用于铝型材装夹的装置
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及铝型材加工设备技术领域,特别涉及一种用于铝型材装夹的装置。
背景技术
在铝型材生产过程中,需要在铝型材表面生成一层氧化膜,以提高铝型材的耐磨性,延长使用寿命。而进行氧化着色工序时,需要对铝型材进行夹紧固定,并将固定好的铝型材放进氧化溶液中,以完成氧化着色处理。在此工作过程中,需要使用一种夹具,对铝型材的端部进行夹取。该夹具可以是市面上的气动氧化电泳夹具。
当然,铝型材夹具也可以是如公告号为CN205907370U的实用新型专利公开的一种用于铝材氧化的上排夹,其包括左夹具组件和右夹具组件,所述左夹具组件和所述右夹具组件分别由铰接部、夹持部和凸块构成,所述左夹具组件的铰接部和所述右夹具组件的铰接部通过轴销铰接,所述左夹具组件的凸块和所述右夹具组件的凸块触碰对接一起,所述凸块与所述铰接部之间形成间隔空位;所述轴销上套有弹簧,所述铰接部上设置有固定卡,所述固定卡固定所述弹簧。
然而,目前基本都是采用人工方式,将铝型材夹具夹在铝型材的端部,而且,工作人员需要克服扭簧的作用力来张开铝型材夹具的间隔空位,从而促使铝型材夹具的夹持口增大,能对铝型材夹具的端部夹紧固定,这种方式存在费事费力、工作强度大和效率低下的弊端,严重影响企业的经济效益。
发明内容
本发明目的在于提供一种用于铝型材装夹的装置,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
为解决上述技术问题所采用的技术方案:
本发明提供一种用于铝型材装夹的装置,所述装置包括:
夹持机械手,其包括夹爪、第一驱动件和第二驱动件;所述夹爪设有两个且对称设置;所述第一驱动件与两个所述夹爪连接,第一驱动件能驱使两个夹爪相互靠拢以夹持铝型材夹具;所述第二驱动件与第一驱动件连接以驱使第一驱动件沿上下方向移动;
装夹机械手,其设于所述夹持机械手的下方,所述装夹机械手包括撑开爪和第三驱动件;所述撑开爪设有两个且对称设置;所述第三驱动件与两个所述撑开爪连接,第三驱动件能驱使两个撑开爪相互远离以撑开铝型材夹具的间隔空位;
驱动机构,其与所述夹持机械手连接,以驱使夹持机械手沿水平方向移动;所述驱动机构与装夹机械手连接,以驱使装夹机械手沿水平方向移动。
本发明至少具有如下的有益效果:夹持机械手能将铝型材夹具转移至装夹机械手上,通过第一驱动件驱使两个夹爪相互靠拢,夹持铝型材夹具,并利用第二驱动件来调整夹爪的高度位置;装夹机械手能将铝型材夹具夹在铝型材的端部,在驱动机构的驱使下,夹持机械手水平移动并将铝型材夹具放置于撑开爪上,并通过第三驱动件驱动两个撑开爪相互远离,撑开爪对铝型材夹具的间隔空位施以作用力,将铝型材夹具的间隔空位撑开,在驱动机构的驱使下,装夹机械手带着铝型材夹具往铝型材的端部方向移动,在两个撑开爪相互靠拢后,铝型材夹具便夹在铝型材的端部上,自动完成上夹具工作。
本发明通过夹持机械手将铝型材夹具送至装夹机械手的撑开爪上,利用第三驱动件来驱动撑开爪相互远离,从而克服铝型材夹具上扭簧的作用力而将铝型材夹具的夹持口撑开,无需人工操作,极大的提高工作效率。
作为上述技术方案的进一步改进,所述装置还包括:
第四驱动件,其与第三驱动件连接以驱使第三驱动件沿上下方向移动;所述驱动机构与第四驱动件连接,以驱使第四驱动件沿水平方向移动;
