塑编袋上下底折边检测剔出装置
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及塑编袋技术领域,具体涉及塑编袋上下底折边检测剔出装置。
背景技术
塑编袋是以聚丙烯和聚乙烯树脂为主设计出的产品,其在生产过程中的树脂原料,经挤出拉伸成扁丝,再经织造、折边封口制袋而成,塑编袋是一种重要的包装形式,被广泛应用于各行业中,塑编袋在使用过程中出现的问题,大多发生在其上下底的折边区域,在承受塑编袋内部重力及外力的作用下,折边不牢固的部位则会发生变形及破损。
目前塑编袋的生产,解决因塑编袋上下底折边未能有效折立成直角状,导致搭位热封不完整,而人工检查时容易漏检的情况,由人工检测转换成机械电器完成检测,降低漏检率,提升产品品质。
现有技术中也出现了一些关于塑编袋上下底折边装置的技术方案,如申请号为CN201910789810.2的一项中国专利公开了一种塑料编织袋折边定型机械及其方法,包括夹持底座、工作电动滑块、位移框、同步装置、两个定位夹具、龙门架、驱动气缸、下压装置和烫痕装置,所述的夹持底座上安装有工作电动滑块,工作电动滑块上设有位移框,位移框的中部安装有同步装置,同步装置的左右两端安装有两个定位夹具,位移框的中部安装有烫痕装置,位移框上安装有龙门架,龙门架的上端通过驱动气缸与下压装置相连;该技术方案解决了现有的折边机通常对编织布采用硬性压制,通过两个压制模具对编织布进行反复压制,但是由于编织布为柔性面料,往往需要反复压制才能压出清晰的折痕,折边定型的效果较差等难题;但是该技术方案中未解决因塑编袋上下底折边未能有效折立成直角状,导致搭位热封不完整,而人工检查时容易漏检的问题。
鉴于此,本发明提出了塑编袋上下底折边检测剔出装置,解决了上述技术问题。
发明内容
为了弥补现有技术的不足,本发明提出了塑编袋上下底折边检测剔出装置,通过设置的光电传感器,来检测塑编袋的折边是否有效折立起呈直角状,实现自动检测剔出不合格品的作用,将人工检测转换成机械电器完成检测,降低漏检率,提升产品质量,从而实现了塑编袋上下底折边检测剔出装置的运行效果。
本发明所述的塑编袋上下底折边检测剔出装置,包括主机架、成型架和控制器;所述主机架的两侧安装有成型架,主机架在成型架之间还安装有传送带;所述主机架上设有压辊带,压辊带分别位于传送带两侧的上方且平行于其行进方向,压辊带使塑编袋贴合在传送带上,压辊带与传送带保持相同的运转状态;所述传送带使运送的塑编袋上下底端位于其两侧,传送带将折边后的塑编袋运送至成型架的区域,并使塑编袋的上下两端分别位于传送带两侧的成型架上;所述主机架在成型架和传送带的区域设有检测电眼,检测电眼滑动安装在主机架的滑轨上,检测电眼通过内置的光电传感器判断检测区域的光路变化;所述主机架在传送带行进方向的末端还设有桁架,桁架朝向传送带的端面上还滑动安装有座板,座板上设置有驱动的电机;所述座板的下方设有电动吸盘,座板与电动吸盘间固连有升降杆;所述电动吸盘通过吸附塑编袋使其从传送带上脱离;所述控制器用于调节主机架的运行,控制器与检测电眼间通过屏蔽电缆进行数据通讯;
现有技术中,塑编袋上下底的折边动作,在加工过程中会出现未有效直立起的状态,导致塑编袋在搭位热封时出现不完整的情况,且在人工检查时容易漏检,使成品中含有质量问题的塑编袋,进而在使用塑编袋时留下了隐患;
