一种焊缝打磨装置
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及自动化生产线中的连续焊接物料的连续焊缝打磨技术领域,具体为一种焊缝打磨装置。
背景技术
近年来,由于我国对于工业标准的提升,对连续管型材料的要求也逐渐的提高,对连续直缝焊管的焊缝打磨要求也提升到了一个新的高度。由于传统的直缝焊管的焊缝打磨设备为砂带横向打磨,即通过将砂带横向跨过需要打磨的连续直缝焊管物料,然后通过砂带的连续运动实现砂带对直缝焊管物料的打磨工作,这样的结构会使砂带的运动力施加在连续直缝焊管物料上,从而使连续直缝焊管物料在被打磨的同时发生偏载,这会使焊缝的打磨与实际需要的打磨效果出现偏差,这对于高精度管材来讲是致命的缺陷,所以本领域的技术人员为了解决这样的技术问题开发一种既可以实现砂带的连续打磨又不会使砂带产生作用于连续直缝焊管物料的偏载力的一种焊缝打磨装置成为了行业的需要。
发明内容
本实施方式提供了一种既可以实现砂带的连续打磨又不会使砂带产生作用于连续直缝焊管物料的偏载力的一种焊缝打磨装置,其通过设置有打磨带、动力辊、张紧辊和压紧辊的摆动装置来组成打磨装置,通过打磨带外包于动力辊、张紧辊和压紧辊且打磨带的运动方向与连续焊接物料的运动方向相互平行来实现打磨带的打磨工作。
具体的,一方面,一种焊缝打磨装置,用于对连续焊接物料w进行焊缝的连续打磨,包括打磨带1,动力辊2和张紧辊3,其特征在于还包括压紧辊4,所述压紧辊4,动力辊2,张紧辊3和打磨带1组成打磨装置,所述打磨带1外包于压紧辊4,动力辊2和张紧辊3,所述打磨带1的运动方向与连续焊接物料w的运动方向相互平行,所述压紧辊4将打磨带1压在连续焊接物料w的连续焊缝位置,通过动力辊2带动打磨带1旋转实现打磨带1对连续焊缝的连续打磨。
根据本发明实施例的一个方面,还设有摆动装置b和机架j,所述摆动装置b还包括摆动架b1,弧形滑轨b2和动力装置b3,所述摆动架b1设于弧形滑轨b2之上,所述弧形滑轨b2和动力装置b3设于机架j之上,所述动力装置b3还与摆动架b1相互联接并带动摆动架b1沿着弧形滑轨b2滑动。
根据本发明实施例的一个方面,所述压紧辊4,动力辊2和张紧辊3均安装在摆动架b1上,所述压紧辊4设置有至少一个,所述压紧辊4压紧打磨带1对连续焊接物料w进行打磨的同时摆动架b1带动压紧辊4沿着弧形滑轨b2以连续焊接物料w的中心为中心进行摆动。
根据本发明实施例的一个方面,在动力装置b3上设有可以圆周运动的曲柄b3q,在曲柄b3q与摆动架b1之间设有连杆b3c,通过曲柄b3q与连杆b3c组成的曲柄连杆机构可以实现动力装置b3带动摆动架b1在固定范围内实现周期摆动。
根据本发明实施例的一个方面,还设有升降装置s,所述升降装置s设于摆动架b1与弧形滑轨b2之间,所述升降装置s能够带动摆动架b1上下直线移动,所述升降装置s带动摆动架b1上下直线移动的轨迹始终与连续焊接物料w的中心相重合。
根据本发明实施例的一个方面,所述升降装置s还设有支撑架sz,动力螺杆sk和直线滑轨h,所述摆动架b1通过直线滑轨h安装在支撑架sz上,所述支撑架sz设置在弧形滑轨b2上,所述摆动架b1上还设有螺孔p,所述动力螺杆sk固定在支撑架sz上,所述动力螺杆sk穿过螺孔p并通过动力螺杆sk的转动实现摆动架b1的升降运动。