支撑平台,其位于所述夹持机械手的下方,以用于供铝型材夹具放置。
设置位于夹持机械手下方的支撑平台,用来供夹持机械手将铝型材夹具夹持并转移至支撑平台上,且在第四驱动件的工作下,装夹机械手能下降,从而使撑开爪能插入支撑平台上的铝型材夹具的间隔空位处,并在驱动机构的驱动下,装夹机械手带动铝型材夹具移动至铝型材的端部。如此设计,支撑平台充当中转站,方便在装夹机械手给铝型材的端部上夹具的同时,夹持机械手将铝型材夹具放置于支撑平台上,无需等待装夹机械手复位,从而有利于提高工作效率。
作为上述技术方案的进一步改进,所述支撑平台设有开口;所述装夹机械手设于支撑平台的下方,两个所述撑开爪能由下往上穿过所述开口并沿水平方向移动;
所述装置还包括:
夹紧件,其设在开口的上方,能与铝型材夹具的顶面相抵接;
摆动件,其与所述夹紧件的一端连接,所述摆动件设有连接轴,所述连接轴的轴向与装夹机械手的移动方向、夹持机械手的方向一致;
固定座,其与支撑平台连接,固定座设有连接孔,所述连接孔内设有所述连接轴;
扭簧,其套设在连接轴,扭簧的一端与连接轴连接,扭簧的另一端与固定座连接。
夹紧件设于开口上方,摆动件设置连接轴,通过连接轴与固定座转动连接,并且,通过扭簧的设置,能促使夹紧件保持悬空状态,当夹持机械手将铝型材夹具送往支撑平台与夹紧件之间时,夹紧件能与铝型材夹具的顶面相抵接,从而对放置于支撑平台上的铝型材夹具进行夹紧,避免铝型材夹具发生错位,导致装夹机械手无法拿取铝型材夹具。而且,装夹机械手设在支撑平台的下方,为避免装夹机械手在水平移动时受到夹紧件的阻碍,支撑平台设置开口,方便两个撑开爪在第四驱动件的驱使下能往上穿过开口,并插入铝型材夹具的间隔空位,然后在驱动机构的作用下,撑开爪带动铝型材夹具水平移动。
作为上述技术方案的进一步改进,所述夹紧件为圆杆,夹紧件的轴向与连接轴的轴向一致,夹紧件的另一端设有往上翘起的导向部。
夹紧件采用表面光滑无棱角的圆杆,能减少夹紧件与铝型材夹具之间的摩擦力,而夹紧件的轴向与连接轴的轴向一致,能增加夹紧件施以铝型材夹具的压力的面积,从而防止铝型材夹具水平上转动。在夹紧件的另一端设置往上翘起的导向部,在夹持机械手将铝型材夹具送至支撑平台上时,导向部起到较好的导向作用,使铝型材夹具顺利移动至支撑平台与夹紧件之间的位置。
作为上述技术方案的进一步改进,所述驱动机构包括:
支撑座;
直线导轨,其与所述支撑座连接,所述直线导轨的长度方向与装夹机械手的移动方向一致;
滑动块,其与所述直线导轨连接;
第一安装座,其设有所述滑动块;所述第一安装座与第四驱动件连接;
第二安装座,其设有所述滑动块;所述第二安装座与第二驱动件连接,第二安装座与第一安装座连接;
驱动装置,其设在所述支撑座上,所述驱动装置与第一安装座或第二安装座连接以驱使其移动。
第一安装座与第四驱动件相固定,第一安装座设置滑动块,第二安装座与第二驱动件相固定,第二安装座设置滑动块,并且,支撑座上设置直线导轨,通过滑动块与直线导轨的滑动连接,第一安装座与第二安装座能沿着直线导轨平稳的来回移动。而且,第一安装座与第二安装座相连接,驱动装置设在支撑座上,并与第一安装座或第二安装座连接,从而实现夹持机械手和装夹机械手同步运动,且能减少驱动机构的能耗。
作为上述技术方案的进一步改进,所述驱动装置为同步带直线模组。采用同步带直线模组,能精确控制夹持机械手和装夹机械手水平移动的位置。
