钻孔用精准对位治具
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及治具技术领域,特别涉及一种钻孔用精准对位治具。
背景技术
众所周知,治具是一个木工、铁工、钳工、机械、电控和其他一些手工艺品的大类工具,主要是作为协助控制位置或动作的一种工具,治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类,其中工艺装配类治具包括装配治具、焊接治具、解体治具、点胶治具、照射治具、调整治具和剪切治具,而项目测试类治具则包括寿命测试类治具、包装测试类治具、环境测试类治具、光学测试类治具、屏蔽测试类治具和隔音测试类治具等等,线路板测试类治具主要包括ICT测试治具、FCT功能治具、SMT过炉治具和BGA测试治具等等。在工业时代前就已被广泛使用,某些类型的治具也称为“模具”或“辅具”,其主要目的是为重复性和准确的重复某部分的重制。一个明显的例子是当复制钥匙时,原始的钥匙通常被固定于治具上,如此机器就能借由原始钥匙外观的导引复制出新的钥匙。
对工件进行钻孔加工时,需要用到钻孔治具,然而,一般的钻孔治具上的钻孔工具与物料不能很好的进行对位,导致钻孔治具定位不准确,对钻孔的质量造成影响,如果人工进行干预,甚至会存在安全问题。
发明内容
基于此,有必要设计一种工件安装操作简便,精准对位,及安全性能较高的钻孔用精准对位治具。
一种钻孔用精准对位治具,包括安装台、预定位组件、孔位对位组件及压紧组件,所述预定位组件设置于所述安装台上;
所述孔位对位组件包括固定座、固定杆、旋转件及对孔钻套,所述固定座设置于所述安装台上,所述旋转件上开设有通孔,所述固定杆穿设所述通孔,所述固定杆的两端设置于所述固定座上,所述旋转件用于与所述固定杆转动连接,以使所述旋转件向靠近或者远离所述预定位组件的方向做位移,所述旋转件上开设有对位孔,所述对孔钻套嵌置于所述对位孔内;
所述压紧组件包括导向柱、导向杆、压紧块、限位片及压紧螺母,所述导向柱及所述导向杆分别设置于所述安装台上,所述压紧块的底面上开设滑槽,所述压紧块上开设有滑动通孔,所述导向柱滑动设置于所述滑槽内,所述限位片设置于所述导向杆外,所述导向杆穿设所述滑动通孔,所述限位片用于与所述压紧块相抵持,所述压紧块用于向靠近或者远离所述预定位组件的方向做位移,所述导向杆上设置有外螺纹,所述压紧螺母的内侧壁上开设有内螺纹,所述压紧螺母套置于所述导向杆外,所述内螺纹与所述外螺纹螺接,所述压紧螺母用于向靠近或远离所述压紧块的方向做位移,所述压紧螺母还用于与所述压紧块相顶持,以使所述压紧块夹持于所述限位片及所述压紧螺母之间。
在其中一个实施例中,所述安装台上设置有放置区及钻孔区,所述预定位组件包括对位台及侧方限位块,所述对位台及所述侧方限位块分别设置于所述安装台上,所述对位台位于所述放置区内,所述钻孔区位于所述对位台及所述侧方限位块之间。
在其中一个实施例中,所述侧方限位块包括块体及垫柱,所述块体设置于所述安装台上,所述垫柱设置于所述块体上,所述垫柱用于与工件相顶持。
在其中一个实施例中,所述孔位对位组件还包括锁紧钉及锁紧钢片,所述锁紧钉设置于所述固定座上,所述锁紧钢片设置于所述锁紧钉远离所述固定座的一端上,所述锁紧钢片用于与所述旋转件相顶持。
在其中一个实施例中,所述压紧组件还包括推拉杆,所述推拉杆设置于所述压紧块上。
与现有技术相比,本发明具有如下有益技术效果:
上述所述钻孔用精准对位治具通过设置预定位组件、孔位对位组件及压紧组件,对位台及侧方限位块通过面及点的预定位,使得工件一步到位,无需对工件的位置进行微调,使得工件的安装较为简便,精准。通过所述对孔钻套与所述待钻孔区域对齐,钻孔时,只需将钻头对准所述对孔钻套,所述钻头则能对所述待钻孔区域进行精准的钻孔操作,使得钻孔操作的安全性能更高,且所述对孔钻套对所述钻头还具有导向的作用,使得钻出了来的孔位更加精准,有利于提高工件的成品率,降低工件的报废率,进而降低生产成本。通过所述压紧块、限位片及压紧螺母对所述工件做最终的限位,防止工件在钻孔操作时发生晃动,使得钻孔操作更加精准。