因此,本发明通过设置的检测电眼,对主机架上塑编袋上下底折边呈直角的状态进行检测,在压辊带对传送带上的塑编袋进行定位后,经折边后被传送带运往成型架的区域,手动调整检测电眼在滑轨上的位置,使检测电眼的位置匹配塑编袋的宽度尺寸,当传送带上方的检测电眼检测到塑编袋传送至成型架的位置后,经屏蔽电缆将检测信号发送至控制器中,并根据设定的指令使成型架上方的检测电眼运行起来,当塑编袋上下底成型折边位置有效直立起呈直角状,成型架区域的检测电眼都被挡住,则其传送至控制器中的信息表示所传送的袋子为合格袋子,继而通过传送带将塑编袋运抵至下道工序中,若有其中一个检测电眼检测到未被有效遮挡,则判定为不合格袋子进而执行剔出不合格品的命令,此时控制器通过电机驱动座板沿着桁架移动到传送带的上方,然后控制升降杆降下使电动吸盘将塑编袋吸附起来,接着通过电机驱动座板沿着桁架脱离传送带的区域,继而将塑编袋的不合格品剔出,维持传送带上运输的塑编袋的折边质量;本发明利用了设置的光电传感器,来检测塑编袋的折边是否有效折立起呈直角状,实现自动检测剔出不合格品的作用,将人工检测转换成机械电器完成检测,降低漏检率,提升产品质量,从而实现了塑编袋上下底折边检测剔出装置的运行效果。
优选的,所述主机架上还设有转动的摆杆,摆杆位于压辊带与成型架之间,摆杆的底部间固连有挡片,挡片垂直于传送带的行进方向;所述挡片凸出于传送带的两侧,挡片的长度小于传送带上塑编袋折边后的长度,挡片的底端与传送带的表面滑动接触;工作时,重量较小的塑编袋在折边完成后,其上下底易发生不同步的脱离情况,进而使塑编袋在传送带上处于倾斜状态;通过设置在压辊带与成型架间的摆杆,并使摆杆间固连的挡片搭附在传送带上,使传送带上倾斜的塑编袋在接触到挡片上的某处后,在摆杆和挡片的重量下使塑编袋在传送带上产生偏移,当偏移过程的塑编袋归正到与挡片相贴合接触时,塑编袋与传送带间的静摩擦力克服挡片的重力,使摆杆产生偏转,继而使传送带上的塑编袋以摆正的姿态经过挡片进入到成型架区域,且成型架区域的检测电眼位于塑编袋宽度尺寸的两端,避免折边完成的塑编袋在传送带上处于倾斜姿态下,而造成成型架区域的检测电眼的光路出现为未被遮挡的情况,增加了检测电眼对塑编袋上下底折边检测的准确度,从而提升了塑编袋上下底折边检测剔出装置的运行效果。
优选的,所述摆杆的顶端间还固连有直杆,直杆的中部转动安装有轴杆,轴杆与垂直于传送带的平面;所述直杆通过轴杆转动安装在主机架上,直杆与主机架间还设有固连的扭簧,扭簧与轴杆同轴心;工作时,传送带上倾斜的塑编袋在接触到挡片时,通过设置在摆杆间的连杆,配合主机架上转动的轴杆,使挡片跟随塑编袋产生偏转,在固定姿态的挡片在与倾斜姿态的塑编袋边缘接触的瞬间,未克服在塑编袋与传送带间的静摩擦力时,避免造成塑编袋的褶皱而干扰到塑编袋的归正,设置在直杆与主机架间的扭簧,使挡片在接触塑编袋瞬间产生的作用力小于传送带上的静摩擦力时,通过挡片和摆杆带动直杆与主机架间的扭簧产生扭转,在扭簧将产生的扭转力传递到挡片上,使倾斜的塑编袋在承受挡片上逐渐增大的作用力时,在传送带上仍有移动的空间,进而维持传送带上塑编袋的形态,从而维持了塑编袋上下底折边检测剔出装置的运行效果。
