一种台阶式磨轮装置及削磨方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及削磨技术领域,具体公开了一种台阶式磨轮装置及削磨方法。
背景技术
一般对基板(例如饰面玻璃基板)上进行削磨赋予基板各种磨边效果,对于获得具有台阶式磨边效果的基板而言,在运用到产品上时,不仅提供了产品的可选择性,符合大众的审美口味,提升大众的购买欲望,而且台阶形状也可以紧紧卡合在产品上,而避免通过螺栓等零部件紧固。
但是,目前市场上基板磨边方法繁杂,难以获得预期的磨边效果。因此,需要研发设计出一种台阶式磨轮装置及削磨方法,以想要获得符合预期的台阶式的磨边产品十分重要。
发明内容
本发明的目的在于克服现有技术的缺陷,本发明的目的之一是提供一种台阶式磨轮装置,用于解决现有技术过程中获得的台阶式磨边效果不理想,且所述台阶形状难以卡合的问题。
本发明的另一目的是提供如上所述、如下详述的削磨方法。
为了实现以上目的及其他目的,本发明是通过包括以下技术方案实现的:
一种台阶式磨轮装置,所述装置包括:支承座,所述支承座设有装配孔;周围磨层,位于所述支承座的周侧面,所述周围磨层包括,第一磨边、第二磨边,以及位于所述第一磨边和所述第二磨边之间的第一凹槽,所述第一磨边直径和第二磨边直径不同;磨料,位于所述周围磨层上。
可选地,所述周围磨层还包括第三磨边,以及位于所述第二磨边和所述第三磨边之间的第二凹槽。
可选地,所述第一凹槽和所述第二凹槽沿所述支承座径向方向上的高度不同。
可选地,所述第一磨边直径大于所述第二磨边直径,所述第二磨边直径大于所述第三磨边直径。
可选地,所述磨料为金刚石颗粒。
可选地,所述台阶式磨轮装置包括多个周围磨层。
本发明也提供了一种削磨方法,所述方法包括:提供一基板,所述基板的待削磨一侧与所述周围磨层上的所述磨料接触;所述台阶式磨轮装置削磨所述基板。
可选地,所述台阶式磨轮装置和所述基板相对于彼此移动的速度为0.5-2m/min。
可选地,所述台阶式磨轮装置的周围磨层和所述基板的接触表面具有润滑剂。
可选地,所述基板是经过预处理之后的基板。
综上所述,本发明提供了一种台阶式磨轮装置及削磨方法。根据本发明提供的台阶式磨轮装置,在所述台阶式磨轮装置设置周围磨层,并且利用所述周围磨层上的磨边直径和所述凹槽大小不同,形成台阶形状,对基板上进行削磨作业时,得到具有符合预期台阶式效果的基板。因此,在将本发明的基板运用到产品上时,可以得到预期台阶效果的产品,从而提供更多的可选择性,提升购买欲望,此外,在将本发明的基板运用到产品上时可以通过该台阶形状(例如台阶凹槽),可以紧紧卡合在产品,避免使用其他零部件进行连接的缺陷,且安全、操作方便等优点。其他的特征、益处和优势将通过本文详述的包括说明书和权利要求在内的文本公开而显而易见。
附图说明
图1根据本发明的台阶式磨轮装置一具体实施方式的结构示意图。
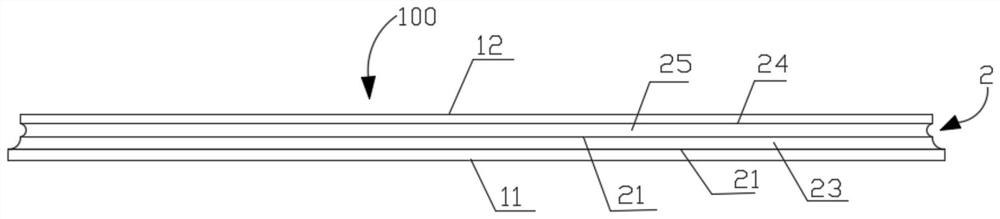
图2根据本发明的图1的台阶式磨轮装置的侧视图。
图3根据本发明的台阶式磨轮装置的又一具有实施方式的结构示意图。
图4根据本发明的图3的台阶式磨轮装置的侧视图。
图5根据本发明的台阶式磨轮装置削磨基板的削磨方法流程图。
具体实施方式
下面结合具体实施例进一步阐述本发明,应理解,这些实施例仅用于说明本发明而不用于限制本发明的保护范围。