根据本发明实施例的一个方面,在压紧辊4与摆动架b1之间还设有压力调整装置ya,所述压力调整装置ya可以调整压紧辊4将打磨带1压在连续焊接物料w的连续焊缝上的压力,从而调整打磨带1的打磨量。
附图说明
下面将参考附图来描述本发明示例性实施例的特征、优点和技术效果。
序号说明:打磨带1、动力辊2、张紧辊3、压紧辊4、连续焊接物料w、摆动装置b、摆动架b1、弧形滑轨b2、动力装置b3、曲柄b3q、连杆b3c、马达b3d、机架j、升降装置s、支撑架sz、动力螺杆sk、直线滑轨h、螺孔p、压力调整装置ya。
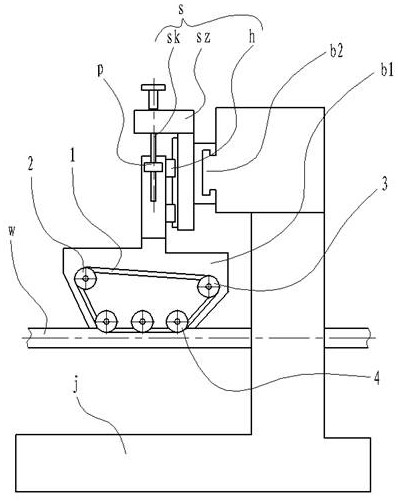
图1是本发明实施例基本结构布局示意图。
图2是本发明实施例正视示意图。
图3是本发明实施例向左侧摆动示意图。
图4是本发明实施例向右侧摆动示意图。
图5是本发明实施例更换规格示意图。
图6是本发明实施例更换规格正视示意图。
图7是本发明实施例更换规格向左侧摆动示意图。
图8是本发明实施例压力调整装置ya结构示意图。
在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例绘制。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例的详细描述和附图用于示例性地说明本发明的原理,但不能用来限制本发明的范围,即本发明不限于所描述的优选实施例,本发明的范围由权利要求书限定。
在本发明实施例的描述中,需要说明的是,除非另有说明,“垂直”、“平行”不只是数学意义上的绝对意义,可以理解为“大致垂直”、“大致平行”。
图1是本发明实施例基本结构布局示意图。
图2是本发明实施例正视示意图。
如图1、图2所示,本实施方式提供了一种既可以实现砂带的连续打磨又不会使砂带产生作用于连续直缝焊管物料的偏载力的一种焊缝打磨装置,其通过设置有打磨带、动力辊、张紧辊和压紧辊的摆动装置来组成打磨装置,通过打磨带外包于动力辊、张紧辊和压紧辊且打磨带的运动方向与连续焊接物料的运动方向相互平行来实现打磨带的打磨工作。其具体实施方式的结构可以包括打磨带1、动力辊2、张紧辊3和压紧辊4,所述压紧辊4,动力辊2,张紧辊3和打磨带1组成打磨装置,所述打磨带1外包于压紧辊4,动力辊2和张紧辊3成为一个可循环的环形连续打磨结构。所述压紧辊4,动力辊2和张紧辊3上均设有与连续焊接物料w相应的凹槽,所述打磨带1为一扁平的可略带有一定弹性闭环皮带型打磨带,通过外包于带有凹槽的压紧辊4形成带有一定弧度的打磨口。所述动力辊2可以提供主动力并带动打磨带循环运行,所述张紧辊3用于将打磨带1 拉紧,所述压紧辊4将打磨带1压在连续焊接物料w的连续焊缝位置,通过动力辊2带动打磨带1旋转实现打磨带1对连续焊缝的连续打磨。所述压紧辊4可设置多个并且排列方向与连续焊接物料w的运行方向相同,这样可以保证打磨带1的运动方向与连续焊接物料w的运动方向相互平行。