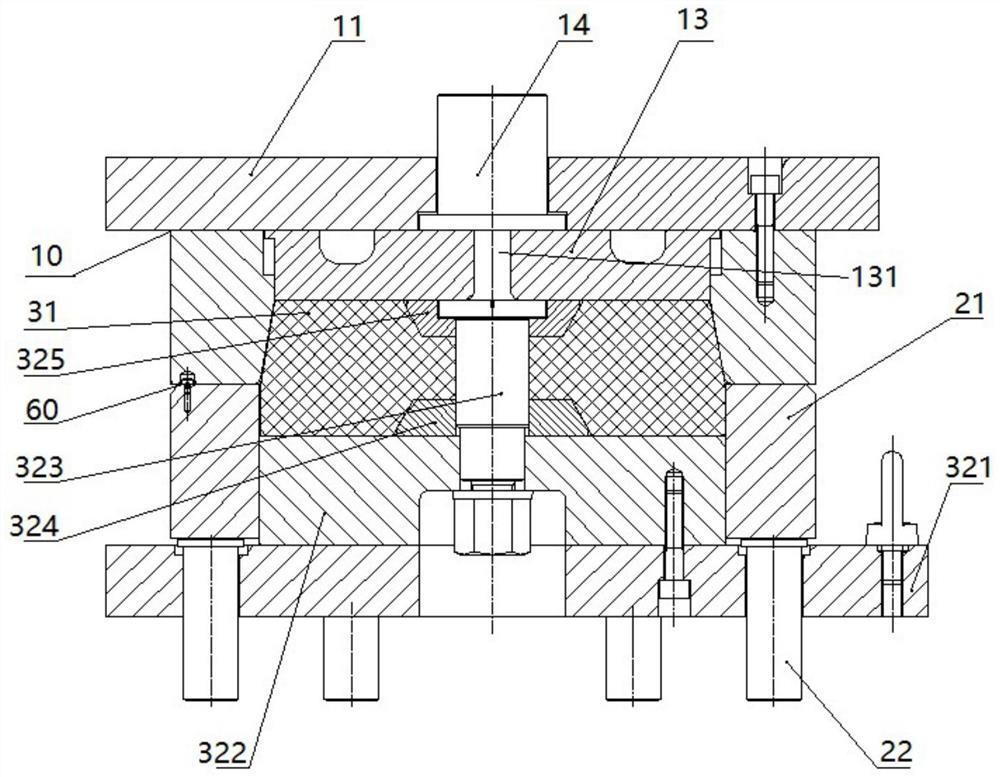
图3是本发明优选实施例的薄壁锥形件冲压成型模具的剖视主视结构示意图;
图4是图3的薄壁锥形件冲压成型模具软冲模成型过程中状态示意图。
图例说明
10、凹模组件;101、成型凹腔;11、上模板;12、阴模环;13、顶块;131、排气通孔;14、打杆;20、压边组件;21、压边环;22、顶杆;30、冲头组件;31、弹性冲头;321、下模板;322、过渡板;323、连接杆组;324、第一连接板;325、第二连接板;40、锥形零件;50、毛坯板件;60、限位销。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
参照图3和图4,本发明的优选实施例提供了一种薄壁锥形件冲压成型模具,包括:凹模组件10、压边组件20、及冲头组件30。凹模组件10与压边组件20相对设置,且凹模组件10与压边组件20分别与冲压设备的第一驱动部件和第二驱动部件相连,以在第一驱动部件和第二驱动部件的作用下使凹模组件10与压边组件20相对运动。凹模组件10朝向压边组件20的端面内凹、形成用于成型出锥形零件40的成型凹腔101,压边组件20内设有与成型凹腔101相对布设且连通的安装腔。冲头组件30装设于安装腔内且与冲压设备的安装平台固定,冲头组件30用于支撑待冲压成型的毛坯板件50,以便凹模组件10和压边组件20相对夹紧毛坯板件50,冲头组件30还用于在凹模组件10和压边组件20夹紧毛坯板件50朝其移动过程中变形挤入成型凹腔101内,以将毛坯板料压紧于成型凹腔101的内壁面和冲头组件30的外壁面之间,以成型出锥形零件40并防止锥形零件40壁面起皱。
本发明的薄壁锥形件冲压成型模具的工作过程为:第一步,第一驱动部件(具体为油压机上的移动滑块)向上运动,进而带动凹模组件10向上运动,使凹模组件10和压边组件20分离;第二步,第二驱动部件(具体为油压机上的顶出缸)推动压边组件20朝凹模组件10移动,以使压边组件20的上端面与冲头组件30的上端面齐平;第三步,将毛坯板料定位于冲头组件30和压边组件20两者的上端面上;第四步,油压机上的移动滑块向下运动,带动凹模组件10向下运动,进而使凹模组件10和压边组件20相对夹紧毛坯板料的外圈边,凹模组件10和压边组件20夹紧毛坯板件50后再同步向下运动,下移过程中,冲头组件30变形并挤入凹模组件10的成型凹腔101中,毛坯板件50逐步成型为锥形零件,当凹模组件10和压边组件20移动到位后,锥形零件完成成形;第五步,油压机上的移动滑块向上运动,使凹模组件10和压边组件20分离;第六步,完成锥形零件的卸料。
本发明的薄壁锥形件冲压成型模具适用于薄壁、锥形截面的钣金零件成型,适用范围广、成型过程简单、稳定性好;采用本发明的薄壁锥形件冲压成型模具将毛坯板料冲压成型为锥形零件40时,通过冲头组件30的变形挤压,使毛坯板料紧贴于成型凹腔101的内壁面和冲头组件30的外壁面,进而减少零件回弹,不仅有效保证零件型面轮廓度要求,避免由于零件成形过程中“失稳”产生壁面起皱的现象,且后续无需再通过钳工将起皱面较平,减少钳工工作强度和难度,提高生产加工效率及合格率,使零件的合格率从不足10%提高到90%以上。