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
请参阅图1,本发明提供了一种台阶式磨轮装置100,所述台阶式磨轮装置100包括所述支承座1,例如环形支承座,所述支承座1具有第一端面11、第二端面12和周侧面13,所述第一端面11通过所述周侧面13连接所述第二端面12。
请接着参阅1,所述支承座1还设有装配孔10,例如位于所述支承座1中心的装配孔。所述装配孔10用于将所述台阶式磨轮装置100装配到削磨设备上,进行削磨作业。进一步地,所述装配孔10具有高度调节装置101,例如螺栓结构、卡扣连接等,调整所述台阶式磨轮装置100在削磨设备上的高度。
请接着参阅1,所述支承座1,所述支承座1的材料没有具体的限定,例如可以为钢制、陶瓷等制件。
请接着参阅图1和图2,所述台阶式磨轮装置100还包括周围磨层2,所述周围磨层2位于所述支承座1的周侧面13,是进行台阶式磨边作业的工作空间,所述周围磨层2与所述基板的待削磨一侧的高度相一致。所述周围磨层2包括第一磨边21、第二磨边22,以及位于所述第一磨边21和所述第二磨边22之间的第一凹槽23。
请接着参阅2,所述第一磨边21是沿所述圆周侧面13形成的凸起,所述凸起的形状没有具体的限定,例如可以为圆环、方形、圆台等形状。所述第一磨边21具有所述第一磨边直径d
请接着参阅2,所述第二磨边22是沿所述圆周侧面13形成的凸起,所述凸起的形状没有具体的限定,例如可以为圆环、方形、圆台等形状。所述第二磨边22与所述第一磨边21在沿所述支承座1的轴向方向上平行布置,所述第二磨边22具有所述第二磨边直径d
请接着参阅2,所述第一磨边21和第二磨边22还有具有第一轴向距离h
请接着参阅2,所述第一凹槽23具有平滑表面,所述第一凹槽23形状与所述基板的第一台阶面相匹配。
请接着参阅图1至图2,所述周围磨层2还包括第三磨边24,以及位于所述第二磨边23和所述第三磨边24之间的第二凹槽25。
请接着参阅2,所述第三磨边24是沿所述圆周侧面13形成的凸起,所述凸起的形状没有具体的限定,例如可以为圆环、方形、圆台等形状。所述第三磨边24与所述第一磨边21、所述第二磨边22在沿所述支承座1的轴向方向上平行布置,所述第三磨边24具有所述第三磨边直径d
请接着参阅2,所述第三磨边24和第二磨边22还有具有第二轴向距离h
请接着参阅2,所述第三磨边21和第二磨边22间具有向第二径向距离d
请接着参阅2,第二凹槽25具有平滑表面,所述第二凹槽25形状与所述基板的第二台阶面相匹配。
请接着参阅图1至图2,所述台阶式磨轮装置100还包括磨料3,所述磨料3位于所述周围磨层2上,用于削磨基板,以获得所需的台阶效果、平面度、均匀度和/或粗糙度水平。所述磨料的材料没有具体的限定,例如可以为金刚石、氮化硅、立方氮化硼等粒子。
请参阅图3至图4,进一步地,所述台阶式磨轮装置100还可以包括多个磨层,例如2个、3个。每一磨层的结构例如可以具有相同的构造和组成,也可以具有不同的构造和组成。在所述台阶式磨轮装置100进行削磨作业时,可以对多块基板分别进行削磨。通过调整所述台阶式磨轮装置100上的高度调节装置101,使所述台阶式磨轮装置100的周围磨层2位于所述削磨设备的工作空间处,驱动所述削磨设备,使台阶式磨轮装置100与基板相对彼此移动进行削磨作业。在本发明的一具体实施方式中,所述装配孔10内设有与所述削磨设备匹配的螺纹,在进行削磨作业时,旋转螺纹使所述台阶式磨轮装置100的一个磨层位于所述削磨设备的工作空间处进行削磨作业,削磨完成后,接着再旋转螺纹使得所述台阶式磨轮装置100的另一个磨层位于所述削磨设备的工作空间处进行削磨作业。