另外,本实施方式还设有摆动装置b和机架j,所述摆动装置b还包括摆动架b1,弧形滑轨b2和动力装置b3,所述摆动架b1为一板型结构,其设于弧形滑轨b2之上,所述弧形滑轨b2为一圆弧形轨道,所述动力装置b3为一个可以提供扭矩的马达机构,所述弧形滑轨b2和动力装置b3均设于机架j之上,所述动力装置b3还与摆动架b1相互联接并带动摆动架b1沿着弧形滑轨b2滑动。所述压紧辊4,动力辊2和张紧辊3均安装在摆动架b1上,所述压紧辊4设置有至少一个,所述压紧辊4压紧打磨带1对连续焊接物料w进行打磨的同时摆动架b1带动压紧辊4沿着弧形滑轨b2以连续焊接物料w的中心为中心进行摆动。
图3是本发明实施例向左侧摆动示意图。
图4是本发明实施例向右侧摆动示意图。
如图3和图4所示,根据本发明实施例的一个方面,所述动力装置b3中设有马达b3d,在马达b3d的输出轴上设有可以圆周运动的曲柄b3q,在曲柄b3q与摆动架b1之间设有连杆b3c,所述曲柄b3q与连杆b3c之间通过铰接轴相互铰接实现曲柄b3q与连杆b3c的相互转动。所述摆动架b1的一端还设有转轴,所述连杆b3c通过转轴与摆动架b1相互联接,所述曲柄b3q、连杆b3c、马达b3d、铰接轴和转轴组成的一套可以提供拉伸动力的曲柄连杆机构,通过曲柄连杆机构可以实现动力装置b3带动摆动架b1在固定范围内实现周期摆动。当马达b3d旋转时,曲柄b3q拉动连杆b3c做伸缩运动,连杆b3c又拉动摆动架b1在弧形滑轨b2上滑动,最终实现设于摆动架b1上的打磨带1围绕圆形的连续焊接物料w的外圆周进行往复的有规律的打磨。
图5是本发明实施例更换规格示意图。
图6是本发明实施例更换规格正视示意图。
图7是本发明实施例更换规格向左侧摆动示意图。
如图5、图6和图7所示,根据本发明实施例的一个方面,设有升降装置s, 所述升降装置s还设有支撑架sz,动力螺杆sk和直线滑轨h,所述摆动架b1通过直线滑轨h安装在支撑架sz上,所述支撑架sz设置在弧形滑轨b2上,所述摆动架b1上还设有螺孔p,所述动力螺杆sk固定在支撑架sz上,所述动力螺杆sk穿过螺孔p并通过动力螺杆sk的转动实现摆动架b1的升降运动。所述升降装置s设于摆动架b1与弧形滑轨b2之间,所述升降装置s能够带动摆动架b1上下直线移动,所述升降装置s带动摆动架b1上下直线移动的轨迹始终与连续焊接物料w的中心相重合。当本实施例需要更换产品规格时,拧动动力螺杆sk,摆动架b1即可以实现上下移动来根据具体的产品规格来调整打磨带1的工作位置。
图8是本发明实施例压力调整装置ya结构示意图。
根据本发明实施例的一个方面,在压紧辊4与摆动架b1之间还设有压力调整装置ya,所述压力调整装置ya可以是螺杆调整装置,通过拧动螺杆,实现压紧辊4相对于所述连续焊接物料w的距离的细微变化。压力调整装置ya可以调整压紧辊4将打磨带1压在连续焊接物料w的连续焊缝上的压力,从而调整打磨带1的打磨量。
应当理解,说明书对于本发明的具体实施方式的描述是示例性的,而不应当解释为对于本发明保护范围的不当限制。本发明的保护范围由其权利要求限定,并涵盖落入其范围内的所有实施方式及其明显的等同变例。
- 一种焊缝打磨机的焊缝打磨调节机构
- 一种可调焊缝余高的管道焊缝打磨装置