可选地,如图3所示,凹模组件10包括与第一驱动部件相连的上模板11、及与上模板11的板面固定的阴模环12。阴模环12呈两端连通的空心环状,其固定端与上模板11的板面固定,其自由端朝向压边组件20延伸,且阴模环12的内环腔形成成型凹腔101,阴模环12的自由端形成用于压紧毛坯板件50的环形压边。本发明的凹模组件10结构简单、容易制备。
可选地,如图3所示,压边组件20包括相对阴模环12布设的压边环21,压边环21呈两端连通的空心环状,且压边环21的内环腔形成安装腔,压边环21靠近阴模环12的端面形成用于压紧毛坯板件50的环形压边。压边环21远离阴模环12的连接端连接有顶杆22,顶杆22与第二驱动部件相连,阴模环12和压边环21用于在对应的第一驱动部件和第二驱动部件的作用下相对移动后夹紧支撑于冲头组件30上的毛坯板件50,且阴模环12在第一驱动部件的作用下、压边环21在第二驱动部件的作用下,两者相对夹紧毛坯板件50的外圈边后,同步移动以成型出锥形零件40。
优选地,如图3所示,薄壁锥形件冲压成型模具还包括限位销60,限位销60连接于压边环21的自由端上,以用于与支撑于冲头组件30上的毛坯板件50顶抵,以对毛坯板件50进行限位,以便毛坯板件50的快速安装和定位。且阴模环12的自由端上设有用于避让限位销60的避让孔,以使阴模环12和压边环21配合夹紧毛坯板件50。
可选地,如图3所示,冲头组件30包括固定设置于安装腔中的弹性冲头31,弹性冲头31由弹性材料制备形成,以用于当阴模环12和压边环21夹紧毛坯板件50朝弹性冲头31移动过程中,变形后挤入成型凹腔101内,以将毛坯板料压紧于成型凹腔101的内壁面和弹性冲头31的外壁面之间,以成型出锥形零件40并防止锥形零件40壁面起皱。本可选方案中,弹性冲头31由聚氨酯制备形成,取材简单、容易制备,且使弹性冲头31具有一定的变形量,成型过程中将毛坯板件50挤压紧贴成型凹腔101的内壁面和弹性冲头31的外壁面,且变形量不大,板料冲压成型过程中,弹性冲头稳定性好,进而冲压出的零件质量稳定、精度高,可有效保证零件型面轮廓度要求。
优选地,如图3所示,弹性冲头31呈圆锥台状,以用于顺畅挤入成型凹腔101中。聚氨酯冲头初始状态为直径略小于成型凹腔101口部直径、并带有1°斜角的圆锥体,聚氨酯冲头具有可压缩性,在外力作用下能发生轴向和径向的变形。零件在聚氨酯冲模成形过程分析:在零件成形过程中,阴模环12向下运动,聚氨酯冲头在外力作用下,逐步向阴模环12的成型凹腔101内挤压变形,聚氨酯冲头使零件紧紧贴在成型凹腔101内,零件在聚氨酯冲头与阴模环12之间紧紧贴合在一起,不会出现悬空的状态,进而零件的起皱现象就能彻底消除。
本可选方案中,如图3所示,冲头组件30还包括用于安装、固定弹性冲头31的安固构件,安固构件包括下模板321、过渡板322、及连接杆组323。下模板321与安装平台固定,顶杆22穿设下模板321后连接第二驱动部件。过渡板322位于安装腔内且固定支撑于下模板321上,弹性冲头31支撑于过渡板322上。连接杆组323穿设下模板321后,将过渡板322和弹性冲头31连接固定成整体,增强弹性冲头31安装后的稳定性,防止弹性冲头31受力后失稳,进而保证冲压后零件型面轮廓度满足要求。
