交联电缆寻线检测自动标识机构及方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明属于电缆生产检测技术领域,涉及一种交联电缆寻线检测自动标识机构及方法。
背景技术
交联电缆在生产过程中,针对在线工频试验,在线缆缺陷点经过工频试验机后,会产生火花,当火花触发瞬间流水线停机,需要通过人工操作标记或检查缺陷部位,导致生产效率降低;其次针对绝缘层挤出时产生的烧焦部位、挤出温度过高产生的绝缘层厚度正负差和绝缘层表面产生的疙瘩,除了需要在停机状态检查原因外还需要对绝缘层表面进行标示,皆影响到流水线停机导致生产效率降低。
发明内容
本发明所要解决的技术问题是提供一种交联电缆寻线检测自动标识机构及方法,结构简单,采用在挤出设备、试验箱和厚度检测设备的后段设置寻线车,寻线车的导轨位于电缆的两侧,当其中任一设备发出检测报警时,流水线不停机,PLC控制系统记录检测数据,控制寻线车按照记录的数据行走至检测点后再与电缆运行方向同步行走,行走的同时对储标机构和标示机构配合对检测段进行标示,根据不同检测设备所检测的项目对不同的缺陷段标示,无需在停机状态下检测和对检测的缺陷部位标示,有效提高生产效率,操作简单方便。
为解决上述技术问题,本发明所采用的技术方案是:一种交联电缆寻线检测自动标识机构,它包括寻线车、储标机构和标示机构;所述储标机构的储标箱位于寻线车的底座内,标示机构的电推杆位于储标箱内,标示轮与标示带滚动接触;多个标示机构位于缆线孔的两侧,标示带朝向缆线孔,电推杆驱动标示轮推动标示带向缆线孔靠近。
所述寻线车包括位于底座内两侧连接的多个车轮,车轮与导轨配合,双头轴电机与车轮连接。
所述底座为两端和上侧开口的槽板,车轮位于槽板两侧,导轨与车轮上的环形槽配合。
所述双头轴电机的电机座中心设置贯穿的缆线孔,缆线孔与导轨的方向一致。
所述储标机构包括位于储标箱内的释放轴和收卷轴,收卷电机与收卷轴连接,标示卷与释放轴配合,从标示卷引出的标示带与收卷轴连接。
所述标示机构包括与电推杆伸缩端连接的标示轮,标示轮轴向垂直于底座。
所述标示轮的表面轴向设置内凹的贴合槽。
所述寻线车的双头轴电机、储标机构的收卷电机和标示机构的电推杆与PLC控制系统连接。
所述PLC控制系统控制寻线车自动寻线、标示机构对应标示,在标示机构标示时储标机构配合收卷。
如上所述的交联电缆寻线检测自动标识机构的自动寻线标识方法,它包括如下步骤:
S1,安装,寻线车位于挤出头、试验箱和厚度检测设备之后,导轨位于电缆的两侧,电缆依次穿过挤出设备的挤出头、试验箱、厚度检测设备和寻线车的缆线孔与牵引设备连接;
S2,依次启动牵引设备、挤出设备、试验箱和厚度检测设备;此时,双头轴电机、收卷电机和电推杆启动保持静默状态;
S3,检测,电缆在直线运动状态下穿过挤出头、试验箱和厚度检测设备时,其中任一设备发出检测报警时,流水线不停机;检测数据被PLC控制系统记录;PLC控制系统记录电缆线速度、报警时间;
S4,自动寻线,PLC控制系统控制寻线车启动,寻线车根据PLC控制系统记录的电缆线速度行走,在记录的报警时间内行走至目标点,再与电缆运行方向同步行走;
S5,标示,PLC控制系统控制标示机构启动,电推杆驱动标示轮推动标示带与电缆接触,同时收卷电机启动,释放轴释放标示卷,标示带上的标签贴合于电缆被检测的缺陷段;