作为上述技术方案的进一步改进,所述第一驱动件为手指气缸,第二驱动件为第一伸缩气缸;所述第四驱动件为第二伸缩气缸。如此设计,促使夹爪和撑开爪的运动更加迅速稳定,有利于提高工效。
作为上述技术方案的进一步改进,所述夹爪设有夹紧面,所述夹紧面的两侧均设置有限位部,两个夹爪的夹紧面和限位部能与铝型材夹具的侧面相贴合。夹爪设置夹紧面和位于夹紧面两侧的限位部,当两个夹爪相互靠拢以夹持铝型材夹具时,夹紧面和限位部能与铝型材夹具的侧面相贴合,从而防止铝型材夹具发生相对夹爪的移动,进而导致装夹机械手的撑开爪无法准确插入铝型材夹具的间隔空位。
作为上述技术方案的进一步改进,所述第三驱动件包括:
销轴,其轴线沿上下方向延伸;两个所述撑开爪均设有铰接孔,铰接孔内设有所述销轴;
连杆,其设有两个;一所述连杆的一端与一所述撑开爪的一端铰接,另一所述连杆的一端与另一所述撑开爪的一端铰接;
壳体,其设有两个定位孔,所述销轴的两端部插入所述定位孔;
第三伸缩气缸,其伸缩杆与两个所述连杆的另一端铰接;所述第三伸缩气缸与壳体连接。
设置两个连杆,两个连杆与两个撑开爪一一对应铰接,形成剪叉结构;两个撑开爪相互铰接,并在它们的铰接处设置销轴,壳体对应设置两个定位孔,销轴的两端部对应插入定位孔后,实现销轴的定位;并且,设置第三伸缩气缸,连杆均与第三伸缩气缸的伸缩杆铰接,在第三伸缩气缸的伸缩杆伸长或缩短时,能实现两个撑开爪绕着它们的铰接处相互靠拢或相互远离,从而对铝型材夹具进行松开或撑开。
作为上述技术方案的进一步改进,所述壳体设有滑槽,所述第三伸缩气缸的伸缩杆设有连接块,所述连接块能沿滑槽移动。壳体设置滑槽,第三伸缩气缸的伸缩杆设置连接块,连接块与两个连杆铰接,在第三伸缩气缸的驱动下,连接块能沿着滑槽移动,滑槽对连接块起到限位和支撑作用,不仅防止连接块出现晃动,而且能减少第三伸缩气缸的伸缩杆所受的作用力,进而避免第三伸缩气缸的伸缩杆出现弯曲。
附图说明
下面结合附图和实施例对本发明做进一步的说明;
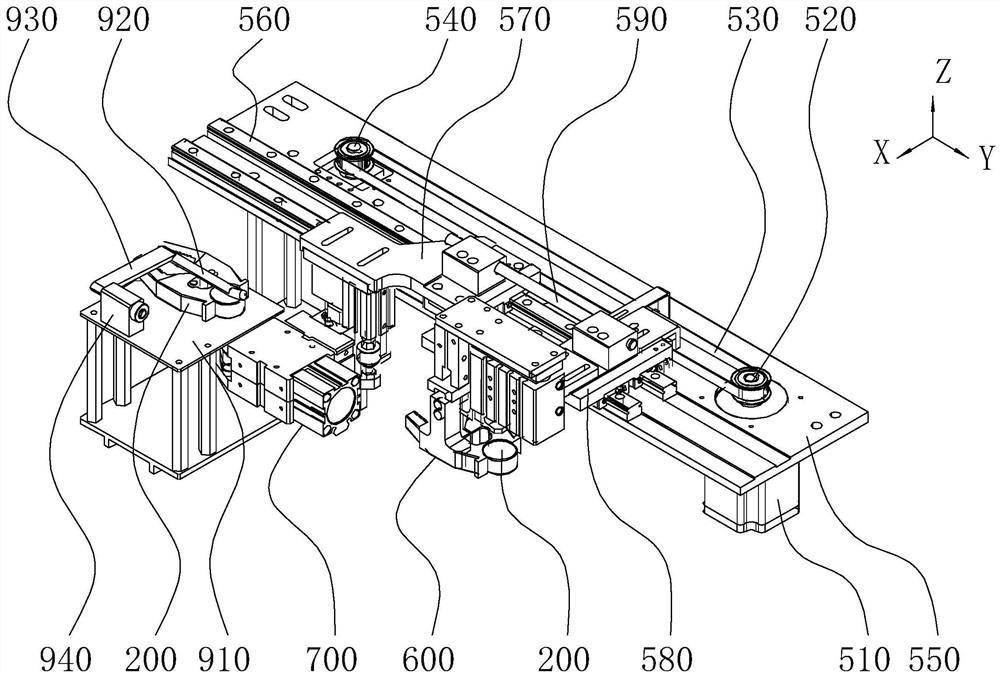
图1是本发明所提供的用于铝型材装夹的装置中,其一实施例的结构立体图;
图2是图1所提供的装夹机械手的结构立体图;
图3是图1所提供的装夹机械手中,第三驱动件与撑开爪连接的结构爆炸图;
图4是图1所提供的夹持机械手的结构立体图;
图5是图1所提供的夹持机械手中,第一驱动件与夹爪连接的结构立体图;
图6是图1所提供的支撑平台与夹紧件的结构立体图;
图7是现有技术中铝型材夹具的结构立体图。
附图中标记如下:200、铝型材夹具;210、第一夹持臂;220、第二夹持臂;230、间隔空位;240、夹持口;
510、伺服电机;520、主动带轮;530、皮带;540、从动带轮;550、支撑座;560、直线导轨;570、第一安装座;580、第二安装座;590、连接杆;
600、夹持机械手;610、第一伸缩气缸;620、连接板;630、手指气缸;640、夹爪;650、夹持腔;660、限位部;670、夹紧面;
700、装夹机械手;710、第二伸缩气缸;720、连接座;730、滑块;740、第三驱动件;741、第三伸缩气缸;742、壳体;743、滑槽;744、定位孔;745、连杆;746、连接块;747、销轴;748、摆动臂;749、圆柱体部;750、撑开爪;