优选的,所述轴杆的上还设置有环形的弧面,轴杆通过环形的弧面贴合接触;所述弧面使轴杆在转动时增加了长度,使得轴杆上的直杆带动挡片产生朝下的移动;工作时,传送带上倾斜姿态的塑编袋在接触到挡片的瞬间;通过设置在轴杆上环形的弧面,使挡片的偏转传递到直杆中部的轴杆上,进而带动轴杆沿其环形的弧面转动起来,轴杆在其环形弧面的作用下使偏转的挡片增加了对传送带的压力,且增加长度的轴杆同样增大了扭簧的长度,进而增强了扭簧的扭转力,并与挡片在传送带表面上增加的压力相配合,增大了偏转状态下挡片对塑编袋的作用力,使传送带上的塑编袋便于归正到正确的姿态,确保检测电眼的测量光路反馈出塑编袋实际的折边情况,从而提升了塑编袋上下底折边检测剔出装置的运行效果。
优选的,所述传送带的表面还设置有间歇排布的球形凸起,球形凸起位于传送带的中部;所述球形凸起使传送带上的塑编袋呈中部隆起的状态;工作时,传送带上倾斜的塑编袋在挡片作用下的摆正过程中,需要使塑编袋在偏转归正时与传送带间的阻力;通过设置在传送带中部的球形凸起,使倾斜的塑编袋在摆正时以球形凸起的触点为转动轴,将塑编袋在传送带上摆正的静摩擦变为转动摩擦,继而便于将塑编袋的倾斜姿态归正,且在塑编袋归正后与挡片相贴合接触时,通过塑编袋与球形凸起间的静摩擦克服挡片的重力使摆杆偏转,继续传送带对塑编袋的运输,从而维持了塑编袋上下底折边检测剔出装置的运行效果。
优选的,所述传送带的两侧还设有风槽,风槽位于挡片和压辊带之间的区域;所述风槽使气泵产生的气流沿传送带的表面倾斜吹向挡片;工作时,通过设置的风槽在传送带表面形成气流,继而使塑编袋在传送带表面气流的作用下悬浮起来,进而降低了塑编袋与传送带间的摩擦力,便于将塑编袋的倾斜姿态进行归正,且倾斜吹向挡片的气流也增加了摆杆受到的偏转力,使塑编袋在气流作用的悬浮状态下接触到挡片后,仅依靠传送带中部球形凸起的静摩擦力就能够将挡片顶起,确保塑编袋在传送带表面移动的顺畅性,从而推升了塑编袋上下底折边检测剔出装置的运行效果。
本发明的有益效果如下:
1.本发明通过设置的光电传感器,来检测塑编袋的折边是否有效折立起呈直角状,实现自动检测剔出不合格品的作用,将人工检测转换成机械电器完成检测,降低漏检率,提升产品质量。
2.本发明通过设置在压辊带与成型架间的摆杆,并使摆杆间固连的挡片搭附在传送带上,在摆杆和挡片的重量下使塑编袋在传送带上产生偏移,当偏移过程的塑编袋归正到与挡片相贴合接触时,避免折边完成的塑编袋在传送带上处于倾斜姿态下,而造成检测电眼的光路出现为未被遮挡的情况,增加了检测电眼对塑编袋上下底折边检测的准确度。
3.本发明通过设置在传送带中部的球形凸起,使倾斜的塑编袋在摆正时以球形凸起的触点为转动轴,配合设置的风槽在传送带表面形成气流,降低塑编袋与传送带间的摩擦力,便于将塑编袋的倾斜姿态进行归正,确保塑编袋在传送带表面移动的顺畅性。
附图说明
下面结合附图和实施方式对本发明进一步说明。
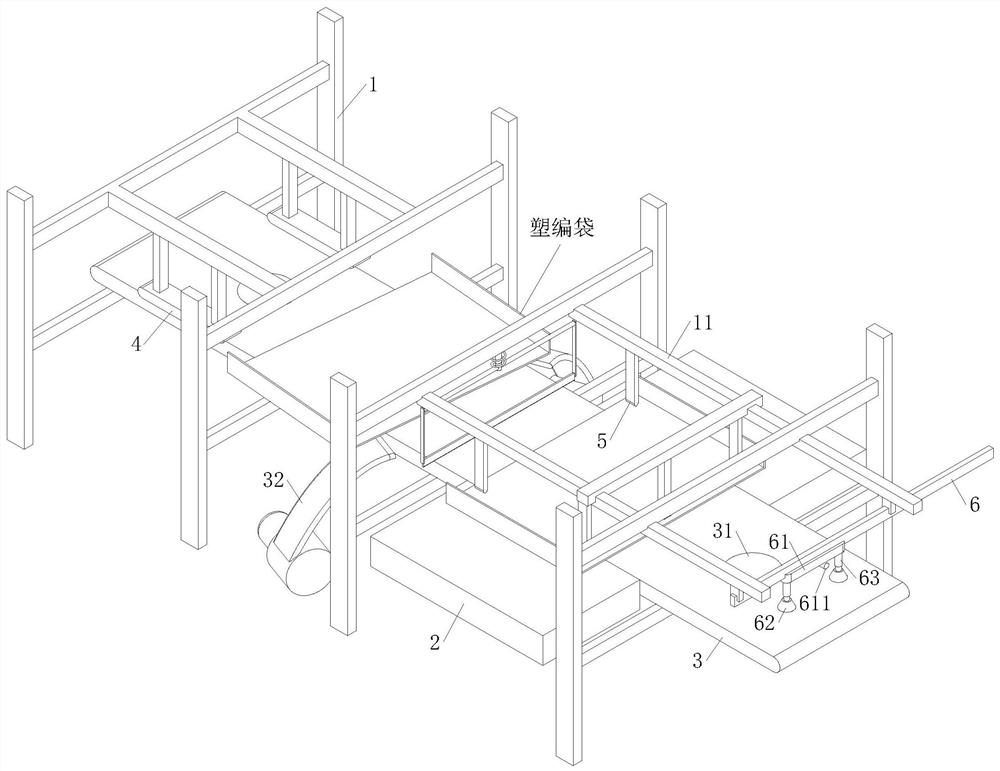
图1是本发明中塑编袋上下底折边检测剔出装置的立体图;
图2是图1中摆杆部分的放大图;
图3是本发明中检测电眼部位的俯视图;
图4是图2中A处的局部放大图;
图中:主机架1、滑轨11、成型架2、传送带3、球形凸起31、风槽32、压辊带4、检测电眼5、桁架6、座板61、电机611、电动吸盘62、升降杆63、摆杆7、挡片71、直杆72、扭簧721、轴杆73、弧面731。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
