一种灯用异形铌管的制造方法
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及一种钠灯用铌管的制造方法,尤其是涉及一种钠灯用异形铌管的制造方法。
背景技术
铌管是钠灯产品种的关键零部件,铌管连接电极与陶瓷管实现气密封接。为了解决气密性问题,现有的铌管一般采用H型结构,这种结构的铌管将铌管本体进行了隔断,从而避免了阳极和铌管封装时由于焊接不牢靠导致漏气的问题。H型结构虽然防止了焊接导致漏气的缺陷,但是仍然存在不足,其一是与阳极匹配的端口在与阳极焊接固定时可能会产生虚焊的情况,且虚焊发生后一般并不影响实际使用,导致不能够发现这一缺陷。当钠灯在普通环境下使用时基本没有问题,但是在一些恶劣环境下使用时,会极大地缩短寿命,比如在高频振动的环境下使用,极易将阳极振动脱落或断裂。再者就是铌管本体是一个圆柱体,这种结构在进行封装的过程中无法快速准确的获得装配位置。也就是铌管在陶瓷管内的进给量不能确定,导致钠灯铌管的装配量不能保持一致,进而影响整个钠灯的产品质量。
为了能够使铌管与阳极可靠固定,铌管阳极端的盲孔改变原先圆柱体结构设计采用台体结构设计,为了能够使铌管与陶瓷管快速定位,铌管本体改变原先圆柱体结构设计采用台阶型圆柱体结构设计。由于铌管本身结构尺寸在毫米级,采用这种结构的铌管对制造工艺提出了极高的要求。
发明内容
本发明所要解决的技术问题是在现有H型铌管制造工艺的基础上实现铌管端部盲孔及铌管本体结构的不规则。
为了解决上述技术问题,本发明的一种灯用异形铌管的制造方法,将铌丝矫直后切割成10~12mm的小段,将切割后的铌丝段进行抛光处理,并用冲压模具冲制成H型钠灯铌管,所述H型钠灯铌管由阳极端和铌管本体组成,阳极端设置在铌管本体端部,阳极端内挤压出圆柱形盲孔,铌管本体内挤压出圆柱形空腔,圆柱形空腔直径比圆柱形盲孔直径大,将H型钠灯铌管插入定型模具的台阶型圆柱体腔内,利用第一台阶型圆柱体挤压杆插入铌管本体空腔内,将铌管本体挤压成台阶型圆柱体结构,再利用第二台阶型圆柱体挤压杆插入铌管本体空腔内进行挤压定型,将完成定型的铌管放置于固定模具的台阶型圆柱体腔内,将台体定型杆插入圆柱形盲孔内,并用轧轮挤压阳极端外侧面,将盲孔挤压成台体结构,维持轧轮进给量并转动,抽出台体定型杆。
上述技术方案的进一步改进,所述第一台阶型圆柱体挤压杆的台阶连接处设置有斜坡面,第一台阶型圆柱体挤压杆和台阶型圆柱体腔相互匹配且两者之间留有0.2mm空隙。
上述技术方案的进一步改进,其特征在于:所述台体定型杆的底面比截面直径大0.2mm,所述台体定型杆中心轴上设置有调节轴,调节轴相对台体定型杆可进行插拔,以调节轴为中心向四周对称设置至少四条压缩缝,压缩缝贯通台体定型杆的底面和侧面。