910、支撑平台;911、开口;920、夹紧件;921、导向部;930、摆动件;940、固定座。
具体实施方式
本部分将详细描述本发明的具体实施例,本发明之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本发明的每个技术特征和整体技术方案,但其不能理解为对本发明保护范围的限制。
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,如果具有“若干”之类的词汇描述,其含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二、第三只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
需要说明的是,附图中X方向是由用于铝型材装夹的装置的后侧指向前侧;Y方向是由用于铝型材装夹的装置的左侧方指向右侧;Z方向是由用于铝型材装夹的装置的下侧指向上侧。
本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
参照图1至图7,下面对本发明的用于铝型材装夹的装置举出若干实施例。
如图7所示,现有的铝型材夹具200的主要结构基本和公告号为CN205907370U的实用新型专利所公开的上排夹相同,都是由第一夹持臂210和第二夹持臂220通过铰接轴和扭簧连接而成,在扭簧作用下,第一夹持臂210和第二夹持臂220能够对铝型材的端部进行夹紧。第一夹持臂210与第二夹持臂220之间形成间隔空位230和夹持口240。
如图1至图6所示,本发明一实施例提供了一种用于铝型材装夹的装置,所述装置包括:夹持机械手600、装夹机械手700和驱动机构。
其中,如图1、图4和图5所示,夹持机械手600包括夹爪640、第一驱动件和第二驱动件。夹爪640可以由金属材料制成。夹爪640设有两个且关于前后方向对称设置。夹爪640设有夹紧面670,夹紧面670的左侧和右侧均设置有限位部660,两个夹爪640的夹紧面670和限位部660形成夹持腔650,且能与铝型材夹具200的侧面相贴合,防止铝型材夹具200发生相对夹爪640的移动。
第一驱动件与两个夹爪640连接,第一驱动件能驱使两个夹爪640相互靠拢以夹持铝型材夹具200。在本实施例中,第一驱动件为手指气缸630,在手指气缸630工作时,两个夹爪640能迅速靠拢或远离。
此外,第一驱动件还可以是分别带动两个夹爪640靠拢的两个伸缩气缸;或者,每个夹爪640设置齿条,电机的输出轴设置齿轮,其中一个夹爪640的齿条位于齿轮上方,另一个夹爪640的齿条位于齿轮的下方,通过齿轮与两根齿条啮合连接,在电机工作时,齿轮带动两根齿条同时运动,从而实现两个夹爪的相互靠拢。
第二驱动件与第一驱动件连接以驱使第一驱动件沿上下方向移动。在本实施例中,第二驱动件为第一伸缩气缸610。第一伸缩气缸610的伸缩杆与位于第一伸缩气缸610上方的连接板620连接,第一驱动件与连接板620连接,在第一伸缩气缸610的伸缩杆伸长时,夹爪640往上移动;反之,夹爪640往下移动。当然,第一伸缩气缸610也可以设在连接板620上方。
此外,第二驱动件还可以是丝杆传动机构、同步带直线模组、电动推杆等。
如图1至图3所示,装夹机械手700设于夹持机械手600的下方。装夹机械手700包括撑开爪750和第三驱动件740。