如图1至图4所示,本发明所述的塑编袋上下底折边检测剔出装置,包括主机架1、成型架2和控制器;所述主机架1的两侧安装有成型架2,主机架1在成型架2之间还安装有传送带3;所述主机架1上设有压辊带4,压辊带4分别位于传送带3两侧的上方且平行于其行进方向,压辊带4使塑编袋贴合在传送带3上,压辊带4与传送带3保持相同的运转状态;所述传送带3使运送的塑编袋上下底端位于其两侧,传送带3将折边后的塑编袋运送至成型架2的区域,并使塑编袋的上下两端分别位于传送带3两侧的成型架2上;所述主机架1在成型架2和传送带3的区域设有检测电眼5,检测电眼5滑动安装在主机架1的滑轨11上,检测电眼5通过内置的光电传感器判断检测区域的光路变化;所述主机架1在传送带3行进方向的末端还设有桁架6,桁架6朝向传送带3的端面上还滑动安装有座板61,座板61上设置有驱动的电机611;所述座板61的下方设有电动吸盘62,座板61与电动吸盘62间固连有升降杆63;所述电动吸盘62通过吸附塑编袋使其从传送带3上脱离;所述控制器用于调节主机架1的运行,控制器与检测电眼5间通过屏蔽电缆进行数据通讯;
现有技术中,塑编袋上下底的折边动作,在加工过程中会出现未有效直立起的状态,导致塑编袋在搭位热封时出现不完整的情况,且在人工检查时容易漏检,使成品中含有质量问题的塑编袋,进而在使用塑编袋时留下了隐患;
因此,本发明通过设置的检测电眼5,对主机架1上塑编袋上下底折边呈直角的状态进行检测,在压辊带4对传送带3上的塑编袋进行定位后,经折边后被传送带3运往成型架2的区域,手动调整检测电眼5在滑轨11上的位置,使检测电眼5的位置匹配塑编袋的宽度尺寸,当传送带3上方的检测电眼5检测到塑编袋传送至成型架2的位置后,经屏蔽电缆将检测信号发送至控制器中,并根据设定的指令使成型架2上方的检测电眼5运行起来,当塑编袋上下底成型折边位置有效直立起呈直角状,成型架2区域的检测电眼5都被挡住,则其传送至控制器中的信息表示所传送的袋子为合格袋子,继而通过传送带3将塑编袋运抵至下道工序中,若有其中一个检测电眼5检测到未被有效遮挡,则判定为不合格袋子进而执行剔出不合格品的命令,此时控制器通过电机611驱动座板61沿着桁架6移动到传送带3的上方,然后控制升降杆63降下使电动吸盘62将塑编袋吸附起来,接着通过电机611驱动座板61沿着桁架6脱离传送带3的区域,继而将塑编袋的不合格品剔出,维持传送带3上运输的塑编袋的折边质量;本发明利用了设置的光电传感器,来检测塑编袋的折边是否有效折立起呈直角状,实现自动检测剔出不合格品的作用,将人工检测转换成机械电器完成检测,降低漏检率,提升产品质量,从而实现了塑编袋上下底折边检测剔出装置的运行效果。
作为本发明的一种实施方式,所述主机架1上还设有转动的摆杆7,摆杆7位于压辊带4与成型架2之间,摆杆7的底部间固连有挡片71,挡片71垂直于传送带3的行进方向;所述挡片71凸出于传送带3的两侧,挡片71的长度小于传送带3上塑编袋折边后的长度,挡片71的底端与传送带3的表面滑动接触;工作时,重量较小的塑编袋在折边完成后,其上下底易发生不同步的脱离情况,进而使塑编袋在传送带3上处于倾斜状态;通过设置在压辊带4与成型架2间的摆杆7,并使摆杆7间固连的挡片71搭附在传送带3上,使传送