上述技术方案的进一步改进,所述定型模具的台阶型圆柱体腔为二阶台阶型圆柱体腔或三阶台阶型圆柱体腔。
上述技术方案的进一步改进,台体定型杆为圆台结构。
本发明的灯用异形铌管的制造方法可将铌管盲孔加工成台体结构,台体结构盲孔可以更好的实现与阳极的固定,将铌管本体加工成台阶圆柱体结构,台阶圆柱体结构可以与陶瓷管实现快速准确的定位并完成封装。
附图说明
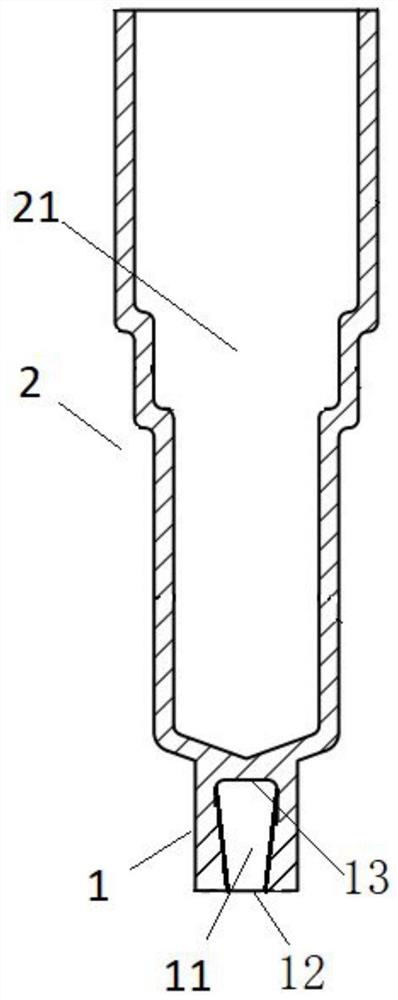
图1为异形铌管结构图。
图2为三台阶圆柱形定型模具剖面结构图。
图3为三台阶型圆柱体挤压杆结构图。
图4为三台阶型圆柱体定型挤压杆结构图。
图5为三台阶圆柱形固定模具剖面结构图。
图6为圆台定型杆剖面结构图。
图7为圆台定型杆主视结构图。
图8为圆台定型杆底面侧视结构图。
具体实施方式
参见附图,以三台阶异形铌管为例对灯用异形铌管的制造方法进行说明。
将铌丝矫直后切割成10mm的小段,将切割后的铌丝段进行抛光处理,确保粗糙度在Ra0.3以下,利用冲压模具将铌丝冲制成H型钠灯铌管。
所述H型钠灯铌管由阳极端1和铌管本体2组成,阳极端1在铌管本体2端部,阳极端内挤压出圆柱形盲孔,铌管本体2内挤压出圆柱形空腔,圆柱形空腔直径比圆柱形盲孔直径大。
将H型钠灯铌管插入定型模具3中三台阶型圆柱体腔31内,利用三台阶型圆柱体挤压杆4插入三台阶型圆柱体腔31内,将铌管本体2挤压成三台阶型圆柱体结构21,三台阶型圆柱体挤压杆4与三台阶型圆柱体腔31之间留有0.2mm空隙,所述三台阶型圆柱体挤压杆的台阶连接处为斜坡面41,便于挤入铌管本体2。
再利用三台阶型圆柱体定型挤压杆5插入三台阶型圆柱体腔31内进行挤压定型,将完成定型的铌管放置于固定模具6中三台阶型圆柱体固定腔61内,使阳极端1凸出。将圆台定型杆7插入圆柱形盲孔内,并用轧轮挤压阳极端外侧面,将圆柱形盲孔挤压成圆台结构盲孔11,保持轧轮的给进量不变并保持挤压状态,缓慢抽出圆台定型杆7内中心调节轴8。圆台定型杆的底面在中心调节轴8被抽出后,以中心调节轴8为中心的四条压缩缝71被压缩,进而使圆台定型杆的底面和截面直径趋于相同,最终抽出圆台定型杆7,完成圆台结构盲孔11的加工。台体定型杆的底面比截面直径大0.2mm,压缩缝贯通台体定型杆的底面和侧面。圆台结构盲孔11外侧端面12直径比内侧端面13小0.2mm。
如果想要加工二阶铌管本体,只需将定型模具和挤压杆替换成二阶即可。
- 一种灯用异形铌管的制造方法
- 一种灯用异形铌管