请参阅图5,本发明还公开一种削磨方法,所述方法包括步骤S1~S3。所述方法包括S1,提供一基板。所述基板具有适用于例如饰面板局部特征的能力。所述基板例如可以为玻璃、陶瓷等基板,当然并不限定于此。
所述基板的形状例如可以方型体、圆形体等,例如所述基板的长度为300-600mm、例如500mm,宽度为100-500mm,例如300mm,厚度为4-10mm,例如6mm。该尺寸范围内的基板的整体硬度和韧性符合预期,在根据本发明提供的台阶式磨轮装置100进行进行削磨作业时,其可以有效的避免基板表面划伤、爆边、碎边、气泡、颗粒等的问题。
进一步地,所述基板可以是预处理之后的基板,所述预处理包括但不限于检验所述基板的长度、宽度、厚度、外观、玻色。更进一步地,所述基板用于例如饰面板等产品时,可以在基板表面涂覆产品标识,例如可以通过印刷设备在表面涂覆油墨等方式实现,所述预处理还可以包括检验油墨性能、菲林表面质量。在本发明公开的一具体实施方式中,用例如所述卡尺、千分尺检验所述基板的外观尺寸,用例如电子秤、菲林尺等检验所述基板、油墨、菲林的质量。
所述油墨例如经过搅拌机搅拌,并检验所述粘度、颜色、外观、重量。另外,进行网版作业,以使所述油墨经过安装在印刷设备上的网版涂覆到所述基板上。具体地,所述网版作业例如可以经过绷网、清洗、显影、检验等过程实现,所述绷网过程中的经线张力和纬线张力可以根据网版的目数进行选择,所述目数越大,张力越小,进一步地,所述纬线张力大于所述经线张力。例如目数的范围80-350目,所述经线张力例如为30-10N,所述纬线张力例如为50-20N,在该范围内的张力可以保证所述菲林可以在网版上进行良好的显影,在进行印刷作业时,保证所述油墨完整清晰地转印至所述基板上。所述显影过程中,例如可以通过曝光机进行显影曝光,所述曝光参数例如为100J-300J,例如100J。所述检验过程中可以检验网版与所述印刷区域是否有破损、网版张力是否过低等情况。
为保持基板的完整性以适用于不同的场合,所述基板可以为大型基板,在进行基板的削磨作业前,还可以对大型基板进行切割,例如将所述大型基板吊装到例如切割机上,切割大型基板以得到符合预期的长度、宽度、厚度,所述切割机的刀轮直径例如4-10mm,例如4mm,刀轮角度例如为100-200°,例如为145°,所述刀轮压力例如为1-1.5,所述切割速度例如为100000-180000。在上述范围内的切割参数下,可以保持所述切割的基板具有良好的尺寸稳定性以及避免基板表面划伤、爆边的问题。在本发明公开的一具体实施方式中,所述切割机的刀轮直径为4mm,刀轮角度为145°,刀轮压力为1.5,切割速度为180000,将所述长度为2440mm、宽度为3660mm、厚度为6mm的大型基板,切割为长度为500mm、宽度为300mm、厚度为6mm的基板。在所述步骤S1中,将所述基板经转运装置例如周转架车,将所述基板进行转移,以允许进行步骤S2。
请接着参阅图5,所述削磨方法还包括S2,所述基板的待磨一侧与所述周围磨层2上的所述磨料3接触。具体地,所述台阶式磨轮装置100安装在所述削磨设备上,再安装所述基板,使得所述基板与所述台阶式磨轮装置100位于在所述削磨设备的工作空间,且彼此相接触。