在S5中,位于电缆两侧的标示机构对应不同的检测设备,针对不同的检测缺陷段进行标示;
在S5中,多个标示卷上标签皆不相同;
S6,复位,当标示完成后,寻线车回到始点位置,为下次标示做准备。
一种交联电缆寻线检测自动标识机构,它包括寻线车、储标机构和标示机构;所述储标机构的储标箱位于寻线车的底座内,标示机构的电推杆位于储标箱内,标示轮与标示带滚动接触;多个标示机构位于缆线孔的两侧,标示带朝向缆线孔,电推杆驱动标示轮推动标示带向缆线孔靠近。结构简单,通过在挤出设备、试验箱和厚度检测设备的后段设置寻线车,寻线车的导轨位于电缆的两侧,当其中任一设备发出检测报警时,流水线不停机,通过PLC控制系统记录检测数据,控制寻线车按照记录的数据行走至检测点后再与电缆运行方向同步行走,行走的同时对储标机构和标示机构配合对检测段进行标示,根据不同检测设备所检测的项目对不同的缺陷段标示,无需在停机状态下检测和对检测的缺陷部位标示,有效提高生产效率,操作简单方便。
在优选的方案中,所述寻线车包括位于底座内两侧连接的多个车轮,车轮与导轨配合,双头轴电机与车轮连接。结构简单,使用时,双头轴电机驱动两侧与其连接的车轮沿导轨直线行走,位于车轮两侧的辅助轮与其同步行走,提高运行的稳定性。
在优选的方案中,所述底座为两端和上侧开口的槽板,车轮位于槽板两侧,导轨与车轮上的环形槽配合。结构简单,使用时,车轮上的环形槽与导轨配合,避免车轮径向位移,提高运行的精度。
在优选的方案中,所述双头轴电机的电机座中心设置贯穿的缆线孔,缆线孔与导轨的方向一致。结构简单,使用时,电缆穿过双头轴电机的电机座上的缆线孔,电缆运动方向与导轨平行,线缆运动时不与缆线孔干涉。
在优选的方案中,所述储标机构包括位于储标箱内的释放轴和收卷轴,收卷电机与收卷轴连接,标示卷与释放轴配合,从标示卷引出的标示带与收卷轴连接。结构简单,使用时,标示卷套设于释放轴上,收卷电机驱动收卷轴旋转带动标示带缠绕在收卷轴上,与此同时,释放轴上的标示卷释放标示带,标示带上的标签粘贴面与电缆表层贴附。
在优选的方案中,所述标示机构包括与电推杆伸缩端连接的标示轮,标示轮轴向垂直于底座。结构简单,使用时,电推杆驱动伸缩端推动标示轮靠近电缆,使标示带与电缆接触,在收卷电机驱动标示带收卷时,标签反面与电缆粘贴,附着于电缆表面。
在优选的方案中,所述标示轮的表面轴向设置内凹的贴合槽。结构简单,使用时,位于标示轮上的贴合槽与电缆外径吻合,标签贴合时更紧密,贴附牢靠。
在优选的方案中,所述寻线车的双头轴电机、储标机构的收卷电机和标示机构的电推杆与PLC控制系统连接。结构简单,使用时,双头轴电机、收卷电机和电推杆皆由PLC控制系统控制启停。
在优选的方案中,所述PLC控制系统控制寻线车自动寻线、标示机构对应标示,在标示机构标示时储标机构配合收卷。结构简单,使用时,寻线车在PLC控制系统的控制下按照PLC控制系统记录的参数值行走至被检测点位,再与电缆同步行走的同时,标示机构对应被测点位进行标示,标示的同时储标机构配合收卷,收卷的过程将标签贴附于电缆外表面。
在优选的方案中,如上所述的交联电缆寻线检测自动标识机构的自动寻线标识方法,它包括如下步骤:
S1,安装,寻线车位于挤出头、试验箱和厚度检测设备之后,导轨位于电缆的两侧,电缆依次穿过挤出设备的挤出头、试验箱、厚度检测设备和寻线车的缆线孔与牵引设备连接;
S2,依次启动牵引设备、挤出设备、试验箱和厚度检测设备;此时,双头轴电机、收卷电机和电推杆启动保持静默状态;
S3,检测,电缆在直线运动状态下穿过挤出头、试验箱和厚度检测设备时,其中任一设备发出检测报警时,流水线不停机;检测数据被PLC控制系统记录;PLC控制系统记录电缆线速度、报警时间;
S4,自动寻线,PLC控制系统控制寻线车启动,寻线车根据PLC控制系统记录的电缆线速度行走,在记录的报警时间内行走至目标点,再与电缆运行方向同步行走;
S5,标示,PLC控制系统控制标示机构启动,电推杆驱动标示轮推动标示带与电缆接触,同时收卷电机启动,释放轴释放标示卷,标示带上的标签贴合于电缆被检测的缺陷段;
在S5中,位于电缆两侧的标示机构对应不同的检测设备,针对不同的检测缺陷段进行标示;
在S5中,多个标示卷上标签皆不相同;
S6,复位,当标示完成后,寻线车回到始点位置,为下次标示做准备。该方操作简单方便,各检测设备在线检测,无需停机,对被检测点位进行在线标示,有利于提高生产效率。
一种交联电缆寻线检测自动标识机构及方法,它包括寻线车、储标机构和标示机构,通过在挤出设备、试验箱和厚度检测设备的后段设置寻线车,寻线车的导轨位于电缆的两侧,当其中任一设备发出检测报警时,流水线不停机,通过PLC控制系统记录检测数据,控制寻线车按照记录的数据行走至检测点后再与电缆运行方向同步行走,行走的同时对储标机构和标示机构配合对检测段进行标示。本发明克服了原电缆生产过程中各检测设备需要停机检测,检测后需要停机标示被测点位,生产效率低的问题,具有结构简单,根据不同检测设备所检测的项目对不同的缺陷段标示,无需在停机状态下检测和对检测的缺陷部位标示,有效提高生产效率,操作简单方便的特点。
附图说明
下面结合附图和实施例对本发明作进一步说明:
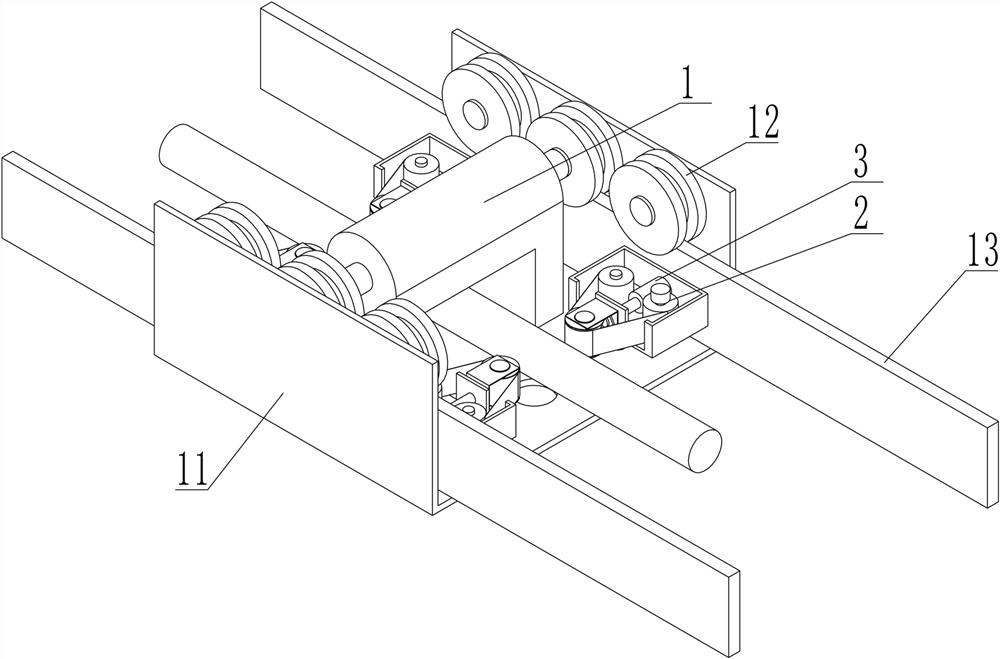
图1为本发明的结构示意图。
图2为图1的侧视示意图。
图3为图2的俯视示意图。
图4为本发明寻线车的结构示意图。
图5为图4的侧视示意图。
图6为本发明储标机构和标示机构的结构示意图。
图7为图6的俯视示意图。
图8为图7的A-A处剖视示意图。
图中标记说明:寻线车1,底座11,车轮12,导轨13,双头轴电机14,缆线孔15,储标机构2,储标箱21,释放轴22,收卷轴23,收卷电机24,标示卷25,标示带26,标示机构3,电推杆31,标示轮32,贴合槽33。
具体实施方式
如图1~8中,一种交联电缆寻线检测自动标识机构,它包括寻线车1、储标机构2和标示机构3;所述储标机构2的储标箱21位于寻线车1的底座11内,标示机构3的电推杆31位于储标箱21内,标示轮32与标示带26滚动接触;多个标示机构3位于缆线孔15的两侧,标示带26朝向缆线孔15,电推杆31驱动标示轮32推动标示带26向缆线孔15靠近。结构简单,通过在挤出设备、试验箱和厚度检测设备的后段设置寻线车1,寻线车1的导轨13位于电缆的两侧,当其中任一设备发出检测报警时,流水线不停机,通过PLC控制系统记录检测数据,控制寻线车1按照记录的数据行走至检测点后再与电缆运行方向同步行走,行走的同时对储标机构2和标示机构3配合对检测段进行标示,根据不同检测设备所检测的项目对不同的缺陷段标示,无需在停机状态下检测和对检测的缺陷部位标示,有效提高生产效率,操作简单方便。