撑开爪750可以由金属材料制成,撑开爪750设有两个且关于前后方向对称设置。在本实施例中,撑开爪750由摆动臂748和圆柱体部749组成,圆柱体部749设在摆动臂748的上方,圆柱体部749与摆动臂748的左端部一体成型。
圆柱体部749能插入铝型材夹具200的间隔空位230处,在圆柱体部749相互远离时,圆柱体部749会对铝型材夹具200的间隔空位230的壁面施以作用力,促使铝型材夹具200的夹持口240增大,从而能夹在铝型材的端部。
采用圆柱体部749是为了避免铝型材夹具200的间隔空位230壁面受损。根据实际选择,圆柱体部749也可以由棱柱体部代替。
第三驱动件740与两个撑开爪750连接,第三驱动件740能驱使两个撑开爪750相互远离以撑开铝型材夹具200的间隔空位230。
在本实施例中,第三驱动件740包括:销轴747、连杆745、壳体742和第三伸缩气缸741。
销轴747的轴线沿上下方向(即Z轴)延伸。两个撑开爪750均设有铰接孔,铰接孔内设有销轴747,铰接孔的孔径与销轴747的直径相适宜。
连杆745设有两个。其中一个连杆745的一端与其中一个撑开爪750的一端铰接,另一个连杆745的一端与另一个撑开爪750的一端铰接。两个连杆745的另一端均与第三伸缩气缸741的伸缩杆铰接,从而使得连杆745和撑开爪750形成剪叉结构。
壳体742由上下对称的两部分通过螺栓连接而成。壳体742设有两个定位孔744,销轴747的两端部分别对应插入两个定位孔744,实现销轴747的定位,销轴747无法移动。
第三伸缩气缸741与壳体742通过螺栓连接,第三伸缩气缸741位于壳体742的右侧。
在第三伸缩气缸741的伸缩杆伸长或缩短时,由于销轴747与壳体742相固定,则通过连杆745的作用,促使两个撑开爪750绕着它们的铰接处(即销轴747)摆动,实现它们相互靠拢或相互远离,从而对铝型材夹具200进行松开或撑开。
进一步的,壳体742设有滑槽743,第三伸缩气缸741的伸缩杆设有连接块746,两个连杆745均与连接块746铰接,在第三伸缩气缸741驱使连接块746往左或往右移动时,连接块746能沿滑槽743来回移动。滑槽743对连接块746起到限位和支撑作用,不仅防止连接块746出现晃动,而且能减少第三伸缩气缸741的伸缩杆所受的作用力,进而避免第三伸缩气缸741的伸缩杆出现弯曲。
驱动机构与夹持机械手600连接,以驱使夹持机械手600沿水平方向移动;所述驱动机构与装夹机械手700连接,以驱使装夹机械手700沿水平方向移动。
具体的,驱动机构包括安装座以及两个同步带直线模组。两个同步带直线模组设在安装座上,且分别与夹持机械手600和装夹机械手700一一对应连接,促使夹持机械手600和装夹机械手700分别沿水平方向移动。
在本实施例中,夹持机械手600位于装夹机械手700的上方。在同步带直线模组工作下,夹持机械手600能将铝型材夹具200放置装夹机械手700上,此时两个撑开爪750插入铝型材夹具200的间隔空位230处,在两个撑开爪750相互远离后,铝型材夹具200的夹持口240被撑开,在另一同步带直线模组工作下,装夹机械手700将铝型材夹具200送往铝型材的端部,在撑开爪750相互靠拢后,铝型材夹具200由于其扭簧而使得夹持口240回复原来状态,从而夹在铝型材的端部。