带3上倾斜的塑编袋在接触到挡片71上的某处后,在摆杆7和挡片71的重量下使塑编袋在传送带3上产生偏移,当偏移过程的塑编袋归正到与挡片71相贴合接触时,塑编袋与传送带3间的静摩擦力克服挡片71的重力,使摆杆7产生偏转,继而使传送带3上的塑编袋以摆正的姿态经过挡片71进入到成型架2区域,且成型架2区域的检测电眼5位于塑编袋宽度尺寸的两端,避免折边完成的塑编袋在传送带3上处于倾斜姿态下,而造成成型架2区域的检测电眼5的光路出现为未被遮挡的情况,增加了检测电眼5对塑编袋上下底折边检测的准确度,从而提升了塑编袋上下底折边检测剔出装置的运行效果。
作为本发明的一种实施方式,所述摆杆7的顶端间还固连有直杆72,直杆72的中部转动安装有轴杆73,轴杆73与垂直于传送带3的平面;所述直杆72通过轴杆73转动安装在主机架1上,直杆72与主机架1间还设有固连的扭簧721,扭簧721与轴杆73同轴心;工作时,传送带3上倾斜的塑编袋在接触到挡片71时,通过设置在摆杆7间的连杆,配合主机架1上转动的轴杆73,使挡片71跟随塑编袋产生偏转,在固定姿态的挡片71在与倾斜姿态的塑编袋边缘接触的瞬间,未克服在塑编袋与传送带3间的静摩擦力时,避免造成塑编袋的褶皱而干扰到塑编袋的归正,设置在直杆72与主机架1间的扭簧721,使挡片71在接触塑编袋瞬间产生的作用力小于传送带3上的静摩擦力时,通过挡片71和摆杆7带动直杆72与主机架1间的扭簧721产生扭转,在扭簧721将产生的扭转力传递到挡片71上,使倾斜的塑编袋在承受挡片71上逐渐增大的作用力时,在传送带3上仍有移动的空间,进而维持传送带3上塑编袋的形态,从而维持了塑编袋上下底折边检测剔出装置的运行效果。
作为本发明的一种实施方式,所述轴杆73的上还设置有环形的弧面731,轴杆73通过环形的弧面731贴合接触;所述弧面731使轴杆73在转动时增加了长度,使得轴杆73上的直杆72带动挡片71产生朝下的移动;工作时,传送带3上倾斜姿态的塑编袋在接触到挡片71的瞬间;通过设置在轴杆73上环形的弧面731,使挡片71的偏转传递到直杆72中部的轴杆73上,进而带动轴杆73沿其环形的弧面731转动起来,轴杆73在其环形弧面731的作用下使偏转的挡片71增加了对传送带3的压力,且增加长度的轴杆73同样增大了扭簧721的长度,进而增强了扭簧721的扭转力,并与挡片71在传送带3表面上增加的压力相配合,增大了偏转状态下挡片71对塑编袋的作用力,使传送带3上的塑编袋便于归正到正确的姿态,确保检测电眼5的测量光路反馈出塑编袋实际的折边情况,从而提升了塑编袋上下底折边检测剔出装置的运行效果。
作为本发明的一种实施方式,所述传送带3的表面还设置有间歇排布的球形凸起31,球形凸起31位于传送带3的中部;所述球形凸起31使传送带3上的塑编袋呈中部隆起的状态;工作时,传送带3上倾斜的塑编袋在挡片71作用下的摆正过程中,需要使塑编袋在偏转归正时与传送带3间的阻力;通过设置在传送带3中部的球形凸起31,使倾斜的塑编袋在摆正时以球形凸起31的触点为转动轴,将塑编袋在传送带3上摆正的静摩擦变为转动摩擦,继而便于将塑编袋的倾斜姿态归正,且在塑编袋归正后与挡片71相贴合接触时,通过塑编袋与球形凸起31间的静摩擦克服挡片71的重力使摆杆7偏转,继续传送带3对塑编袋的运输,从而维持了塑编袋上下底折边检测剔出装置的运行效果。