附图说明
图1为本发明一实施方式的钻孔用精准对位治具的结构示意图。
图2为本发明另一实施方式的钻孔用精准对位治具的结构示意图。
图3为本发明另一实施方式的钻孔用精准对位治具的结构示意图。
图4为图3所示的钻孔用精准对位治具一实施方式的另一视角的结构示意图。
附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的;相同或相似的标号对应相同或相似的部件;附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征更易被本领域技术人员理解,从而对本发明的保护范围作出更为清楚的界定。
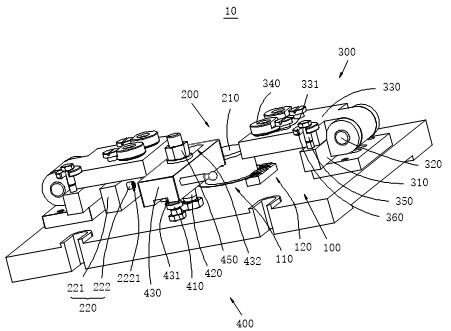
请参阅图1,其为本发明一实施方式的钻孔用精准对位治具10的结构示意图。一种钻孔用精准对位治具10包括安装台100、预定位组件200、孔位对位组件300及压紧组件400,所述预定位组件200设置于所述安装台100上,所述孔位对位组件300及所述压紧组件400分别设置于所述安装台100上,所述安装台100用于起到安装和定位的作用,所述预定位组件200对工件起预先的定位的作用,即,工件首先放置于所述预定位组件200上,通过所述预定位组件200对工件起预定位的作用,后通过所述孔位对位组件300与所述工件上的孔位对好,之后通过所述压紧组件400对所述工件做最终的定位。
一实施例中,请一并参阅图1及图2,所述安装台100上设置有放置区110及钻孔区120,所述预定位组件200包括对位台210及侧方限位块220,所述对位台210及所述侧方限位块220分别设置于所述安装台100上,所述对位台210位于所述放置区110内,所述钻孔区120位于所述对位台210及所述侧方限位块220之间,需要说明的是,工件的底面上开设有凹槽,所述对位台210嵌置于所述凹槽内,所述侧方限位块220用于与所述工件的侧面相顶持;又如,所述侧方限位块220包括块体221及垫柱222,所述块体221设置于所述安装台100上,所述垫柱222设置于所述块体221上,所述垫柱222用于与工件相顶持,又如,所述垫柱222上设置有抵持面2221,所述抵持面2221与所述工件的侧面相抵持,即,通过面及点的预定位,使得工件一步到位,无需对工件的位置进行微调,使得工件的安装较为简便,精准。
请一并参阅图1至图3,所述孔位对位组件300包括固定座310、固定杆320、旋转件330及对孔钻套340,所述固定座310设置于所述安装台100上,所述旋转件330上开设有通孔(图未示),所述固定杆320穿设所述通孔,所述固定杆320的两端设置于所述固定座310上,所述旋转件330用于与所述固定杆320转动连接,以使所述旋转件330向靠近或者远离所述预定位组件200的方向做位移,所述旋转件330上开设有对位孔331,所述对孔钻套340嵌置于所述对位孔331内,所述对孔钻套340用于与工件20上的孔位区201对齐,即,在工件预定位之后,旋转所述旋转件330,使得所述对孔钻套340与所述孔位区201对齐,以便于后续钻孔操作,亦即,通过所述对孔钻套340与所述孔位区201对齐,钻孔时,只需将钻头对准所述对孔钻套340,所述钻头则能对所述孔位区201进行精准的钻孔操作,无需人工再进行干预,使得钻孔操作的安全性能更高,且所述对孔钻套340对所述钻头还具有导向的作用,使得钻出了来的孔位更加精准,有利于提高工件的成品率,降低工件的报废率,进而降低生产成本。
一实施例中,请参阅图3,所述孔位对位组件300还包括锁紧钉350及锁紧钢片360,所述锁紧钉350设置于所述固定座310上,所述锁紧钢片360设置于所述锁紧钉350远离所述固定座310的一端上,所述锁紧钢片360用于与所述旋转件330相顶持,如此,所述锁紧钉350及锁紧钢片360能够对所述旋转件330起到加固的作用,减少所述旋转件330在钻孔时的振动,有助于提高钻孔精准度。