进一步地,如图3所示,安固构件还包括由刚性材料制备形成的第一连接板324和第二连接板325。弹性冲头31的两端各设有内凹的安装槽,第一连接板324和第二连接板325分设于两个安装槽中,且套装于连接杆组323的外圆上,以用于通过第一连接板324和第二连接板325使弹性冲头31稳定固定于连接杆组323上。由于第一连接板324和第二连接板325均由硬性材料制备形成,且弹性冲头31通过第一连接板324和第二连接板325连接固定于连接杆组323上,从而进一步增强弹性冲头31安装稳定性,防止弹性冲头31受力后失稳,进而保证冲压后零件型面轮廓度满足要求。
本可选方案的具体实施例中,如图3所示,连接杆组323包括连接杆、及螺纹连接于连接杆第一端外圆上的锁紧螺母,且连接杆第二端的外圆上设有限位台阶。连接杆的第二端依次穿设过渡板322、第一连接板324、弹性冲头31、及第二连接板325后伸出,以将过渡板322、第一连接板324、弹性冲头31、及第二连接板325固紧于锁紧螺母和限位台阶之间,并连接杆的第二端伸出第二连接板325后用于与凹模组件10顶抵,以对凹模组件10的滑移进行限位。工作时:第四步,油压机上的移动滑块向下运动,带动凹模组件10向下运动,进而使凹模组件10和压边组件20相对夹紧毛坯板料的外圈边,凹模组件10和压边组件20夹紧毛坯板件50后再同步向下运动,下移过程中,冲头组件30变形并挤入凹模组件10的成型凹腔101中,毛坯板件50逐步成型为锥形零件,当凹模组件10顶抵连接杆后移动到位后,锥形零件完成成形。毛坯板件50下料时,中间加工一个φ10的小孔,供连接杆穿设,还可有效防止毛坯板料成型过程中,零件与聚氨酯冲头之间形成真空状态,进而有效防止成形后用顶杆22和压边环21卸料过程中零件发生变形。
压边组件20和冲头组件30的装配关系:第一步,将第一连接板324、第二连接板325分别装配在弹性冲头31的两个安装槽中,并用连接杆和锁紧螺母固定在过渡板322上;第二步,将过渡板322通过螺钉固定在下模板321上;第三步,将限位销60安装到压边环21上,将顶杆22装配到下模板321中;第四步,将压边环21通过过渡板322滑动配合安装在下模板321中。
可选地,如图3所示,凹模组件10还包括滑动装设于成型凹腔101内的顶块13、及与顶块13相连的打杆14。顶块13位于弹性冲头31和上模板11之间,且顶块13上设有成型过程中排气的排气通孔131。打杆14的固定端连接顶块13,打杆14的自由端穿设上模板11后伸出,以用于在外力作用下推动顶块13移动,进而将成型后卡滞于成型凹腔101内的锥形零件40顶出成型凹腔101。卸料操作时:打杆14与顶块13配合将成形后卡滞在成型凹腔101内的锥形零件40进行卸料;顶杆22与压边环21配合作用将包裹在聚氨酯冲头上的锥形零件40进行卸料。
凹模组件10的装配关系:首先将顶块13装配在阴模环12内,将打杆14装配在上模板11内,然后用螺钉将上模板11与阴模环12连接起来,组成上模部分。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 薄壁锥形件冲压成型模具
- 一种薄壁弹性钢环的一次冲压成型模具