优选的方案中,所述寻线车1包括位于底座11内两侧连接的多个车轮12,车轮12与导轨13配合,双头轴电机14与车轮12连接。结构简单,使用时,双头轴电机14驱动两侧与其连接的车轮12沿导轨13直线行走,位于车轮12两侧的辅助轮与其同步行走,提高运行的稳定性。
优选的方案中,所述底座11为两端和上侧开口的槽板,车轮12位于槽板两侧,导轨13与车轮12上的环形槽配合。结构简单,使用时,车轮12上的环形槽与导轨13配合,避免车轮12径向位移,提高运行的精度。
优选的方案中,所述双头轴电机14的电机座中心设置贯穿的缆线孔15,缆线孔15与导轨13的方向一致。结构简单,使用时,电缆穿过双头轴电机14的电机座上的缆线孔15,电缆运动方向与导轨13平行,线缆运动时不与缆线孔15干涉。
优选的方案中,所述储标机构2包括位于储标箱21内的释放轴22和收卷轴23,收卷电机24与收卷轴23连接,标示卷25与释放轴22配合,从标示卷25引出的标示带26与收卷轴23连接。结构简单,使用时,标示卷25套设于释放轴22上,收卷电机24驱动收卷轴23旋转带动标示带26缠绕在收卷轴23上,与此同时,释放轴22上的标示卷25释放标示带26,标示带26上的标签粘贴面与电缆表层贴附。
优选地,各个标示带26上的标签皆不相同,标签上的标示对应所检测出的缺陷段贴合相应的标签加以标示。
优选的方案中,所述标示机构3包括与电推杆31伸缩端连接的标示轮32,标示轮32轴向垂直于底座11。结构简单,使用时,电推杆31驱动伸缩端推动标示轮32靠近电缆,使标示带26与电缆接触,在收卷电机24驱动标示带26收卷时,标签反面与电缆粘贴,附着于电缆表面。
优选的方案中,所述标示轮32的表面轴向设置内凹的贴合槽33。结构简单,使用时,位于标示轮32上的贴合槽33与电缆外径吻合,标签贴合时更紧密,贴附牢靠。
优选的方案中,所述寻线车1的双头轴电机14、储标机构2的收卷电机24和标示机构3的电推杆31与PLC控制系统连接。结构简单,使用时,双头轴电机14、收卷电机24和电推杆31皆由PLC控制系统控制启停。
优选地,双头轴电机14为伺服电机,由PLC控制系统控制其转速,使寻线车1与电缆的线速度保持一致。
优选地,收卷电机24为伺服电机,由PLC控制系统控制其转速,使标示带26的贴合速度与电缆的线速度保持一致。
优选的方案中,所述PLC控制系统控制寻线车1自动寻线、标示机构3对应标示,在标示机构3标示时储标机构2配合收卷。结构简单,使用时,寻线车1在PLC控制系统的控制下按照PLC控制系统记录的参数值行走至被检测点位,再与电缆同步行走的同时,标示机构3对应被测点位进行标示,标示的同时储标机构2配合收卷,收卷的过程将标签贴附于电缆外表面。
优选的方案中,如上所述的交联电缆寻线检测自动标识机构的自动寻线标识方法,它包括如下步骤:
S1,安装,寻线车1位于挤出头、试验箱和厚度检测设备之后,导轨13位于电缆的两侧,电缆依次穿过挤出设备的挤出头、试验箱、厚度检测设备和寻线车1的缆线孔15与牵引设备连接;
