自动化耐压检测装置、系统及方法
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及耐压测试领域,具体而言,涉及自动化耐压检测装置、系统及方法。
背景技术
生产线上的家电等行业的产品出厂都需要进行打耐压测试,在测试合格后,产品方可出厂。由于耐压测试需要的电流高达上千福特,目前由人工操作耐压设备进行作业的危险因素过大,常规的安全防护劳保用具不能完全杜绝安全危害大的安全隐患,容易出造成现操作不规范会出现人员伤害。因此,现有耐压测试工序急需实现自动化。
针对上述的问题,目前尚未提出有效的解决方案。
发明内容
本发明实施例提供了一种自动化耐压检测装置、系统及方法,以至少解决耐压检测工序自动化不高的技术问题。
根据本发明实施例的一个方面,提供一种自动化耐压检测装置,包括:
耐压测试夹具,用于抓取和放置待检测的模组;
耐压测试仪具,用于对上述待检测的模组进行耐压检测,并发出检测结果;
分度盘,用于放置上述待检测的模组,并将控制上述待检测的模组的检测接口与上述耐压检测仪具的检测接口进行对接;
轴机器人,用于控制上述耐压测试夹具对上述待检测的模组进行抓取和移动,还用于接收从上述耐压测试仪具发出的上述检测结果,并对上述检测结果进行分析。
作为一种可选的方案,上述自动化耐压检测装置还包括:
识别装置,上述识别装置用于识别上述待检测的模组上的标记信息,并将上述标记信息发送给上述轴机器人;
上述轴机器人用于根据上述标记信息确定所要抓取的上述待检测的模组。
作为一种可选的方案,上述标记信息包括上述待检测的模组的模组型号和上述待检测的模组的待检测工序。
作为一种可选的方案,上述识别装置为扫码器,上述标记信息为条形码。
作为一种可选的方案,上述耐压测试仪具还包括:精度耐压测试夹具,上述精度耐压测试夹具用于对与上述耐压测试仪具对接的上述待检测的模组进行精准定位。
作为一种可选的方案,上述分度盘包括:距离感应装置,上述距离感应装置用于感应上述待检测的模组的位置信息,并根据上述待检测的模组的位置信息确定旋转角度。
作为一种可选的方案,上述轴机器人包括:机器人本体、关节件及测距仪,其中,上述关节件用于操作上述耐压测试夹具,上述测距仪用于收集上述待检测的模组的位置信息,上述机器人本体用于接收上述待检测的模组的位置信息及上述检测结果,并控制上述关节件对上述耐压检测夹具进行操作。
根据本发明实施例的另一方面,提供一种自动化耐压检测系统,包括上述自动化耐压检测装置,还包括:
底座,上述自动化耐压检测装置,设置在上述底座上;
自动输送线,设置在上述自动化耐压检测装置的一侧,用于传输上述待检测的模组;
置物架,设置在上述自动化耐压检测装置的另一侧,用于堆放上述耐压检测装置所检测的模组。
根据本发明实施例的另一方面,提供一种自动化耐压检测方法,包括:
检测自动传输线上传输的待检测的模组;
在上述模组被上述自动传输线移动到预设位置的情况下,控制耐压测试夹具将上述模组抓取放置在分度盘上,其中,上述分度盘用于控制将上述模组的检测接口与上述耐压检测仪具的检测接口进行对接;
在从耐压检测仪具获取到上述模组被检测完成后得到的检测结果的情况下,接收上述检测结果;
根据上述检测结果对上述模组进行分类,得到分类结果;
控制上述耐压检测夹具将检测后的上述模组,并放置与上述分类结果对应的置物架上。
作为一种可选的方案,上述检测自动传输线上传输的待检测的模组,包括:识别上述待检测的模组上的标记信息,根据上述标记信息确定上述待检测的模组的模组型号和上述待检测的模组的待检测工序。
本发明公开了自动化耐压检测装置、系统及方法。其中,该装置包括:耐压测试夹具,用于抓取和放置待检测的模组;耐压测试仪具,用于对待检测的模组进行耐压检测,并发出检测结果;分度盘,用于放置待检测的模组,并将控制待检测模组的检测接口与耐压检测仪具的检测接口进行对接;轴机器人,用于控制耐压测试夹具对待检测的模组进行抓取和移动,还用于接收从耐压测试仪具发出的检测结果,并对检测结果进行分析。本发明解决了耐压检测工序自动化不高的技术问题。