请一并参阅图1及图4,所述压紧组件400包括导向柱410、导向杆420、压紧块430、限位片440及压紧螺母450,所述导向柱410及所述导向杆420分别设置于所述安装台100上,所述导向杆420与所述导向柱410之间设置有间隔,所述压紧块430的底面上开设滑槽431,所述压紧块430上开设有滑动通孔432,所述导向柱410滑动设置于所述滑槽431内,所述限位片440设置于所述导向杆420外,所述导向杆420穿设所述滑动通孔432,即,所述压紧块430滑动设置于所述导向杆420外,所述限位片440用于与所述压紧块430相抵持,所述压紧块430用于向靠近或者远离所述预定位组件200的方向做位移,即,所述压紧块430用于将工件压紧在所述安装台100上,所述导向杆420上设置有外螺纹(图未示),所述压紧螺母450的内侧壁上开设有内螺纹(图未示),所述压紧螺母450套置于所述导向杆420外,所述内螺纹与所述外螺纹螺接,所述压紧螺母450用于向靠近或远离所述压紧块430的方向做位移,所述压紧螺母450还用于与所述压紧块430相顶持,以使所述压紧块430夹持于所述限位片440及所述压紧螺母450之间,如此,当所述压紧块430向靠近所述预定位组件200的方向做位移时,即所述压紧块430向工件做位移,当压紧块430的一端与所述工件相抵持时,扭旋所述压紧螺母450,所述压紧螺母450用于向靠近所述压紧块430的方向做位移,以使所述压紧螺母450与所述压紧块430相顶持,并以使所述压紧块430夹持于所述限位片440及所述压紧螺母450之间,需要说明的是,所述限位片440于所述导向杆420上的高度略小于所述工件的厚度。
需要说明的是,所述钻孔用精准对位治具10通过设置预定位组件200、孔位对位组件300及压紧组件400,所述预定位组件200包括对位台210及侧方限位块220,通过面及点的预定位,使得工件一步到位,无需对工件的位置进行微调,使得工件的安装较为简便,精准。通过所述对孔钻套340与所述孔位区201对齐,钻孔时,只需将钻头对准所述对孔钻套340,所述钻头则能对所述孔位区201进行精准的钻孔操作,无需人工再进行干预,使得钻孔操作的安全性能更高,且所述对孔钻套340对所述钻头还具有导向的作用,使得钻出了来的孔位更加精准,有利于提高工件的成品率,降低工件的报废率,进而降低生产成本。通过所述压紧块430、限位片440及压紧螺母450对所述工件做最终的限位,防止工件在钻孔操作时发生晃动,使得钻孔操作更加精准。
一实施例中,请参阅图1,所述压紧组件400还包括推拉杆460,所述推拉杆460设置于所述压紧块430上,如此,所述推拉杆有助于所述压紧块430的移动,使得所述压紧块430的操作更加简便。
与现有技术相比,本发明具有如下有益技术效果:
上述所述钻孔用精准对位治具10通过设置预定位组件200、孔位对位组件300及压紧组件400,对位台210及侧方限位块220通过面及点的预定位,使得工件一步到位,无需对工件的位置进行微调,使得工件的安装较为简便,精准。通过所述对孔钻套340与所述孔位区201对齐,钻孔时,只需将钻头对准所述对孔钻套340,所述钻头则能对所述孔位区201进行精准的钻孔操作,使得钻孔操作的安全性能更高,且所述对孔钻套340对所述钻头还具有导向的作用,使得钻出了来的孔位更加精准,有利于提高工件的成品率,降低工件的报废率,进而降低生产成本。通过所述压紧块430、限位片440及压紧螺母450对所述工件做最终的限位,防止工件在钻孔操作时发生晃动,使得钻孔操作更加精准。
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
- 钻孔用精准对位治具
- 一种用于折弯中心对位精准的折弯治具