S2,依次启动牵引设备、挤出设备、试验箱和厚度检测设备;此时,双头轴电机14、收卷电机24和电推杆31启动保持静默状态;
S3,检测,电缆在直线运动状态下穿过挤出头、试验箱和厚度检测设备时,其中任一设备发出检测报警时,流水线不停机;检测数据被PLC控制系统记录;PLC控制系统记录电缆线速度、报警时间;
S4,自动寻线,PLC控制系统控制寻线车1启动,寻线车1根据PLC控制系统记录的电缆线速度行走,在记录的报警时间内行走至目标点,再与电缆运行方向同步行走;
S5,标示,PLC控制系统控制标示机构3启动,电推杆31驱动标示轮32推动标示带26与电缆接触,同时收卷电机24启动,释放轴22释放标示卷25,标示带26上的标签贴合于电缆被检测的缺陷段;
在S5中,位于电缆两侧的标示机构3对应不同的检测设备,针对不同的检测缺陷段进行标示;
在S5中,多个标示卷25上标签皆不相同;
S6,复位,当标示完成后,寻线车1回到始点位置,为下次标示做准备。该方操作简单方便,各检测设备在线检测,无需停机,对被检测点位进行在线标示,有利于提高生产效率。
如上所述的交联电缆寻线检测自动标识机构,安装使用时,在挤出设备、试验箱和厚度检测设备的后段设置寻线车1,寻线车1的导轨13位于电缆的两侧,当其中任一设备发出检测报警时,流水线不停机, PLC控制系统记录检测数据,控制寻线车1按照记录的数据行走至检测点后再与电缆运行方向同步行走,行走的同时对储标机构2和标示机构3配合对检测段进行标示,根据不同检测设备所检测的项目对不同的缺陷段标示,无需在停机状态下检测和对检测的缺陷部位标示,有效提高生产效率,操作简单方便。
使用时,双头轴电机14驱动两侧与其连接的车轮12沿导轨13直线行走,位于车轮12两侧的辅助轮与其同步行走,提高运行的稳定性。
使用时,车轮12上的环形槽与导轨13配合,避免车轮12径向位移,提高运行的精度。
使用时,电缆穿过双头轴电机14的电机座上的缆线孔15,电缆运动方向与导轨13平行,线缆运动时不与缆线孔15干涉。
使用时,标示卷25套设于释放轴22上,收卷电机24驱动收卷轴23旋转带动标示带26缠绕在收卷轴23上,与此同时,释放轴22上的标示卷25释放标示带26,标示带26上的标签粘贴面与电缆表层贴附。
使用时,电推杆31驱动伸缩端推动标示轮32靠近电缆,使标示带26与电缆接触,在收卷电机24驱动标示带26收卷时,标签反面与电缆粘贴,附着于电缆表面。
使用时,位于标示轮32上的贴合槽33与电缆外径吻合,标签贴合时更紧密,贴附牢靠。
使用时,双头轴电机14、收卷电机24和电推杆31皆由PLC控制系统控制启停。
使用时,寻线车1在PLC控制系统的控制下按照PLC控制系统记录的参数值行走至被检测点位,再与电缆同步行走的同时,标示机构3对应被测点位进行标示,标示的同时储标机构2配合收卷,收卷的过程将标签贴附于电缆外表面。
上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本申请中的实施例及实施例中的特征在不冲突的情况下,可以相互任意组合。本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
- 交联电缆寻线检测自动标识机构及方法
- 一种交联电缆生产线交联管氮气纯度自动控制装置及方法