作为本发明的一种实施方式,所述传送带3的两侧还设有风槽32,风槽32位于挡片71和压辊带4之间的区域;所述风槽32使气泵产生的气流沿传送带3的表面倾斜吹向挡片71;工作时,通过设置的风槽32在传送带3表面形成气流,继而使塑编袋在传送带3表面气流的作用下悬浮起来,进而降低了塑编袋与传送带3间的摩擦力,便于将塑编袋的倾斜姿态进行归正,且倾斜吹向挡片71的气流也增加了摆杆7受到的偏转力,使塑编袋在气流作用的悬浮状态下接触到挡片71后,仅依靠传送带3中部球形凸起31的静摩擦力就能够将挡片71顶起,确保塑编袋在传送带3表面移动的顺畅性,从而推升了塑编袋上下底折边检测剔出装置的运行效果。
具体工作流程如下:
通过设置的检测电眼5,对主机架1上塑编袋上下底折边呈直角的状态进行检测,在压辊带4对传送带3上的塑编袋进行定位后,经折边后被传送带3运往成型架2的区域,手动调整检测电眼5在滑轨11上的位置,使检测电眼5的位置匹配塑编袋的宽度尺寸,当传送带3上方的检测电眼5检测到塑编袋传送至成型架2的位置后,经屏蔽电缆将检测信号发送至控制器中,并根据设定的指令使成型架2上方的检测电眼5运行起来,当塑编袋上下底成型折边位置有效直立起呈直角状,成型架2区域的检测电眼5都被挡住,则其传送至控制器中的信息表示所传送的袋子为合格袋子,继而通过传送带3将塑编袋运抵至下道工序中,若有其中一个检测电眼5检测到未被有效遮挡,则判定为不合格袋子进而执行剔出不合格品的命令,此时控制器通过电机611驱动座板61沿着桁架6移动到传送带3的上方,然后控制升降杆63降下使电动吸盘62将塑编袋吸附起来,接着通过电机611驱动座板61沿着桁架6脱离传送带3的区域,继而将塑编袋的不合格品剔出,维持传送带3上运输的塑编袋的折边质量;设置在压辊带4与成型架2间的摆杆7,并使摆杆7间固连的挡片71搭附在传送带3上,使传送带3上倾斜的塑编袋在接触到挡片71上的某处后,在摆杆7和挡片71的重量下使塑编袋在传送带3上产生偏移,当偏移过程的塑编袋归正到与挡片71相贴合接触时,塑编袋与传送带3间的静摩擦力克服挡片71的重力,使摆杆7产生偏转,继而使传送带3上的塑编袋以摆正的姿态经过挡片71进入到成型架2区域;设置在摆杆7间的连杆,配合主机架1上转动的轴杆73,使挡片71跟随塑编袋产生偏转,在固定姿态的挡片71在与倾斜姿态的塑编袋边缘接触的瞬间,未克服在塑编袋与传送带3间的静摩擦力时,避免造成塑编袋的褶皱而干扰到塑编袋的归正;设置在轴杆73上环形的弧面731,使挡片71的偏转传递到直杆72中部的轴杆73上,进而带动轴杆73沿其环形的弧面731转动起来,轴杆73在其环形弧面731的作用下使偏转的挡片71增加了对传送带3的压力,且增加长度的轴杆73同样增大了扭簧721的长度,进而增强了扭簧721的扭转力,并与挡片71在传送带3表面上增加的压力相配合,增大了偏转状态下挡片71对塑编袋的作用力,使传送带3上的塑编袋便于归正到正确的姿态;设置在传送带中部的球形凸起,使倾斜的塑编袋在摆正时以球形凸起的触点为转动轴,配合设置的风槽在传送带表面形成气流,降低塑编袋与传送带间的摩擦力,便于将塑编袋的倾斜姿态进行归正,确保塑编袋在传送带表面移动的顺畅性。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。