装夹机械手700往左右方向移动,夹持机械手600可以往前后方向或左右方向移动。
当然,也可以使用丝杆传动机构或伸缩气缸等代替同步带直线模组。
本发明通过夹持机械手600将铝型材夹具200送至装夹机械手700的撑开爪750上,利用第三驱动件740来驱动两个撑开爪750相互远离,从而克服铝型材夹具200上扭簧的作用力而将铝型材夹具200的夹持口240撑开,省时省力,无需人工操作,极大的提高工作效率。
在实际工作中,在铝型材的两端各设置一台该用于铝型材装夹的装置,分别给铝型材的两个端部自动上夹具。
在一些实施例中,如图1、图2和图6所示,所述用于铝型材装夹的装置还包括:第四驱动件和支撑平台910。
其中,第四驱动件与装夹机械手700的第三驱动件740连接以驱使第三驱动件740沿上下方向移动。驱动机构与第四驱动件连接,以驱使第四驱动件沿水平方向移动。
在本实施例中,第四驱动件为第二伸缩气缸710。连接座720设有导轨,导轨沿上下方向延伸,第三驱动件740设有滑块730,滑块730与导轨滑动连接,第二伸缩气缸710的伸缩杆与滑块730连接。
采用导轨、滑块730和第二伸缩气缸710,在第二伸缩气缸710的伸缩杆工作时,滑块730能沿导轨平稳迅速的上下移动,从而能够调整装夹机械手700的高度位置。
当然,第四驱动件还可以采用丝杆传动机构、电动推杆、同步带直线模组等。
支撑平台910位于所述夹持机械手600的下方,以用于供铝型材夹具200放置。支撑平台910可以是一块金属板,通过支架来支撑。
设置位于夹持机械手600下方的支撑平台910,用来供夹持机械手600将铝型材夹具200夹持并转移至支撑平台910的设定位置上。装夹机械手700在第四驱动件的工作下能下降,从而使撑开爪750能由上往下插入支撑平台910上的铝型材夹具200的间隔空位230处,并在第三驱动件740驱使下,撑开爪750将撑开铝型材夹具200。然后,在驱动机构的驱动下,装夹机械手700带动铝型材夹具200移动至铝型材的端部。
如此设计,支撑平台910充当中转站,方便在装夹机械手700给铝型材的端部上夹具的同时,夹持机械手600将铝型材夹具200夹持并转移至支撑平台910上,无需等待装夹机械手700复位,从而有利于提高工作效率。
在本实施例中,装夹机械手700往左右方向移动,夹持机械手600可以往前后方向或左右方向移动。装夹机械手700的圆柱体部749朝下。
进一步的,装夹机械手700和夹持机械手600的移动方向一致,都是沿左右方向移动。并且,驱动机构包括:支撑座550、直线导轨560、滑动块、第一安装座570、第二安装座580和驱动装置。
直线导轨560设置两根,且与支撑座550通过螺栓连接,直线导轨560的长度方向与装夹机械手700的移动方向(即Y轴)一致。
滑动块与直线导轨560滑动连接。
第一安装座570的底部设有所述滑动块;第一安装座570与第四驱动件通过螺栓连接。
第二安装座580的底部设有所述滑动块;第二安装座580与第二驱动件通过螺栓连接。并且,第二安装座580与第一安装座570通过连接杆590进行连接,使得第一安装座570与第二安装座580之间的距离恒定,且第一安装座570和第二安装座580能同步运动。
驱动装置设在支撑座550上,驱动装置与第一安装座570或第二安装座580连接以驱使其移动。