请接着参阅图5,所述削磨方法还包括S3,所述台阶式磨轮装置100对所述基板进行削磨。具体地,所述削磨设备的电机转速例如为3000-4500,例如3500,所述磨边线速例如为0.5-2m/min,进一步地的例如为0.5-1m/min,磨削量可以根据磨边后基板的外观尺寸进行设计,例如为0.5-1mm,所述基板的待磨一侧与和所述台阶式磨轮装置100相对于彼此移动。例如在本发明公开的一具体实施方式中,所述转速为3500,所述磨边线速为1m/min,磨削量为0.65mm。所述削磨设备的削磨参数被严格的控制,以获得符合预期的磨边尺寸、表面质量、磨边安全角和台阶高度。
所述削磨后基板例如通过转运装置例如周转架车,将所述基板转移至清洗设备,进行清洗。清洁后的基板用于例如饰面板等产品。
所述削磨后基板表面例如可以涂覆产品标识,例如可以通过印刷设备在表面涂覆油墨,具体地,安装所述网版和所述油墨于所述印刷设备上,将所述油墨转印至所述基板上,所述印刷过程中所述刮刀角度例如为60-80°,所述刮胶度数例如为60-87°、印刷速度例如为15-35HZ,所述回墨速度例如为20-50HZ。进一步地,在进行印刷时,可以通过多层的反复印刷,例如5层、7层。在每层印刷后进行烘烤,所述烘烤的方式具有多种,例如网带式烘道烘干、辊轮式烘道烘干或二者的组合,所述网带式烘道烘干和所述辊轮式烘道烘干的温度为150-300℃,所述烘干的速度为10-30HZ,进一步地,所述网带式烘道烘干的烘干速度低于所述辊轮式烘道烘干,所述烘干的温度和所述速度例如可以随着层数增加而增加,使得所述多层印刷效果厚度均匀、不积墨。
进一步地,在进行多层印刷时,第一层印刷完成后,可以进行钢化处理,提高基板的抗冲击力,所述钢化过程中,预热炉的温度例如为300-700℃,进一步地,所述预热炉上部的温度例如为300-500℃,所述预热炉下部的温度例如为500-700℃,所述加热时间例如为200-500s,所述膨胀系数例如可以为0.1-1mm/m,冷却时间例如可以为100-200S,高压风栅例如可以为2200-3600mm,所述基板的进炉速度例如可以为200-400mm/s。将钢化处理后的基板进行下一层的印刷处理,完成基板表面油墨的印刷作业。
所述基板削磨完成后,可以对所述基板进行包装。所述包装材料没有特别的限定,例如可以为S拷贝纸、瓦纸箱、热力胶合板木箱、珍珠泡沫板、静电保护膜等进行包装。
综上所述,本发明提供了一种台阶式磨轮装置及削磨方法。根据本发明提供的台阶式磨轮装置,在所述台阶式磨轮装置设置周围磨层,并且利用所述周围磨层上的磨边直径和所述凹槽大小不同,形成台阶形状,对基板上进行削磨作业时,得到具有符合预期台阶式效果的基板。因此,在将本发明的基板运用到产品上时,可以得到预期台阶效果的产品,从而提供更多的可选择性,提升购买欲望,此外,在将本发明的基板运用到产品上时可以通过该台阶形状(例如台阶凹槽),可以紧紧卡合在产品,避免使用其他零部件进行连接的缺陷,且安全、操作方便等优点。因此,本发明具有高度的产业利用价值。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 一种台阶式磨轮装置及削磨方法
- 一种高稳定性液压挡轮在线削磨装置