本发明通过提供一种自动化耐压检测装置、系统及方法,解决了耐压检测工序自动化不高的技术问题。
附图说明
此处所说明的附图用来提供对本发明的进一步理解,构成本申请的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
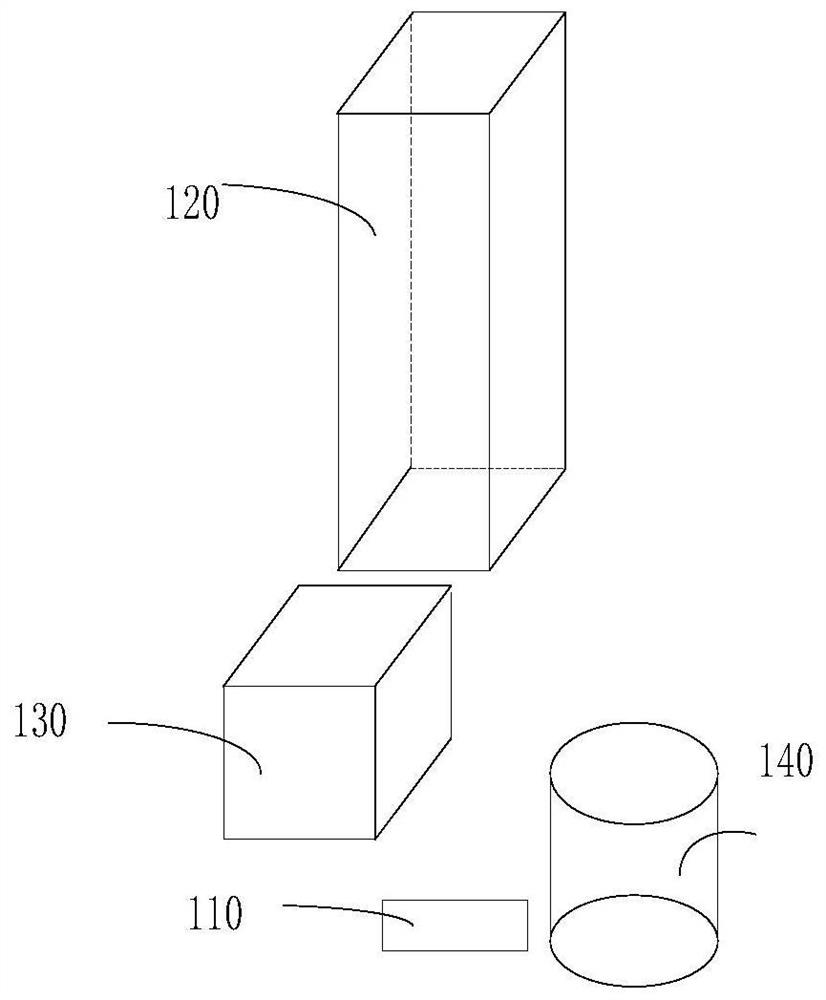
图1是根据本发明实施例的一种可选的自动化耐压检测装置的结构示意图;
图2是根据本发明实施例的一种可选的自动化耐压检测系统的流程示意图;
图3是根据本发明实施例的一种可选的自动化耐压测试方法的流程示意图。
图4是根据本发明实施例的另一种可选的自动化耐压测试方法的流程示意图。
具体实施方式
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
生产线上的家电等行业的产品出厂都需要进行打耐压测试,测试合格后方可出厂。但一次耐压测试的电流就高达上千福特,目前由人工操作耐压设备进行作业的危险因素过大,常规的安全防护劳保用具未能完全杜绝安全危害大的安全隐患,一但出现操作不规范会出现人员伤害,目前耐压测试急需自动化处理。
为解决上述问题,如图1所示,本申请提供一种自动化耐压检测装置,包括:
耐压测试夹具110,用于抓取和放置待检测的模组;
耐压测试仪具120,用于对待检测的模组进行耐压检测,并发出检测结果;
分度盘130,用于放置待检测的模组,并控制待检测模组的检测接口与耐压检测仪具120的检测接口进行对接;
轴机器人140,用于控制耐压测试夹具110对待检测的模组进行抓取和移动,还用于接收从耐压测试仪具发出的检测结果,并对检测结果进行分析。
在一些实施例中,耐压测试仪具110与轴机器人140一体化成型。耐压测试仪具110可以是机械臂、镊子中的一种。
在一些实施例中,自动化耐压检测装置还包括:识别装置,识别装置用于识别待检测的模组上的标记信息,并将标记信息发送给轴机器人;其中,轴机器人用于根据标记信息确定所要抓取的待检测的模组。
在本实施例中,标记信息包括模组的模组型号和模组的待检测工序,模组型号用于检验待检测的模组是否需要进行耐压检测,检测工序包括耐压测试和接地测试。
在本实施例中,耐压测试的预设测试参数如表1所示,其中:表1中合格范围是指在此范围内都判断为合格,超出表1的范围则判断为不合格。耐压测试通过条件,是指在预设参数条件下进行安全性测试仪作业测试,在完成测试输出结果时,测试输出的电压和电流值与测试条件需一致,不一致则判断此条件失败。
表1
在本实施例中,识别装置为扫码器,标记信息为条形码。
在一些实施例中,耐压测试仪具还包括:精度耐压测试夹具,精度耐压测试夹具用于对与耐压测试仪具对接的待检测的模组进行精准定位。耐压测试夹具用于对待检测的模组放置在分度盘上,精度耐压测试夹具用于对分度盘上的待检测的模组进行精度调制位置,使得待检测的模组的测试接口与耐压检测仪具的测试接口精准定位。
在一些实施例中,分度盘包括:距离感应装置,距离感应装置用于感应待检测的模组的位置信息,并根据待检测的模组的位置信息确定旋转角度。在放置待检测的模组时,将待检测的模组放置在分度盘90度位置上,在对模组进行检测时,分度盘完成180度旋转,并将待检测模组的检测接口与耐压测试仪具的检测接口进行对接,测试完成后,将待检测模组旋转至90度位置上,等待耐压检测仪具进行抓取。
在一些实施例中,轴机器人包括:机器人本体、关节件及测距仪,其中,关节件用于操作耐压测试夹具,测距仪用于收集待检测的模组的位置信息,机器人本体用于接收待检测的模组的位置信息及检测结果,并控制关节件对耐压检测夹具进行操作。
如图2所示,本发明还一种自动化耐压检测系统,包括:
自动化耐压检测装置,其中,自动化耐压检测装置包括:耐压测试夹具110,用于抓取和放置待检测的模组;耐压测试仪具120,用于对待检测的模组进行耐压检测,并发出检测结果;分度盘130,用于放置待检测的模组,并控制待检测模组的检测接口与耐压检测仪具120的检测接口进行对接;轴机器人140,用于控制耐压测试夹具120对待检测的模组进行抓取和移动,还用于接收从耐压测试仪具120发出的检测结果,并对检测结果进行分析;
底座200,自动化耐压检测装置100设置在底座200上;
自动输送线300,设置在自动化耐压检测装置100的一侧,用于传输待检测的模组;
置物架400,设置在自动化耐压检测装置100的另一侧,用于堆放耐压检测装置100所检测的模组。
如图3所示,本发明还提供一种自动化耐压检测方法,其特征在于,包括:
S302:检测自动传输线上传输的待检测的模组;
S304:在模组被自动传输线移动到预设位置的情况下,控制耐压测试夹具将模组抓取放置在分度盘上,其中,分度盘用于控制将模组的检测接口与耐压检测仪具的检测接口进行对接;
S306:在从耐压检测仪具获取到模组被检测完成后得到的检测结果的情况下,接收检测结果;
S308:根据检测结果对模组进行分类,得到分类结果;
S310:控制耐压检测夹具将检测后的模组,并放置与分类结果对应的置物架上。
在本实施例中,检测结果包括耐压测试、接地测试、绝缘测试中的一种或几种。
在本实施例中,分类结果包括通过检测和未通过检测结果。
在步骤S304中,扫码器读取到模组的条形码信息,在判断待检测的模组为待检测模组的情况下,启动耐压检测仪对待检测模组进行检测;在模组不是待检测模组的情况下,将模组放置在置物架上。
在步骤S306中,根据检测结果,将模组分为检测通过的模组和检测未通过的模组。
如图4所示,本发明还提供一种自动化耐压检测系统的自动化耐压检测方法包括:
S1:开机正常运行,传输带上模组来料;
S2:机器人去输送线上抓取模组,并精准定位90度放置在分度盘上;
S3:读码器读取模组上的条码信息,并与信息化平台数据分析匹配型号数据,判断是否匹配;
S4:在不匹配的情况下,分度盘旋转90度,将模组放置在置物架未检测区域;
S5:在匹配的情况下,机器人抓取精度耐压测试夹具,分度盘完成180度旋转,模组的耐压测试接口与耐压测试仪接口对接,完成对插;
S6:耐压测试仪具对模组进行测试,并完成耐压测试结果采集,判断模组耐压测试是否通过;
S7:在测试结果通过的情况下,分度盘完成选择90度后,根据分类结果将模组放置在置物架测试通过区域上;
S8:在测试结果不通过的情况下,分度盘完成旋转90度后,将模组放置在置物架测试未通过区域上。
对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
在本申请所提供的几个实施例中,应该理解到,所揭露的客户端,可通过其它的方式实现。其中,以上所描述的装置实施例仅仅是示意性的,例如单元的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式,例如多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另一点,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些接口,单元或模块的间接耦合或通信连接,可以是电性或其它的形式。
作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本实施例方案的目的。
另外,在本发明各个实施例中的各功能单元可以集成在一个采集单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中。上述集成的单元既可以采用硬件的形式实现,也可以采用软件功能单元的形式实现。
以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。