在本实施例中,驱动装置为同步带直线模组。同步带直线模组包括伺服电机510、主动带轮520、皮带530和从动带轮540。伺服电机510安装在支撑座550,主动带轮520设在伺服电机510的输出轴上,从动带轮540设在支撑座550,且能旋转。皮带530绕设在主动带轮520和从动带轮540之间。
第二安装座580通过皮带夹块与皮带530相固定,在伺服电机510工作时,通过皮带530能带动第二安装座580沿左或右方向移动。
驱动装置也可以是丝杆型直线模组、伸缩气缸等等。
采用该结构的驱动机构,不仅实现夹持机械手600和装夹机械手700同步运动,且能减少驱动机构的能耗,无需设置两台来分别驱动夹持机械手600和装夹机械手700。
在一些实施例中,如图1和图6所示,支撑平台910设有开口911,开口911可以是U形开口。装夹机械手700设于支撑平台910的下方,两个撑开爪750能由下往上穿过开口911并沿水平方向移动。
并且,所述用于铝型材装夹的装置还包括:夹紧件920、摆动件930、固定座940和扭簧。
夹紧件920设在开口911的上方,能与铝型材夹具200的顶面相抵接。在本实施例中,夹紧件920为表面光滑无棱角的圆杆,能减少夹紧件920与铝型材夹具200的顶面之间的摩擦力。当然,夹紧件920也可以是其他形状的金属件或塑料件。
夹紧件920的轴向与连接轴的轴向(即Y轴)一致,能增加夹紧件920施以铝型材夹具200的压力的面积,从而防止铝型材夹具200水平上转动。
夹紧件920的另一端(即右端)设有往上翘起的导向部921,导向部921与夹紧件920一体成型。
夹紧件920与支撑平台910之间的间距稍小于铝型材夹具200的高度,在夹持机械手600将铝型材夹具200送至支撑平台910上时,导向部921起到较好的导向作用,使铝型材夹具200顺利移动至支撑平台910与夹紧件920之间的位置。
摆动件930的后端与夹紧件920的左端连接,摆动件930的前端设有连接轴,连接轴的轴向与装夹机械手700的移动方向、夹持机械手600的方向(即Y轴)一致。摆动件930、夹紧件920和连接轴一体成型。摆动件930可以是方块状、圆柱状等。
固定座940与支撑平台910通过螺栓连接,固定座940设有连接孔,连接孔的孔径与连接轴的直径相适宜,连接轴安装在连接孔内。
扭簧套设在连接轴,扭簧的一端与连接轴连接,具体的,连接轴的周面可以设置一根定位柱,扭簧的一端与定位柱卡扣连接,扭簧的另一端与固定座940连接。
夹紧件920设于开口911上方,摆动件930设置连接轴,通过连接轴与固定座940转动连接,并且,通过扭簧的设置,能促使夹紧件920保持悬空状态,当夹持机械手600将铝型材夹具200送往支撑平台910与夹紧件920之间时,夹紧件920能与铝型材夹具200的顶面相抵接,从而对放置于支撑平台910上的铝型材夹具200进行夹紧,避免铝型材夹具200发生错位,导致装夹机械手700无法撑开铝型材夹具200。
而且,装夹机械手700设在支撑平台910的下方,为避免装夹机械手700在水平移动时受到夹紧件920的阻碍,支撑平台910设置开口911,方便两个撑开爪750在第四驱动件的驱使下能往上穿过开口911,并插入铝型材夹具200的间隔空位230,然后在驱动机构的作用下,撑开爪750带动铝型材夹具200水平移动。
以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。